Изобретение относится к легкой промышленности и может быть использовано при изготовлении одежды, обуви, головных уборов и декоративных изделий из войлока, а также при реставрации войлочных изделий.
Известен традиционный способ получения цельноформованной детали из войлока, включающий формирование холста путем укладывания слоев шерстяных волокон, свойлачивание, валку, формование, расправку и сушку [Гусев А.П., Сергеенко А.П. Технология валяльно-войлочного производства. - Москва: Легпромбытиздат, 1988].
Недостатком традиционного способа изготовления войлока является то, что для достижения требуемой формоустойчивости и прочности изготавливают материал большой толщины и с высокой поверхностной плотностью. Уменьшение толщины войлока, изготовленного этим способом, приводит к снижению поверхностной плотности, формоустойчивости и прочности.
Ближайшим аналогом предлагаемого изобретения является способ получения войлока, включающий формирование холста путем укладывания слоев шерстяных волокон и нанесения на слои шерстяных волокон текстильного материала, свойлачивание, валку и сушку [Кокарева И.А. Живописный войлок. - Москва: Аст-пресс книга, 2010].
Недостатками способа являются
- низкая способность детали к объемному формованию, ограничивающая возможности создания сложной пространственной формы;
- существенное повышение жесткости и толщины в местах вытачек и швов при использовании конструктивных методов для придания детали объемной формы;
- низкая устойчивость соединения волокнистого слоя с текстильным материалом, не позволяющая повысить прочность войлочной детали.
Технической задачей заявляемого изобретения является получение бесшовной формоустойчивой детали объемной формы из войлока и повышение прочности без существенного увеличения толщины детали.
Поставленная задача решается способом получения цельноформованной детали из войлока, включающим формирование холста путем укладывания слоев шерстяных волокон и нанесения на слои шерстяных волокон текстильного материала, свойлачивание, валку и сушку, который отличается тем, что на холст со стороны текстильного материала дополнительно укладывают слои шерстяных волокон, после валки осуществляют формование, а после сушки - влажно-тепловую обработку, при этом в качестве текстильного материала используют легко формуемый клеевой прокладочный материал с разреженной структурой, а влажно-тепловую обработку осуществляют под давлением при температуре 120-150°С, соответствующей температуре склеивания клеевого прокладочного материала.
Клеевой прокладочный материал располагают в соответствии с выделенными на детали зонами.
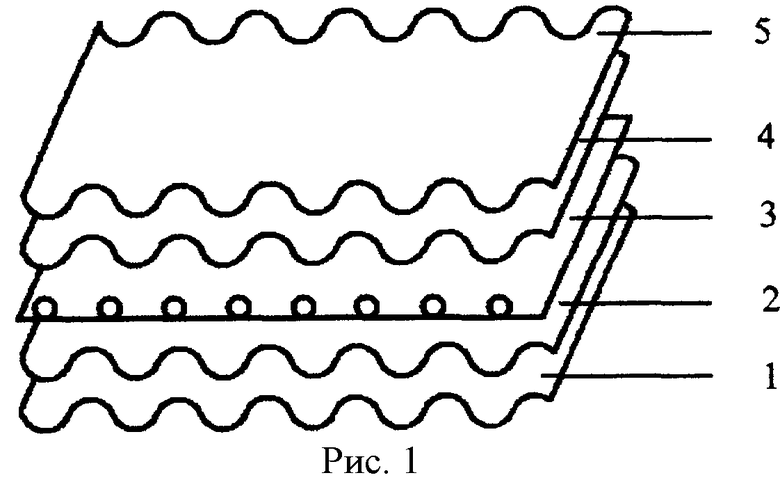
Способ получения детали и показатели физико-механических свойств материала представлены на рисунках 1, 2, 3 и в таблице.
Рисунок 1 отражает расположение клеевого прокладочного материала 3 между слоями шерстяных волокон 1,2- 4,5.
