Изобретение относится к устройствам формирования капли стекломассы и может быть использовано для получения порции стекла с высокой температурной однородностью при прессовании оптических заготовок.
Цель изобретения - устранение теплового следа ножниц ,и повьшение температурной гомогенности капли.
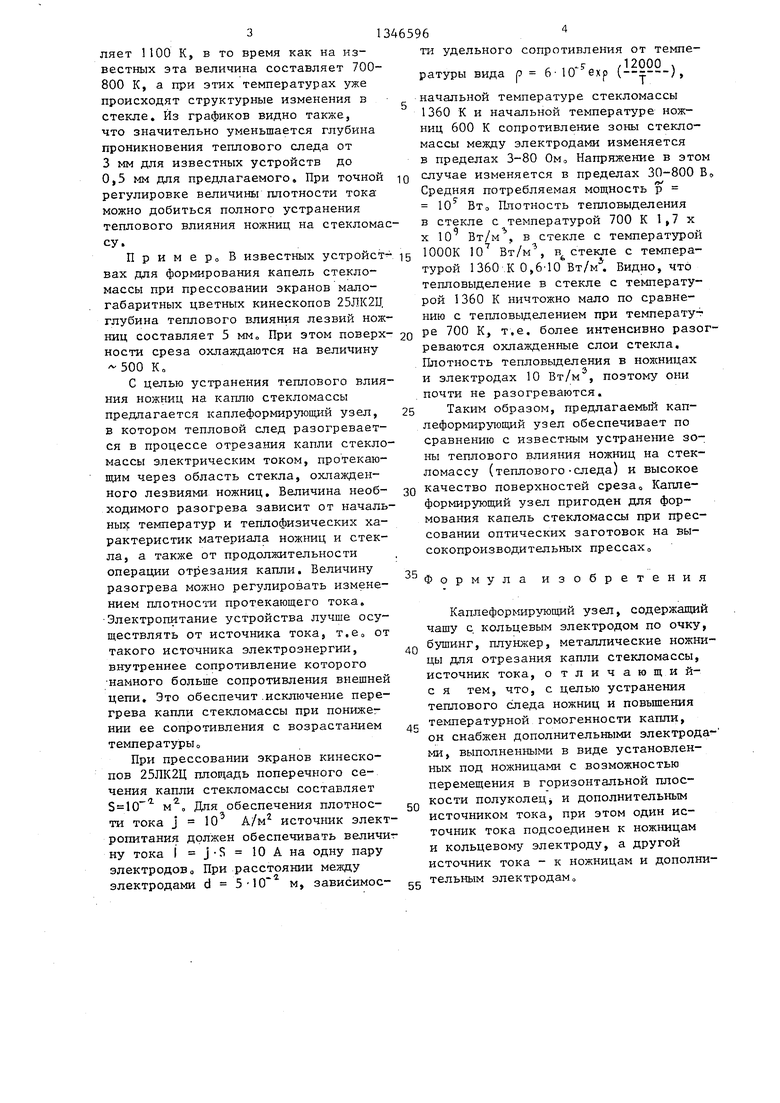
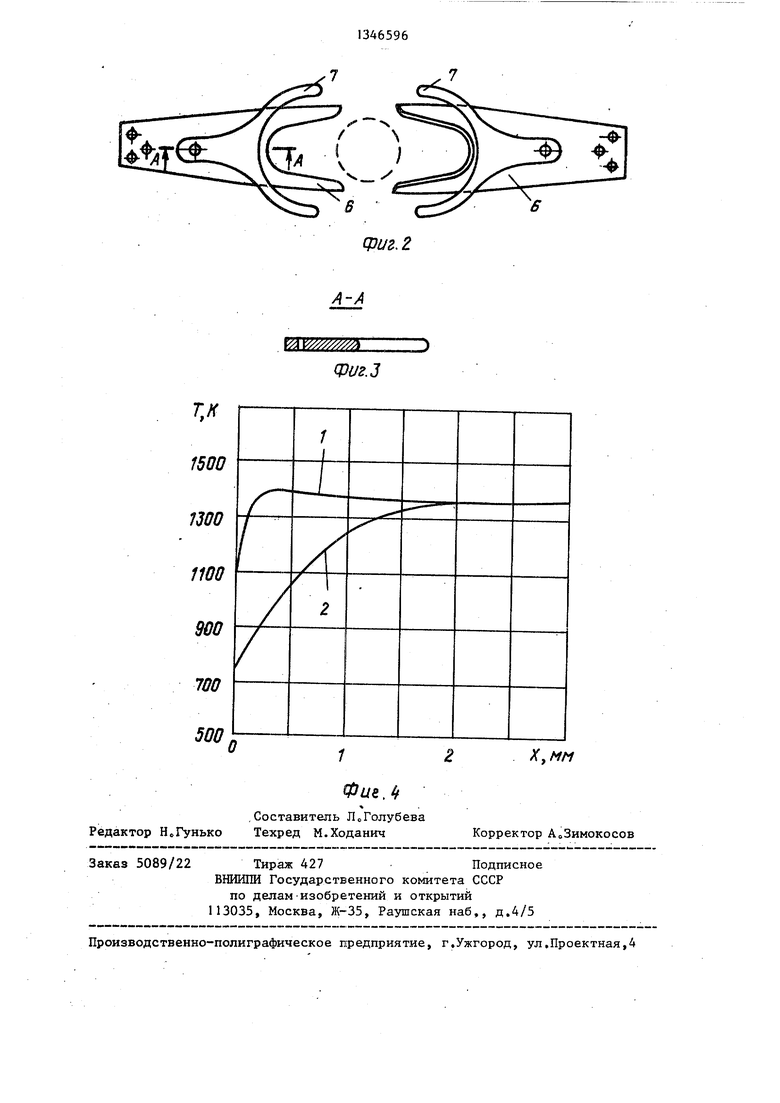
На фиг,1 изображен каплеформирую- щий узел, общий вид; на фиг„2 - дополнительные электроды и ножницы, вид снизу; на фиг.З - разрез А-А на фиг.2; на фиг,4 - графики распределения температуры в приповерхностном слое стекломассы в момент окончания обрезания без разогрева поверхностного слоя среза электрическим током и с применением разогрева.
Каплеформирутощий узел содержит чашу 1 с кольцевым электродом 2 по очку 3, бушинг 4 и плунжер 5, Под очком 3 расположены металлические ножницы 6, а под ними - дополнитель ные электроды 7 в виде полуколец, приводимые в движение механизмом 8 перемещения электродов 7, который осуществляет синхронизацию движения дополнительных электродов 7 и ножниц 6. .Пунктирными -линиями (фиг,О обозначены кинематические связи лезВИЙ ножниц 6 и дополнительных электродов 7о Двойной стрелкой обозначены управляющие воздействия устройства 9 управления мехаьшзмом 8 перемещения дополнительных электродов 7.Устройство также содержит два источника тока (не показаны), Один источник тока подсоединен к ножни- .цам 6 и кольцевому электроду 2, а другой - к ножницам 6 и дополнительным электродам 7 о
Устройство работает следующим образом с,
