Изобретение относится к промышленности строительных материалов и может быть использовано в производстве древесностружечных плит, используемых в качестве верхней обшивки панелей проходных подвесных потолков промышленных зданий, а также в качестве отделочного материала внутренних помещений и в ограждающих строительных конструкциях.
Цель изобретения - снижение остаточного разбухания и ликвидация брака по кромкам плит.
Способ осуществляют следующим образом.
Древесные частицы изготовляют и сушат обычным способом до влажности 3 - 5%. Высушенные частицы обрабатывают синтетическим связующим (например, кар- бамидоформальдегидной смолой с отверди- телем) и гидрофобизатором. Из полученной пресс-массы формируют ковер и производят горячее прессование. Расход смолы определяют в общем виде в зависимости от требуемой прочности плит и их назначения.
а ел
ел
Основным требованием к готовым плитам является их остаточная прочность, Режим прессования традиционный, давление 2,5 - 3,0 МПа, продолжительность выдержки под давлением 0,3 - 0,5 мин/мм плиты.
Готовые плиты помещают в автоклав, где создают разряжения 0,06 - 0,08 МПа, при поддержании вакуума закачивают раствор антипирена (например, состав № 13, содержащий диамоний фосфат, сульфат аммония и антисептик - фтористый натрий или кремнефтористый аммоний) 10 - 16%-ной концентрации при 40 - 50°С, после чего бесступенчато создается и поддерживается давление 10 - 14 атм (1,0 -1,4 МПа) в течение 1 - 2 ч. После плавного снижения давления в течение 20-30 мин производятслив или откачку антипирена и осушающее ваку- умирование при 0,06 - 0,08 МПа в течение 30 - 50 мин. Пропитанные плиты помещают в сушильные камеры, где вначале создают температуру 40 - 45°С при интенсивной вентиляции, обеспечивающей скорость движения воздуха не менее 3.- 2 м/с и влажности воздуха 65-75%, в течение 18 г 24 ч с последующим повышением температуры до 70 - 80°С и снижением влажности воздуха до 30 - 25% и поддержанием, данного режима в течение 24 - 36 ч до достижения влажности плиты 8-10%.
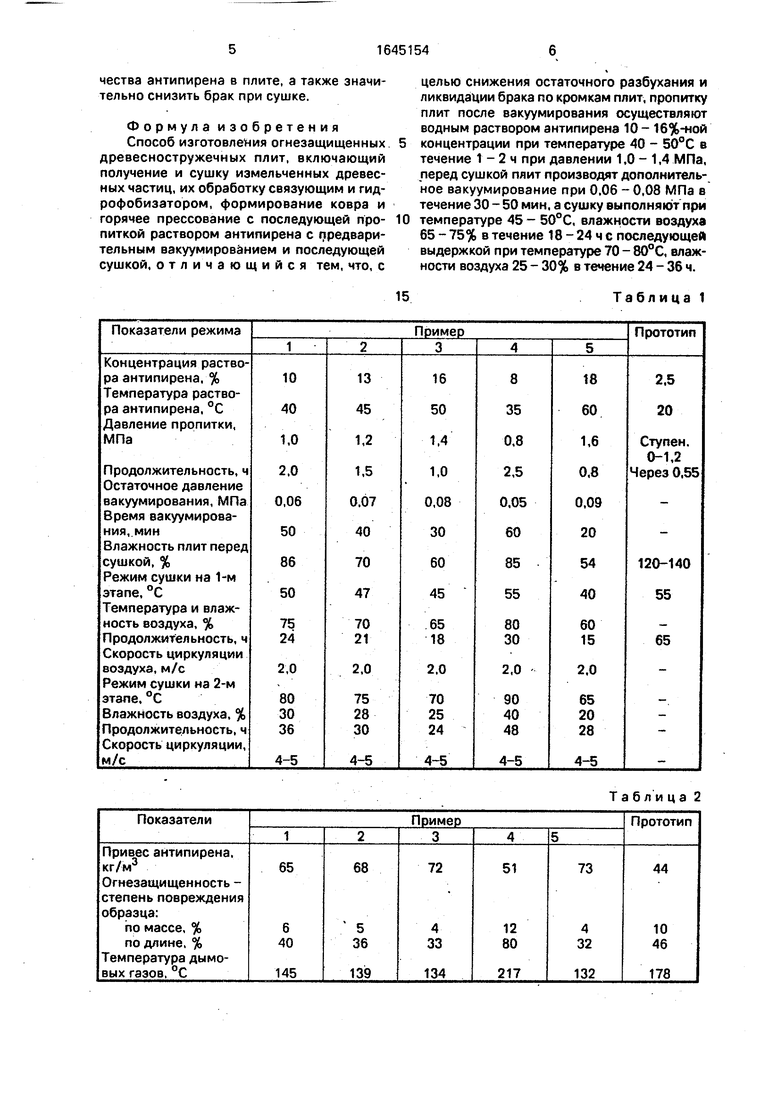
П р и м е р 1. Плиты после горячего прессования помещают в автоклав, где создают вакуум 0,08 МПа и выдерживают в течение 30 мин. Без снятия вакуума заполняют автоклав водным раствором антипирена 10%-ной концентрации при 40°С. После заполнения автоклава создают давление 1,0 МПа и выдерживают его в течение 2 ч. Далее антипирён сливают и создают вакуум 0,08 МПа с постоянной откачкой паров воды из автоклава в течение 50 мин. Пропитанные плиты подвергают сушке при 50°С в течение 24 ч при интенсивной вентиляции, обеспечивающей скорость движения воздуха не менее 2 м/с и влажности воздуха 75%, после чего повышают температуру сушки до 80°С при той же скорости циркуляции воздуха и его относительной влажности 30%. Через 36 ч процесс сушки заканчивают. Плиты кондиционируют при комнатной температуре и испытывают по известной методике. Режим пропитки приведен в табл. 1. Результаты испытаний приведены в табл. 2,
П р и м е р 2. Плиты после горячего прессования помещают в автоклав, куда по- бле вакуумирования подают водный раствор антипирена 13%-ной концентрации с температурой 45°С, создают давление 1,2 МПа в течение 1,5 ч, после чего антипирён сливают и создают вакуум 0,07 МПа в
течение 40 мин, а сушку выполняют при 47°С и влажности воздуха 70% на первом этапе (21 ч), и при 75°С и влажности воздуха 28% - на втором этапе (30 ч). Остальные
операции, как в примере 1.
