t13
Изобретение относится к промышленности строительных материалов и может быть использовано в производстве древесностружечных плит, используемых как верхняя обшивка панелей проходных подвесных потолков промышленных зданий, а также в качестве отделочного материала внутренних помещений и в ограждающих строительных конструкциях.
Цель изобретения - повышение огнестойкости плит.
Пример I. Горячее прессование производят при и давления 160 ата. Понижают давление в автоклаве до 0,5 ата. Вакуумирование продолжают 20 мин, затем в автоклав подают 2,5%-ньш водный раствор антипи- рена, подогретый до 15 С, и давление в автоклаве повышают до 10 ата ступенями по 2,3 ата с вьщержкой на каждой ступени давления 50 мин. После выдержки последней ступени давления на уровне 10 ата давление в автокла- ве плавно, в течение 8 мин, снижают до нормального (1 ата) и пропитанные антипиреном плиты подвергают искусственной сушке при 50 С в течение 60ч. В качестве антипирена используют например, состав МС 1:1 - водный раствор смеси диаммоний фосфата, сульфата аммония и фтористого натрия (или кремнефтористого аммония).
П р и м е р 2. Горячее прессование производят при 175°С и давлении 165 ата. Понижают давление в автоклаве до 0,6 ата. Вакуумирование продолжают 25 мин, затем в автоклав подают 2,5%-ный водный раствор антипирена, подогретый до , и давление в автоклаве повышают до 12 ата ступенями по 3,0 ата с выдержкой на каждой ступени давления 55 мин. После выдержки последней ступени давления на уровне 12 ата давление в автоклаве плавно, в течение 10 мин снижают до нормального (1 ата) и пропитанные антипиреном плиты подвергают искусственной сушке при 55 °С в течение 65ч.
П р и м е р 3. Горячее прессование производят при 177 Си давлении 170 ата. Понижают давление в автоклаве до 0,65 ата, Вакуумирование продолжают 30 мин, затем подают 2,5%- ный водный раствор антипирена, подо третый до 22°С, и давление в автоклаве повышают до I3 ата ступенями по 3,25 ата с выдержкой на каждой сту2
пени давления по 60 мин. По окончании выдержки последней ступени давления на уровне 13 ата давление в автоклаве плавно снижают до нормального (1 ата) в течение 1.2 мин и пропитанные антипиреном плиты подвергают искусственной сушке при 57°С в течение 70 ч.
ПримерА. Горячее прессование производят при и давлении 175 ата. Понижают давление в автоклаве до 0,7 ата, Вакуумирование продолжают 35 мин, затем в автоклав
подают 2,5%-ный водный раство анти- пирена, подогретый до 24 С, и давление в. автоклаве повышают до 14 ата ступенями по 3,5 ата с вьщержкой на каждой ступени давления по 65 мин.
По окончании выдержки последней ступени давления на уровне 14 ата давление в asToKjjaBe .плавно снижают до нормального (1 ата) 15 мин и плиты подвергают искусственной сушке при
60 С в течение 72 ч.
П р и м е р 5. Горячее прессование производят при 185 С и давлении 180 ата. Понижают давление в автоклаве до 0,8 ата, Вакуумирование продолжают 40 мин, затем в автоклав подают 2,5%-ный водный раствор антипирена, подогретый до 26 С, Давление в автоклаве повышают до 16 ата ступенями по 3,75 ата с выдержкой на каждой
ступени давления до 70 мин. По окончании выдержки последней ступени давления на уровне 16 ата давление в автоклаве плавно снижают до нормального (1 ата) в 17 мин и плиты подвергают искусственной сушке при 65 С в течение 75 ч.
Пропитке указанным способом подвергают древесностружечные плиты толщиной до 20 мм.
Физико-механические исследования показывают, что древесно-стружечные плиты, подвергнутые обработке по примерам 2,3,4 и 5, пропитываются антипиреном полностью на всю толщину, а
прочностные свойства их практически не снижаются. В примере 1 в результате недостаточного давления при горячем прессовании после пропитки получают материал с низкими физико-механическими характеристиками: низкой плотностью и невысокой прочностью на изгиб (менее 100 кгс/см ). Это резко снижает возможности его применения в строительных конструкциях.
Параметры давления и температуры, указанные в примере 5, при горячем прессовании после пропитки дают качественный материал достаточной плот ности и прочности на изгиб (не менее 200 кгс/см), но эксплуатационный ресурс прессового оборудования снижается в пять раз, а экономические затраты на изготовление плит воз растают.