Рисунок 2 отражает взаимосвязь компонентов в цельноформованной детали:
6 - соединение между собой волокон, лежащих перед свойлачиванием и валкой с одной стороны прокладочного материала;
7 - проникновение волокон холста в структуру прокладочного материала;
8 - соединение между собой волокон, лежащих перед свойлачиванием и валкой по разные стороны прокладочного материала;
9 - склеивание волокон между собой и с прокладочным материалом расплавленным клеевым покрытием или размягченными клеевыми волокнами прокладочного материала.
Рисунок 3 отражает схему расположения выделенных зон детали с различными клеевыми прокладочными материалами:
I - зона с клеевым прокладочным материалом на трикотажной основе, имеющим в составе 67% полиэфирных волокон и 33% вискозных, с полиамидным клеевым покрытием с температурой склеивания 120-150°С;
II - зона с клеевым эластичным прокладочным материалом из полиэфирных волокон с полиамидным покрытием с температурой склеивания 120-130°С;
III - зона с клеевым нетканым материалом из термоплавких полиамидных волокон с температурой склеивания 120°С;
IV - зона без клеевого прокладочного материала.
Примеры осуществления способа.
Пример 1. При формировании холста после укладывания двух слоев шерстяных волокон (1, 2 - рисунок 1) наносят легко формуемый клеевой прокладочный материал на трикотажной основе, имеющей в составе 67% полиэфирных волокон и 33% вискозных, с полиамидным клеевым покрытием с температурой склеивания 120-150°С (3 - рисунок 1). После этого со стороны клеевого прокладочного материала укладывают дополнительно два слоя шерстяных волокон (4, 5 - рисунок 1). Затем осуществляют свойлачивание, валку, формование, расправку, сушку и влажно-тепловую обработку. Формование осуществляется путем облегания формозадающей поверхности. Влажно-тепловая обработка происходит с использованием давления при температуре, соответствующей температуре склеивания клеевого прокладочного материала.
Данный способ позволяет получить формоустойчивые детали из войлока с существенно повышенной прочностью и достаточно высокой упругостью (образец I, таблица) без заметного повышения толщины по сравнению с деталями без прокладочного материала (образец IV, таблица). По сравнению с образцом, изготовленным по технологии прототипа (образец V, таблица), полученная деталь обладает значительно сниженными толщиной и поверхностной плотностью, повышенной прочностью, при сохранении таких показателей формоустойчивости, как жесткость и упругость. Повышение устойчивости соединения волокнистого слоя с текстильным материалом и прочности детали обеспечивается за счет расположения этого материала между слоями волокон и образования клеевого соединения (рисунок 2).
Пример 2. При формировании по шаблону холста детали также укладывают слои шерстяных волокон. Затем на разные участки деталей наносят разные виды клеевых прокладочных материалов в соответствии с выделенными на шаблонах зонами:
- в верхней части спинки и полочки (зона II - рисунок 3) клеевой эластичный прокладочный материал, обеспечивающий повышение упругости и удлинения при разрыве для формирования устойчивости к эксплуатационным нагрузкам (образец II, таблица);
- в нижней части спинки, полочки и рукава (зона III - рисунок 3) клеевой нетканый материал, обеспечивающий повышение жесткости и прочности войлока для сохранения формы и фиксирования линии низа (образец III, таблица);
- в области локтя (зона I - рисунок 3) клеевой прокладочный материал на трикотажной основе, обеспечивающий повышение прочности, жесткости и упругости для придания износостойкости (образец I, таблица);
- в зонах, требующих пониженной жесткости, показанных на рисунке 3 без штриховки, например в средней части спинки, полочки, верхней и передней части рукава (зона IV - рисунок 3) клеевой прокладочный материал не используют (образец IV, таблица).
Далее весь процесс осуществляют по примеру 1. Влажно-тепловую обработку проводят при температуре 120°С. В результате, в соответствии с предъявляемыми к изделию требованиями, получают детали с зонами, отличающимися по свойствам. При этом толщина деталей остается достаточно равномерной, так как разнотолщинность составляет не более 12%.
