Изобретение относится к машиностроению, а именно к средствам контроля линейно-угловых размеров.
Цель изобретения - расширение номенклатуры контролируемых деталей путем обеспечения возможности переналадки приспособления на другие типоразмеры деталей.
На фиг. 1 изображена конструктив- ная схема универсального приспособления для контроля предельных размеров деталей; на фиг. 2 - схема контроля .
Универсальное приспособление вклю чает в себя скобу 1, микрометрическую головку 2, установленную на одной из консолей скобы 1, и упорную пятку 3, закрепленную на другой кон- соли скобы 1, насадку 4, закреплен-
N максимальный размер детали (ПР), MMj полное число делений шкалы поворотной планки число делений до касани шкалы контролируемой деталью.
ную на микрометрической головке 2, поворотную планку 5 со шкалой, шар- нирно связанной с насадкой 4, и зак-М
репленную на насадке 4 и кинематически связанную со свободным концом по- 25 воротной планки 5 вторую микрометрическую головку 6, ось которой параллельна оси первой микрометрической головки 2. Кроме того, изображены трещетки 7 и 8 микрометрических голо- зо Допусками в каждой группе. Если таУказанный расчет производится в случае, когда детали необходимо рас сортировать по группам с одинаковыми
кой задачи не ставится, то контроль производится как предельной скобой.
вок 2 и 6, ось 9, пружина 10, фиксаторы 11 и 12 и контролируемая деталь 13.
Универсальное приспособление работает следующим образом.
Поворотом трещетки 7 устанавливают насадку 4 на размер НЕ (не проходной) . Поступательное движение насадки 4 обеспечивается наличием шпонки (не показана), установленной в скобе 1 . При вращении треп;етки 8 поворотная планка поворачивается на оси 9 до установления размера ПР (проходной). Пружина 10 постоянно поджимает поворотную планку 5 к микрометрической головке 6 и одновременно выбирает технологический зазор в соединении поворотной планки 5 с осью 9.
После установки размеров НЕ микрометрической головкой 2 и ПР микрометрической головкой 6 осуществляется их фиксация стопорами 11 и 12.
Затем контролируемая деталь 13 (фиг. 2) вводится между пяткой 3 и поворотной планкой 5. По шкале определяют положение детали 13 при ее одновременном касании пятки 3 и поворотной планки 5.
После этого производится расчет фактического размера по формуле
D
Факт
D
+ (Од,,с
- D.
),
де D,
D
мсткс
N минимальный размер контролируемой детали (НЕ),
MMi
максимальный размер детали (ПР), MMj полное число делений шкалы поворотной планки; число делений до касания шкалы контролируемой деталью.
М
опусками в каждой группе. Если таДопусками в каждой группе. Если таУказанный расчет производится в случае, когда детали необходимо рассортировать по группам с одинаковыми
Допусками в каждой группе. Если та
кой задачи не ставится, то контроль производится как предельной скобой.
Форм у л а изобретения
Универсальное приспособление для контроля предельных размеров деталей, содержащее скобу, микрометрическую головку, установленную на одной из консолей скобы, и упорную пятку, закрепленную на другой консоли скобы,
отличающееся тем, что, с целью расширения номенклатуры контролируемых деталей, оно снабжено насадкой, закрепленной на микрометрической головке, поворотной планкой со шкалой, шарнирно связанной с насадкой, и закрепленной на насадке и кинематически связанной со свободным концом поворотной .планки второй микрометрической головкой, ось которой параллельна оси первой микрометрической головки.