Стекломасса 10 заполняет чащу 1, перемешивается бушингом 4. Плунжер 5 при движении вверх освобождает место между очком 3 и бущингом 4, которое заполняется стекломассой 10. При движении вниз плунжер 5 выдавливает стекломассу 10 вниз, которая, выкодя из очка 3, образует каплю П. Стекломасса 10 и капля 1 находятся в соприкосновении с кольцевым электродом 2, После того, как образовалась капля 11, производят подвод лезвий ножниц 6 и дополнительных электродов 7. Дополнительные электроды 7 подводят до соприкосновения с каплей.11. Для предотвращения разрушения поверхности капли 11 они имеют
гладкие, закругленные края По возникновении контакта между каплей 11, лезвиями ножниц 6 и дополнительными электродами 7 через стекломассу протекает электрический ток и выделяется джоулево тепло, которое разогревает ее. После отрезания капли 11 ножницами 6 ток прекращается
На фиг о4 кривая 1 представляет график зависимости температуры от
координаты при формировании капли с помощью предлагаемого устройства. Начало координат совмещено с поверхностью среза. При расчетах принимают что плотность тока j , зависимость удельного сопротивления стекла от температуры (Омом) имеет вид
„-5
25
, ,„-5 ,12000s р 6- 10 ехр (---)
Температура стекломассы до оТреза- ния капли 1360 К, температура ножниц до отрезания капли 600 К, теплопроводность материала ножниц
47 Вт/(м-к), теплоемкость материала ножниц 600 Дж/(кг-К), теплопроводность стекла 2 Вт/(м-К), теплоемкость стекла 800 Дж/(кг-к), продол- жительность операции отрезания капли 0,2 с.