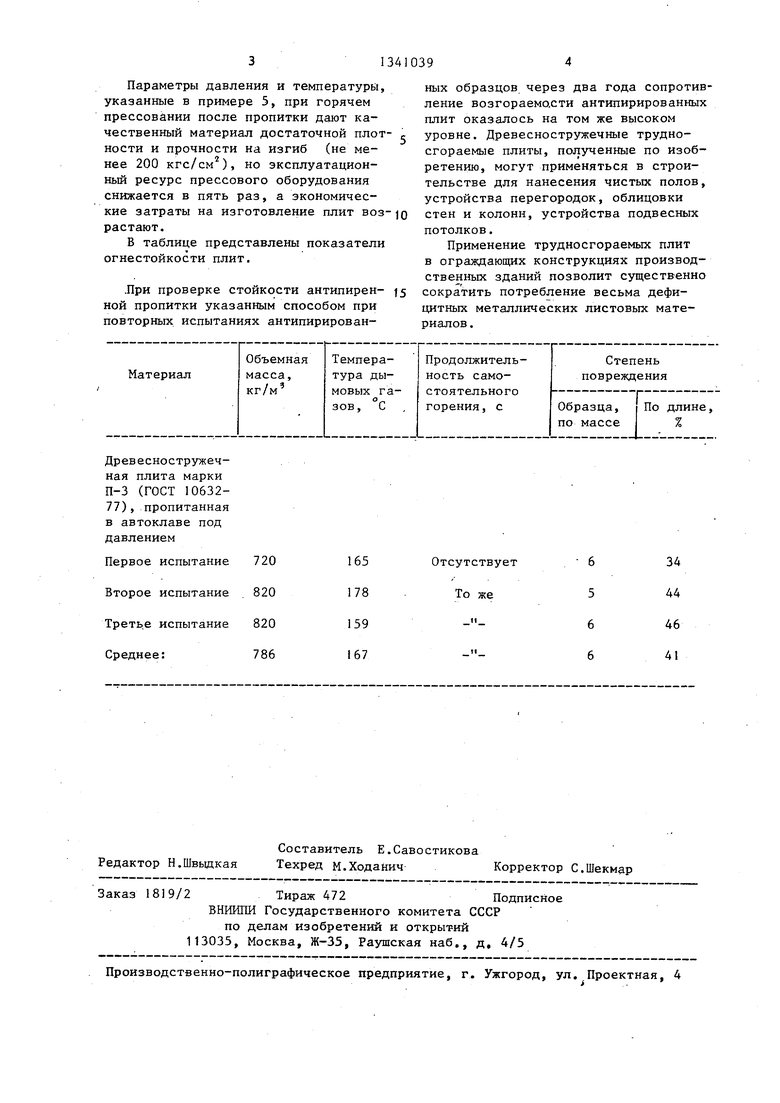
В таблице представлены показатели огнестойкости плит.
-При проверке стойкости антипирен- ной пропитки указанным способом при повторных испытаниях антипирированДревесностружечная плита марки П-3 (ГОСТ 10632- 77), пропитанная в автоклаве под давлением
Редактор Н.Швыдкая
Составитель Е.Савостикова
Техред М.ХоданичКорректор С.Шекмар
Заказ 1819/2 Тираж 472Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ных образцов через два года сопротивление возгораемасти антипирированных плит оказалось на том же высоком уровне. Древесностружечные трудносгораемые плиты, полученные по изобретению, могут применяться в строительстве для нанесения чистых полов, устройства перегородок, облицовки стен и колонн, устройства подвесных потолков.
Применение трудносгораемых плит в ограждающих конструкциях производственных зданий позволит существенно сократить потребление весьма дефицитных металлических листовых материалов .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления огнезащищенных древесностружечных плит | 1989 |
|
SU1645154A1 |
| Способ получения слоистого древесного пластика и применение его для изготовления вкладышей для подшипников | 1942 |
|
SU67407A1 |
| Способ локальной модификации древесины в строительных конструкциях | 2018 |
|
RU2713115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕЗАЩИЩЕННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2001 |
|
RU2181663C1 |
| СПОСОБ И КОМПЛЕКС ОБОРУДОВАНИЯ ПРОИЗВОДСТВА СУХИХ МОДИФИЦИРОВАННЫХ ПИЛОМАТЕРИАЛОВ | 2008 |
|
RU2424857C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕЗАЩИЩЕННОЙ ФАНЕРЫ | 1995 |
|
RU2080246C1 |
| СПОСОБ ГАЛОГЕНИРОВАНИЯ ЛИГНОЦЕЛЛЮЛОЗНЫХМАТЕРИАЛОВ | 1970 |
|
SU259740A1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2088400C1 |
| СПОСОБ ГЛУБОКОЙ ПРОПИТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2339504C2 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2336475C1 |
| Шварцман Г.М | |||
| Производство древесностружечных плит | |||
| М.: Лесная промышленность, 1977, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| Пресс-масса | 1974 |
|
SU501888A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
