Изобретение относится к швейной промышленности, в частности к двухсторонней меховой одежде.
Известен способ изготовления многослойной куртки, заключающийся в том, что основные детали куртки формируют из нескольких частей, толщина которых равна толщине соответствующего пакета материалов. По мере удаления от плечевого шва количество слоев в пакете каждой последующей части детали уменьшают по сравнению с предыдущей, а детали, обладающие одинаковыми теплозащитными свойствами, объединяют в общие раскладки.
Недостатком известного способа является формирование нескольких многослойных полотен, что значительно усложняет процесс производства одежды. При этом увеличиваются затрать: времени на комплектование раскладок деталей в зависимости от количества слоев в полотне.
Наиболее близким по технической сущности к изобретению является способ изготовления утепленной одежды, заключающийся в том, что предварительно выполняют пакет материалов из ткани верха и объемного утеплителя, для чего на изнаночную сторону ткани верха наносят термопластичный клей в виде клеевых точек и соединяют с объемным утеплителем при прессовании и нагреве на выпуклой цилиндрической поверхности.
Однако сформированный таким образом пакет выполняет функции части пакета одежды, т.к. обуславливает применение еще одного слоя - подкладочного. Наличие подкладки вызывает необходимость в ее раскрое, обработке и соединении с верхом изделия, что усложняет технологический процесс и увеличивает расход скрепляющих материалов.
Цель изобретения - снижение трудоемкости изготовления и повышение эксплуатасл
с
xj О Јь О
ционных характеристик теплозащитной одежды при одновременном сохранении гигиенических свойств.
Указанная цель достигается тем, что теплозащитную одежду изготавливают из композиционного материала, выполняющего функции всего пакета одежды и состоящего из двух слоев искусственного меха. Один слой меха используют как материал верха, а другой слой меха как подкладку и теплоизоляционную прокладку. Соединение двух слоев осуществляют посредством термопластичной пленки, которая является одновременно и ветрозащитной прокладкой.
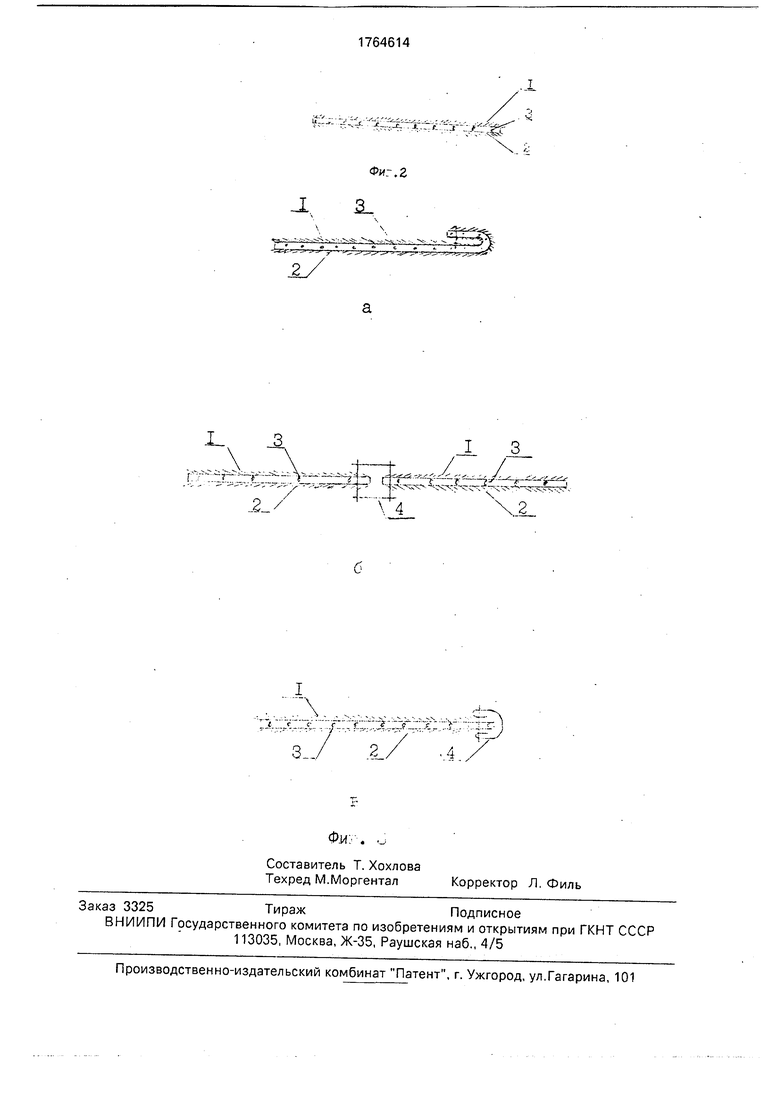
На фиг. 1 представлен общий вид теплозащитной одежды; на фиг, 1 - поперечное сечение композиционного материала, выполняющего функции всего пакета одежды; на фиг. 3 - схемы швов, используемых для соединения деталей одежды.