П р и м е р 3, Плиты помещают в автоклав, куда после вакуумирования подают водный раствор антипирена 16%-ной концентрации с температурой 50°С, создают
0 давление 1,4 МПа в течение 1 ч, после чего производят вакуумирование при 0,06 МПа в течение 30 мин.
Сушку плит осуществляют при 45°С и влажности воздуха 65% на первом этапе в
5 течение 18ч при 70°С и влажности воздуха 25% в течение 24 ч - на втором этапе. Остальные операции, как в примере 1.
П р и м е р 4. Плиты после горячего прессования помещают в автоклав, где со0 здают вакуум 0,07 МПа, подают раствор 8%- ной концентрации температурой 35°С и создают давление 8 МПа в течение 2,5 ч, после чего создают вакуум 0,05 МПа в течение 1 ч. Сушку выполняют при 55°С в тече5 ние 30 ч, влажность воздуха поддерживают на уровне 80%. На втором этапе температуру поднимают до 90°С и устанавливают влажность 40%. Сушат при данном режиме 48 ч. Остальные операции, как в примере 1.
0 П р и м е р 5. Плиты после горячего прессования помещают в автоклав, куда после создания вакуума подают раствор 18%- ной концентрации с температурой 60°С, создают давление 1,6 МПа в течение 40 мин
5 с последующим вакуумированием при 0,09 МПа в течение 20 мин.
Сушку плит производят при 40°С, влажности воздуха 60% в течение 15чипри65°С, влажности воздуха 20% до конечной влаж0 ности 8 - 10% (28 ч). Остальные операции, как в примере 1.
Примере (прототип). Плиты после горячего прессования при давлении 16,6 МПа ° помещают в автоклав, где пропитывают
5 водным раствором антипирена 2,5%-ной концентрации при 20°С со ступенчатым поднятием давления до 1,2 МПа ступенями по 0,3 МПа с выдержкой на каждой ступени 55 мин. Сушку осуществляют при 55°С в
0 течение 65 ч.
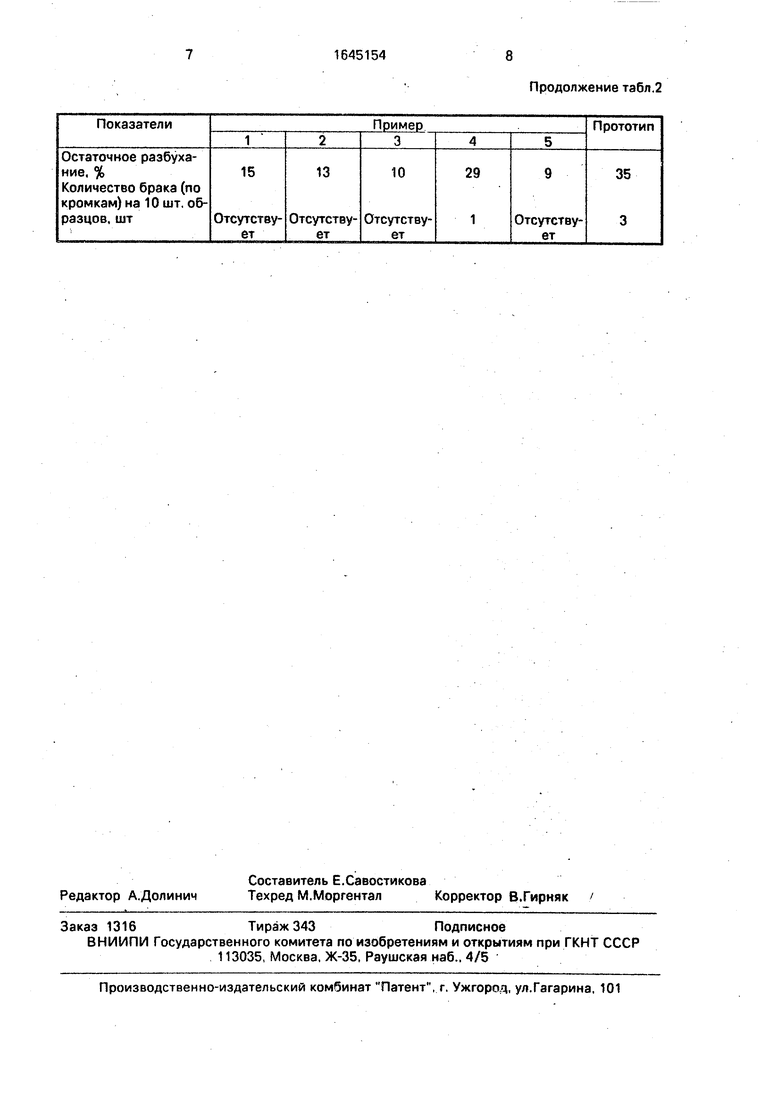
Плиты по примеру 4 не обеспечивают необходимой огнезащищенностй, а по примеру 5 не имеют преимуществ по сравнению с примером 3, однако для его осуществления
5 нужны специальные автоклавы, так как обычные расчитаны на давление 1,5 МПа.