Предлагаемый способ позволяет
- уменьшить толщину и массу войлочных деталей при сохранении заданной прочности;
- получить равномерные по толщине цельноформованные детали с зонами, отличающимися по свойствам;
- повысить прочность полученного материала;
- сохранить привлекательный для потребителя внешний вид войлока с лицевой и изнаночной стороны изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФОРМОВАННОЙ ПРОКЛАДКИ ВЕРХНЕГО ОПОРНОГО УЧАСТКА ОДЕЖДЫ | 2017 |
|
RU2658817C1 |
| Узел соединения войлочного застила с тканью, элементы конструкции узла и способ его реализации | 2017 |
|
RU2682810C1 |
| Способ изготовления цельно-валяной одежды сложных пространственных форм и устройство для его осуществления | 2015 |
|
RU2606184C2 |
| ВОЙЛОК ИЗ СВЕРХАБСОРБИРУЮЩЕГО ПОЛИМЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2543602C9 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНОГО НЕТКАНОГО МАТЕРИАЛА | 1992 |
|
RU2036993C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ | 2000 |
|
RU2170786C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИСУНЧАТЫХ ЦВЕТНЫХ ВОЙЛОКОВ | 1992 |
|
RU2051233C1 |
| НЕТКАНЫЙ ТЕРМОКЛЕЕВОЙ МАТЕРИАЛ | 1991 |
|
RU2016153C1 |
| МНОГОСЛОЙНЫЙ ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ ДЛЯ ОБУВИ И ЕГО ВАРИАНТЫ | 2004 |
|
RU2255637C1 |
| ЛАМИНИРОВАННЫЙ НЕТКАНЫЙ МАТЕРИАЛ С ВЫСОКИМ СОДЕРЖАНИЕМ ЦЕЛЛЮЛОЗЫ | 2010 |
|
RU2534534C2 |


Изобретение относится к легкой промышленности и может быть использовано при изготовлении одежды, обуви, головных уборов и декоративных изделий из войлока, а также при реставрации войлочных изделий. Способ включает формирование холста путем укладывания слоев шерстяных волокон и нанесения на слои шерстяных волокон текстильного материала, свойлачивание, валку и сушку. На холст со стороны текстильного материала дополнительно укладывают слои шерстяных волокон. После валки осуществляют формование, а после сушки - влажно-тепловую обработку. Влажно-тепловую обработку осуществляют под давлением при температуре 120-150°С, соответствующей температуре склеивания клеевого прокладочного материала. В качестве текстильного материала используют легко формуемый клеевой прокладочный материал с разреженной структурой. Клеевой прокладочный материал можно располагать в соответствии с выделенными на детали зонами. При этом обеспечивается уменьшение толщины и массы войлочных деталей при сохранении заданной прочности; получение равномерной по толщине цельноформованной детали с зонами, отличающимися по свойствам; повышение прочности полученного материала; сохранение привлекательного для потребителя внешнего вида войлока с лицевой и изнаночной стороны изделия. 1 з.п. ф-лы, 3 ил., 1 табл., 2 пр.
1. Способ получения цельноформованной детали из войлока, включающий формирование холста путем укладывания слоев шерстяных волокон и нанесения на слои шерстяных волокон текстильного материала, свойлачивание, валку и сушку, отличающийся тем, что на холст со стороны текстильного материала дополнительно укладывают слои шерстяных волокон, после валки осуществляют формование, а после сушки - влажно-тепловую обработку, при этом в качестве текстильного материала используют легко формуемый клеевой прокладочный материал с разреженной структурой, а влажно-тепловую обработку осуществляют под давлением при температуре 120-150°С, соответствующей температуре склеивания клеевого прокладочного материала.
2. Способ по п.1 отличающийся тем, что клеевой прокладочный материал располагают в соответствии с выделенными на детали зонами.
| ГУСЕВ А.П., СЕРГЕЕНКО А.П | |||
| Технология валяльно-войлочного производства | |||
| - М.: Легпромбытиздат, 1988, 216-219, 230-235, 310, 311 | |||
| КОКАРЕВА И.А | |||
| Живописный войлок | |||
| - М.: Аст-пресс, 2010, с.113-119 | |||
| ОГНЕЗАЩИТНЫЙ ПАКЕТ МАТЕРИАЛОВ ДЛЯ ОДЕЖДЫ | 1992 |
|
RU2067402C1 |