Способ изготовления теплозащитной одежды осуществляется следующим образом.
На основной материал 1 - искусствен- ный мех, служащий материалом верха (фиг. 2), накладывают термопластичную перфорированную пленку 3, а на последнюю - слой искусственного меха 2, выполняющий функции подкладки и теплоизоляционной прокладки. Сложные таким образом материалы 1, 2, 3 направляют в высокотемпературное поле, где в результате тепловых процессов происходит расправление пленки 3 и соединение материалов 1 и 2 в ком- позит. Процесс соединения материалов в композит контролируют по температуре, усилию сжатия и скорости продвижения материалов. Регулирование теплозащитных свойств осуществляют за счет изменения коэффициента живого сечения пленки, представляющего собой отношение площадки отверстий к общей площади пленки.
Предлагаемый способ реализован следующим образом.
П р и м е р 1. Теплозащитную одежду изготавливают из композиционного материала (фиг. 2), имеющего лицевой слой 1 и подкладочный слой 2. Для лицевого слоя 1 выбирают искусственный мех с ворсом из полиакрилонитрильных волокон, а для подкладочного слоя 2 - искусственный мех с ворсом из смеси полизфирных и полиакрилонитрильных волокон. Слои 1 и 2 соединяют между собой посредством наложения между ними полиэтиленовой пленки толщиной 0,04 мм с коэффициентом живого сечения 0,01. При этом технологические параметры процесса соединения исходных материалов в композит выбирают в пределах: температура греющей поверхности преимущественно 160-165°С, давление преимущественно 70-80 кгс/см2, скорость продвижения материалов 3 м/мин для достижения прочности при расслаивании 507,5 Н/м, воздухопроницаемости 28,2 дм3/м2,с.
П р и м е р 2. Теплозащитную одежду изготавливают из композиционного материала, имеющего лицевой слой 1 и подкладочный слой 2. Для лицевого слоя 1 выбирают искусственный мех с ворсом из полиакрилонитрильных волокон, а для подкладочного слоя 2 - искусственный мех с ворсом из смеси полиэфирных и полиакрилонитрильных волокон. Слои 1 и 2 соединяют между собой посредством наложения между ними полиэтиленовой пленки толщиной 0,04 мм с коэффициентом живого сечения 0,07. При этом технологические параметры выбирают в пределах: температура преимущественно 160-165°С, давление преимущественно 70-80 кгс/см2, скорость продвижения материалов 3 м/мин, для достижения прочности при расслаивании полученного композита 240,9 Н/м и воздухопроницаемости 60,5 дм3/м2.с.
П р и м е р 3. Теплозащитную одежду изготавливают из композиционного материала (композита), имеющего лицевой слой 1 и подкладочный слой 2. Для лицевого слоя 1 выбирают искусственный мех с ворсом из полиакрилонитрильных волокон, а для подкладочного слоя 2 - мех с ворсом из смеси полиэфирных и полиакрилонитрильных волокон. Слои 1 и 2 соединяют между собой посредством полиэтиленовой пленки с коэффициентом живого сечения 0,05, толщиной 0,04 мм. При этом технологические параметры выбирают в пределах: температура преимущественно 160-165°С, давление преимущественно 70-80 кгс/см2, скорость продвижения материалов 3 м/мин для достижения прочности при расслаивании 312,2 Н/м и воздухопроницаемости композита 51,0 дм /м .с.
Получение теплозащитной одежды из композиционного материала с другим коэффициентом живого сечения пленки различной толщины осуществляют аналогичным образом. Применение пленки толщиной менее 0,04 мм приводит к ухудшению прочностных свойств композита. Так, например, использование пленки толщиной 0,02 мм с коэффициентом живого сечения К 0 обеспечивает прочность при расслаивании, равную 16,5 Н/м, что значительно ниже нормы. При использовании пленки толщиной более 0,07 мм прочностные свойства одежды из
композита возрастают незначительно, однако при этом наблюдается резкое повышение жесткости. Таким образом, указанные значения толщины пленки 0,04-0,07 мм являются оптимальными.
Результаты исследования свойств композиционного материала с различным коэффициентом перфорации сведены в таблицу.
Таким образом, из таблицы следует, что воздухопроницаемость теплозащитной одежды можно регулировать за счет применения перфорированной пленки. Так, для изготовления утепленной одежды (воздухопроницаемость В 60 дм /м .с) используют пленку с коэффициентом живого сечения К 0,07. Для изготовления очень теплой одежды (воздухопроницаемость В 10 дм /м .с) пленку выбирают с коэффициентом живого сечения не более 0,01. Пленку с коэффициентом живого сечения в интервале от 0,01 до 0,07 применяют для изготовления теплой одежды.