Таким образом, изобретение позволяет сократить продолжительность пропитки до 1 - 2 ч при значительном снижении водопог- лощения и разбухания без снижения количества антипирена в плите, а также значительно снизить брак при сушке.
Формула изобретения Способ изготовления огнезащищенных древесностружечных плит, включающий получение и сушку измельченных древесных частиц, их обработку связующим и гид- рофобизатором, формирование ковра и горячее прессование с последующей пропиткой раствором антипирена с предварительным вакуумированием и последующей сушкой, отличающийся тем, что, с
0
целью снижения остаточного разбухания и ликвидации брака по кромкам плит, пропитку плит после вакуумирования осуществляют водным раствором антипирена 10 - 16%-ной концентрации при температуре 40 - 50°С в течение 1 - 2 ч при давлении 1,0-1,4 МПа, перед сушкой плит производят дополнительное вакуумирование при 0.06 - 0,08 МПа в течение 30 - 50 мин, а сушку выполняют при температуре 45 - 50°С, влажности воздуха 65 - 75% в течение 18 - 24 ч с последующей выдержкой при температуре 70 - 80°С, влажности воздуха 25 - 30% в течение 24 - 36 ч.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ локальной модификации древесины в строительных конструкциях | 2018 |
|
RU2713115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2032533C1 |
| СПОСОБ ГЛУБОКОЙ ПРОПИТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2339504C2 |
| Способ изготовления древесностружечных плит | 1986 |
|
SU1341039A1 |
| Клей для древесных материалов | 1987 |
|
SU1678822A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕЗАЩИЩЕННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2001 |
|
RU2181663C1 |
| Способ получения дегидратационной смолы на основе полисахаридов растительного сырья | 2022 |
|
RU2817595C2 |
| Способ производства древесностружечных плит | 1984 |
|
SU1184684A1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516259C2 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2088400C1 |
Изобретение относится к промышленности строительных материалов и может быть использовано в производстве древесностружечных плит, используемых в качестве верхней обшивки панелей проходных подвесных потолков промышленных зданий, а также в качестве отделочного материала внутренних помещений и в ограждающих строительных конструкциях. Цель изобретения - снижение остаточного разбухания и ликвидация брака по кромкам плит. Древесные частицы сушат до влажности 3 - 5% и обрабатывают связующим и гидрофобиза- тором. Из полученной пресс-массы формируют ковер и осуществляют его горячее прессование. Готовые плиты помещают в автоклав, где создают разряжение 0,06 - 0,08 МПа, При поддержании вакуума закачивают раствор антипирена, например состав № 13, 10 - 16%-ной концентрации при 40 - 50°С. Затем создают давление 1-1,4 МПа и выдерживают плиты в течение 1 - 2 ч. После плавного снижения давления производят слив антипирена и осушающее вакуу- мирование при 0,06 - 0,08 МПа в течение 30 - 50 мин. Пропитанные плиты помещают в сушильную камеру, где сначала создают температуру 40 - 45°С при интенсивной вентиляции, влажности воздуха 65-75% в течение 18 - 24 ч. Далее температуру сушки повышают до 70 - 80°С и сушат плиты при влажности воздуха 25-30% в течение 24 - 36 ч до достижения влажности плит 8 - 10%. 2 табл. -г I
Т а б ли ц а 2
Продолжение табл.2
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУДНОВОСПЛАМЕНЯЕМЫХ СТРУЖЕЧНЫХ ПЛИТ | 0 |
|
SU346145A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Способ изготовления древесностружечных плит | 1986 |
|
SU1341039A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