IS
ЛяскГ/ГР)
фиг.2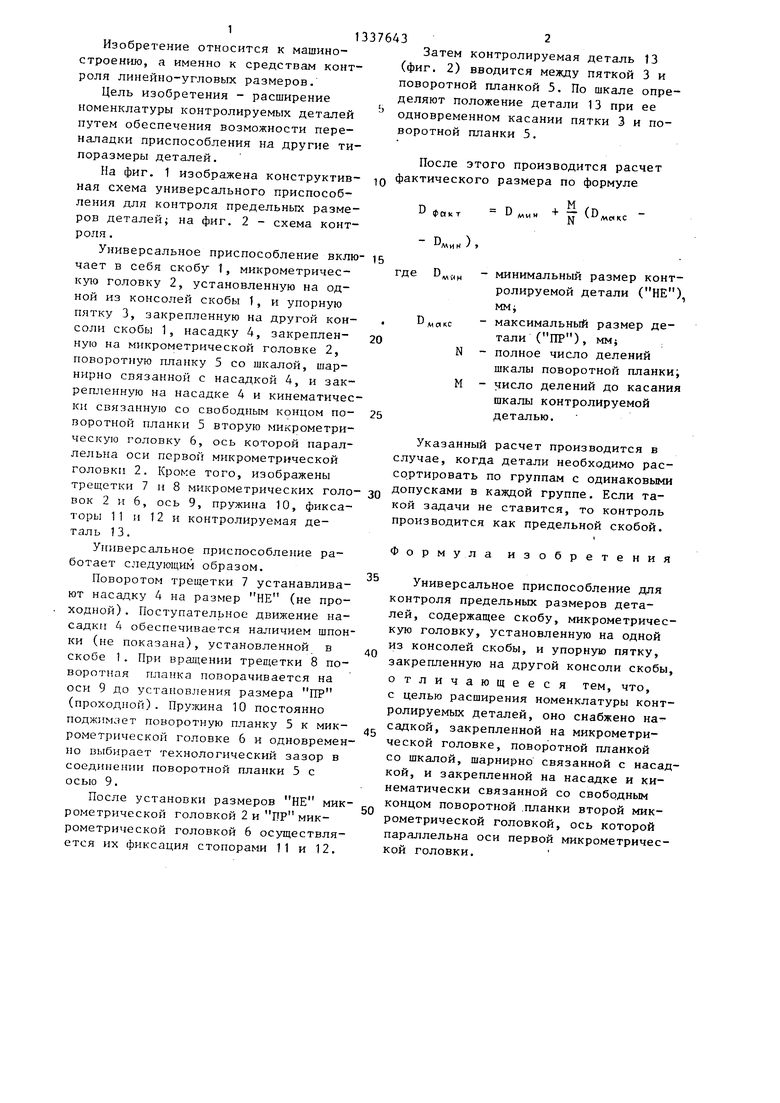
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ С ПОМОЩЬЮ ГЛАДКОГО МИКРОМЕТРА | 2011 |
|
RU2463550C1 |
| МИКРОМЕТР | 2011 |
|
RU2463549C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1993 |
|
RU2065568C1 |
| Устройство измерения геометрических параметров колесных центров коробчатого сечения | 2021 |
|
RU2777696C1 |
| Устройство для измерения длины | 1989 |
|
SU1746207A1 |
| ВСЕСОЮЗНАЯ ^1 П-'.Т!:|!7ь'.1 V, vtmi.r- ,7зг* Ь. b-j!Jiiu- >&i.,/4JJl^ ... 1(Д;!- | 1973 |
|
SU361382A1 |
| Устройство для определения гибкости обуви | 1989 |
|
SU1716378A1 |
| Микрометр | 1988 |
|
SU1703948A1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |

Изобретение относится к машиностроению, а именно к средствам контроля линейно-угловых размеров. Цель изобретения - расширение номенклатуры контролируемых деталей за счет обеспечения возможности переналадки приспособления на другие типоразмеры деталей. Это достигается тем, что в приспособление введены вторая микрометрическая головка 6 и поворотная планка 5 со шкалой. Поворотная планка имеет возможность перемещаться как от микрометрической головки 2, так и от микрометрической головки 6. Микрометрической головкой 2 устанавливается наименьший предельный размер НЕ контролируемой детали, а микрометрической головкой 6 - наибольший предельный размер ПР контролируемой детали. В пределах хода микрометрических головок 2 и 6 может быть проконтролирована деталь малого типоразмера. 2 ил. ё (Л оо со О5 4 СО
Редактор Н.Горват
Составитель Б.Афонский
Техред М. Ходанич Корректор Л.Бескид
Заказ 4117/35Тираж 676Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Микрометры со вставками | |||
| Технические условия | |||
| ГАЗОВЫПУСКНОЙ НИППЕЛЬ ДЛЯ БЕСФИТИЛЬНЫХ ГОРЕЛОК | 1925 |
|
SU4380A1 |