Так как удельная мощность тепловыделения пропорциональна квадрату, плотности тока и удельному электросопротивлению стекломассы, а удельное электросопротивле1-ше экспоненциально убывает с ростом уемперату- ры, то более интенсивно разогреваются те области капли стекломассы, которые имеют меньшую температуру,
и таким образом происходит выравнивание температуры по объему капли. Регулировать величину подогрева можно изменением плотности тока о
Для сравнения- на фиг.4 кривая 2
представляет зависимость температуры стекломассы от координаты в момент окончания отреза без применения электроподогрева при тех же теплофи-. зических параметрах стекла и ножниц
Из сравнения графиков видно, что капля стекломассы, сформованная на пре,цлагаемом устройстве, обладает значительно лучщей однородностью Температура поверхности среза составти удельного сопротивления от температуры вида р 6-10 ехр (-),
начальной температуре стекломассы 1360 К и начальной температуре ножниц 600 К сопротивление зоны стекломассы между электродами изменяется в пределах 3-80 Ом, Напряжение в этом случае изменяется в пределах 30-800 Б Средняя потребляемая мощность р 10 Вто Плотность тепловыделения в стекле с температурой 700 К 1,7 х X 10 Вт/м ,, в стекле с температурой
ляет ПОО К, в то время как на известных эта величина составляет 700- 800 К, а при этих температурах уже происходят структурные изменения в стекле. Из графиков видно также, что значительно уменьшается глубина проникновения теплового следа от 3 мм для известных устройств до 0,5 мм для предлагаемого. При точной ю регулировке величины плотности тока можно добиться полного устранения теплового влияния ножниц на стекломассу. ,. ,.