Раскрой деталей одежды заключается в раскрое одного полотна полученного композита. Обработку и соединение раскроенных деталей выполняют специальными швами, например вподгибку (фиг, 3 а), встык (фиг. 36) или окантовочным (фиг. Зз), с использованием отделочных элементов 4 (кожа, замша, тесьма, бейка и др.).
Использование отделочных элементов при обработке деталей одежды и искусственного меха различных структур и цветов при изготовлении композиционного материала позволяет обновить и расширить ассортимент верхней одежды для защиты от холода. Исключение из технологического процесса операций по раскрою и обработке деталей подкладки, теплоизоляционной и
0
5
0
5
0
5
ветрозащитной прокладки обеспечивает снижение трудоемкости и повышение производительности труда. Отсутствие названных деталей свидетельствует о минимальной материалоемкости одежды, изготовленной таким образом.
Предлагаемый способ может быть использован при производстве швейных изделий из других ворсовых материалов.
Формула изобретения
1.Способ изготовления теплозащитной одежды, при котором предварительно формируют пакет материалов из материала верха, термоклеевого прокладочного материала и подкладки, соединяют их между собой посредством дублирования при прессовании и температуре, выполняют настил из полученного пакета материалов, проводят раскрой на детали и соединяют детали в изделие, отличающийся тем, что, с целью повышения эксплуатационных характеристик теплозащитной одежды при одновременном снижении трудоемкости ее изготовления, в качестве материала верха и подкладки используют искусственный мех, а в качестве тер оклеевого прокладочного материала используют перфорированную полиэтиленовую пленку толщиной от 0,04 до 0,07 мм с коэффициентом живого сечения от 0,01 до 0,07 мм и диаметром отверстий преимущественно 2 мм для сохранения гигиенических свойств пакета.
2.Способ по п. 1,отличающийся тем, что для верха изделия используют искусственный мех с ворсом из полиакрило- нитрильных волокон, а для подкладки искусственный мех с ворсом из полиэфирных волокон.
40
Продолжение таблицы.



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплозащитного пакета материалов для верхнего плечевого изделия | 1991 |
|
SU1812958A3 |
| Способ и система дублирования тканей | 2019 |
|
RU2712318C1 |
| ТЕПЛОЗАЩИТНАЯ (ТЕПЛОСБЕРЕГАЮЩАЯ) ОДЕЖДА | 1997 |
|
RU2129815C1 |
| ПАКЕТ МАТЕРИАЛОВ ДЛЯ ОДЕЖДЫ С ПОВЫШЕННЫМИ ТЕПЛОСБЕРЕГАЮЩИМИ СВОЙСТВАМИ | 2000 |
|
RU2165228C1 |
| Способ повышения теплозащитных свойств комплекта одежды, утеплитель на основе оленьей шерсти для его реализации и теплозащитный комплект одежды на его основе | 2018 |
|
RU2710686C1 |
| МНОГОСЛОЙНЫЙ ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ ДЛЯ ОБУВИ И ЕГО ВАРИАНТЫ | 2004 |
|
RU2255637C1 |
| Текстильный многослойный теплоизолирующий материал для вкладного утепляющего чулка в зимнюю обувь | 2021 |
|
RU2774744C1 |
| СЛОИСТЫЙ ЗАЩИТНЫЙ МАТЕРИАЛ | 2010 |
|
RU2474628C2 |
| ТЕРМОПЛАСТИЧНАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1994 |
|
RU2089569C1 |
| МНОГОСЛОЙНЫЙ КОМБИНИРОВАННЫЙ МАТЕРИАЛ | 2011 |
|
RU2482967C1 |
Использование; швейная промышленность. Сущность изобретения: формируют пакет материалов из материала верха, термоклеевого прокладочного материала и подкладки. Материалы пакета дублируют между собой при прессовании и температуре. Выполняют настил из полученного пакета материалов. Проводят раскрой настила на детали изделия. Соединяют детали в изделие. В качестве материала верха и подкладки используют искусственный мех. В качестве термоклеевого прокладочного материала используют перфорированную полиэтиленовую пленку толщиной от 0,04 до 0,07 мм с коэффициентом живого сечения от 0,01 до 0,07 и диаметром отверстий преимущественно 2 мм. 1 з.п. ф-лы, 3 ил., 1 табл.
/,,: L ,V v -Ы«
s
i K
/
s
ч ., - ,
.
Фи-.г
JL а.
. Г. У-, ., -. ;- О - .l- - - t3 . 1- -, - L- ,-
I-. -3
/
« С Сf Г ,J Ч.
-у J
- г{ $Г
Г
л;ж;
4
- -f-- -С -(
-. - .2
| Способ изготовления утепленной одежды | 1989 |
|
SU1680034A1 |
| Механический грохот | 1922 |
|
SU41A1 |
