Изобретение относится к швейной промышленности и может быть использовано при изготовлении формоустойчивых головных уборов.
Цель изобретения - у11рош.ение способа.
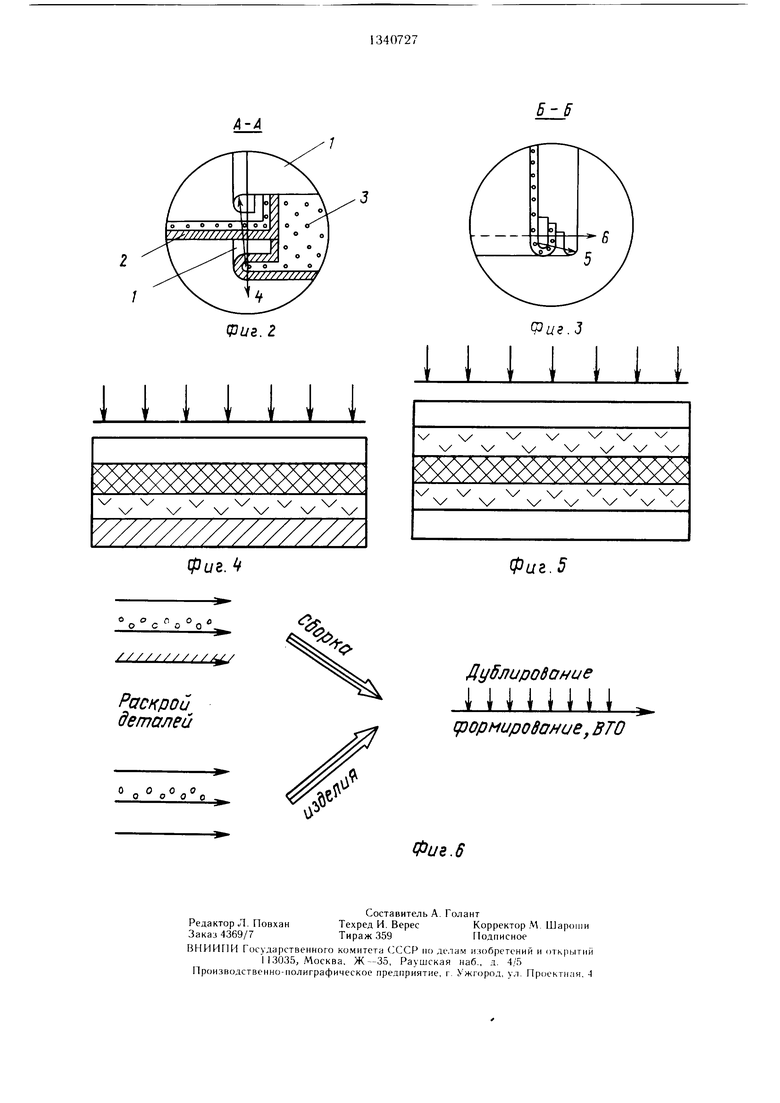
На фиг. 1 изображен головной убор, изготовленный по разработанной технологии; на фиг. 2 - разрез А-А на фиг. 1 (обработка головки); на фиг. 3 - разрез Б-Б на фиг. 1 (обработка 1толя); на фиг. 4 и 5 - пакеты головки; на фиг. 6 - схема технологического процесса.
Разработанный способ реализован с использованием двухслойного термопластичного композиционного материала для головки панамы (фиг. 4) и трехслойного композиционного материала для поля (фиг. 5).
Настраивают (фиг. 2) по боковым срезам отдельно клинья головки из основного материала 1, подкладки 2 и композиционного прокладочного материала 3. Подкладку головки скрепляют в центре вместе с прокладкой и стачивают швом 4 головку по пентральпому срезу (фиг. 2). Обтачивают головку ленточкой. Поле и нодноле из основного материала складывают ;1ицом внутрь, совмесцая швы встык. Сверху на- к чадывают композиционный материал и обтачивают швом 5, равным 0,7 см. Шов по краю поля выправляют в раскол; при вывертывании ноля на лицевую сторону прокладывают строчку 6 на расстоянии 0,5 см от края (фиг. 3). Настрачивают ленту головки на поле.
Соединение деталей прокладочного материала с деталями основного материала производят объемного горячего прессования на разработанном устройстве горячей поверхности при 160°С в течение 30 с, одновременно проводя влажно-тепловую обработку в активизированной наровой среде при температуре 130° в течение 45 с.
Использование термопластичного композиционного материала в качестве прокладочного материала позволяет получать головные уборы с заданной жесткостью и упругостью, экономить материалы из натуральных волокон; скрепление основного и прокладочного материала в целом на изделии в процессе съемного дублирования с одновременной влажно-тепловой обработкой повышает производительность труда, снижает себестоимость изделия; снижение внутренних напряжений в структуре материалов в процессе влажно-тепловой обработки изделия в активизированной паровой среде ведет к сохранению пространственной формы
головного убора в процессе эксплуатации, т.е. улучц1ает потребительские свойства.
Применение композиционного прокладочного материала приводит к значительному улучшению качественных характеристик
(хороший внешний вид, стабильность внешнего вида и формы в процессе эксплуатации, стойкость к стирке, химчистке и светопого- де) головных уборов.
25
Формула изобретения
0
. Способ изготовления головного убора, включающий раскрой деталей из основной, прокладочной и подкладочной тканей, сборку изделия и влажно-тепловую обработку, отличающийся тем, что, с целью его упрошения после раскроя деталей, последние соединяют отдельно из основной ткани, отдельно из прокладочной и подкладочной тканей, после чего осуществляют сборку изделия одновременно с влажно-тепловой 5 обработкой.
2. Способ по п. 1, отличающийся тем, что используют в качестве прокладочного материала термопластический композиционный материал из волокнистого холста и полиэтиленовой сетки.
и&. /
К-А
6-5
Фиг. 2
VX/ / /VV
v ч/ч/ ч/ч/ч/
Фиг.
(це.З
1 I I I 1 1 I
Фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВНОГО УБОРА | 2000 |
|
RU2186513C2 |
| Способ изготовления защитного головного убора от электромагнитного излучения и устройство для его осуществления | 2019 |
|
RU2753626C2 |
| Способ изготовления защитного головного убора и устройство для его осуществления | 2020 |
|
RU2752869C1 |
| ГОЛОВНОЙ УБОР | 1998 |
|
RU2125823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВНЫХ УБОРОВ | 1971 |
|
SU423458A1 |
| Способ изготовления теплозащитной одежды | 1990 |
|
SU1764614A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВНОГО УБОРА | 2001 |
|
RU2201704C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЬНОФОРМОВАННОЙ ДЕТАЛИ ИЗ ВОЙЛОКА | 2011 |
|
RU2457764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЕЛОНИ ДЛЯ СВЯЩЕННОСЛУЖИТЕЛЕЙ РУССКОЙ ПРАВОСЛАВНОЙ ЦЕРКВИ | 2011 |
|
RU2466664C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОУСТОЙЧИВЫХ ДЕТАЛЕЙ ИЗДЕЛИЙ ИЗ КОЖИ И/ИЛИ МЕХА | 2013 |
|
RU2538871C1 |
Изобретение относится к способам изготовления формоустойчивого головного убора и позволяет упростить процесс изготовления форменной панамы. В качестве прокладочного материала используют термопластичный композиционный материал на основе волокнистого холста из отходой материалов швейного производства и плоскостабилизированной неориентированной полиэтиленовой сетки. Соединение прокладочного материала с основной тканью производят после сборки деталей в готовое изделие объемного горячего прессования. 1 з.п. ф-лы, 6 ил. со 4 о го 
/
%
° о °о%°о
Дублиродоние
П П i 1 М
дзормиродоние, ВТО
Составитель А. Голант
Редактор Л. ПовханТехред И. ВересКорректор М Шарошн
Заказ 4369/7Тираж 359Подписное
ГЗНИИГ1И Государственного комитета (ICCP но делам и:«)бретсннй н открытнй
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Пронзводственно-нолиграфнческое предприятие, г. Ужгород, ул. Проектная, -4
Фиг. 6
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Отраслевой стандарт | |||
| М.: ЦНИИТЭИлег- пром, 1974, ее | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