П р и м е РО В известных устройст 15 Ю Вт/м , в стекле с темпера- вах для формирования капель стекло- турой 1360 К 0,6-10 Вт/м. Видно, что массы при прессовании экранов мало- тепловыделение в стекле с температу- габаритных цветных кинескопов 25ЛК2и. рой 1360 К ничтожно мало по сравне- глубина теплового влияния лезвий нож- нию с тепловыделением при температу-г ниц составляет 5 мм„ При этом поверх- 20 Р более интенсивно разог- ности среза охлаждаются на величину реваются охлажденные слои стекла. --500 Ко
С целью устранения теплового влияния ножниц на каплю стекломассы почти не разогреваются, предлагается каплеформирующнй узел, 25 Таким образом, предлагаемьй кап- в котором тепловой след разогревает- леформирующий узел обеспечивает по ся в процессе отрезания капли стекло- сравнению с известным устране ше зо- массы электрическим током, протекаю- ны теплового влияния ножниц на стек- щим через область стекла, охлажден- ломассу (теплового-следа) и высокое ноге лезвиями ножниц. Величина необ- зо качество поверхностей среза Капле- ходимого разогрева зависит от началь- формирующий узел пригоден для формования капель стекломассы при прессовании оптических заготовок на высокопроизводительных прессах
Плотность тепловьщеления в ножницах и электродах 10 Вт/м , поэтому они
ны5с температур и теплофизических характеристик материала ножниц и стекла, а также от продолжительности операции отрезания капли. Величину разогрева можно регулировать изменением плотности протекающего тока, Электропитание устройства лучше осуществлять от источника тока, т.е от такого источника электроэнергии, внутреннее сопротивление которого намного больше сопротивления внешней цепи. Это обеспечит .исключение перегрева капли стекломассы при понижении ее сопротивления с возрастанием температуры
При прессовании экранов кинескопов 25ЛК2Ц площадь поперечного сечения капли стекломассы составляет Для обеспечения плотнос35
Формула изобретения
Каплеформирующий узел, содержащий чашу с. кольцевым электродом по очку, .„ бушинг, плунжер, металлические ножницы для отрезания капли стекломассы, источник тока, отличающий- с я тем, что, с целью устранения теплового следа ножниц и повышения температурной гомогенности капли, он снабжен дополнительными электрода- ми, выполненными в виде установленных под ножницами с возможностью перемещения в горизонтальной плос45
кости полуколец, и дополнительным ти тока j 10 А/м источник элект- источником тока, при этом один ис50
точник тока подсоединен к ножгшцам и кольцевому электроду, а другой источник тока - к ножницам и дополниропитания должен обеспечивать величит ну тока I j S 10 А на одну пару
При расстоянии между
d 5-10 м, зависимое- 5 тыльным электродам
точник тока подсое и кольцевому элект источник тока - к н
ти удельного сопротивления от температуры вида р 6-10 ехр (-),
начальной температуре стекломассы 1360 К и начальной температуре ножниц 600 К сопротивление зоны стекломассы между электродами изменяется в пределах 3-80 Ом, Напряжение в этом случае изменяется в пределах 30-800 Б Средняя потребляемая мощность р 10 Вто Плотность тепловыделения в стекле с температурой 700 К 1,7 х X 10 Вт/м ,, в стекле с температурой
,. ,.
Ю Вт/м , в стекле с темпера- турой 1360 К 0,6-10 Вт/м. Видно, что тепловыделение в стекле с температу- рой 1360 К ничтожно мало по сравне- нию с тепловыделением при температу-г Р более интенсивно разо реваются охлажденные слои стекла.
почти не разогреваются, Таким образом, предлагаемьй кап- леформирующий узел обеспечивает по сравнению с известным устране ше зо- ны теплового влияния ножниц на стек- ломассу (теплового-следа) и высокое качество поверхностей среза Капле- формирующий узел пригоден для формования капель стекломассы при прессовании оптических заготовок на высокопроизводительных прессах
Плотность тепловьщеления в ножницах и электродах 10 Вт/м , поэтому они
35
Формула изобретения
Каплеформирующий узел, содержащий чашу с. кольцевым электродом по очку, бушинг, плунжер, металлические ножницы для отрезания капли стекломассы, источник тока, отличающий- с я тем, что, с целью устранения теплового следа ножниц и повышения температурной гомогенности капли, он снабжен дополнительными электрода- ми, выполненными в виде установленных под ножницами с возможностью перемещения в горизонтальной плос
50
кости полуколец, и дополнительным источником тока, при этом один источник тока подсоединен к ножгшцам и кольцевому электроду, а другой источник тока - к ножницам и дополниКД %;% Р
.З
Фиг. 2
К, ММ
Фu,it
Редактор НсГунько
.Составитель ЛсГолубева Техред М.Ходанич
Заказ 5089/22 Тираж 427Подписное
ВНИИПИ Государственного комитета СССР
по делам-изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор АоЗимокосов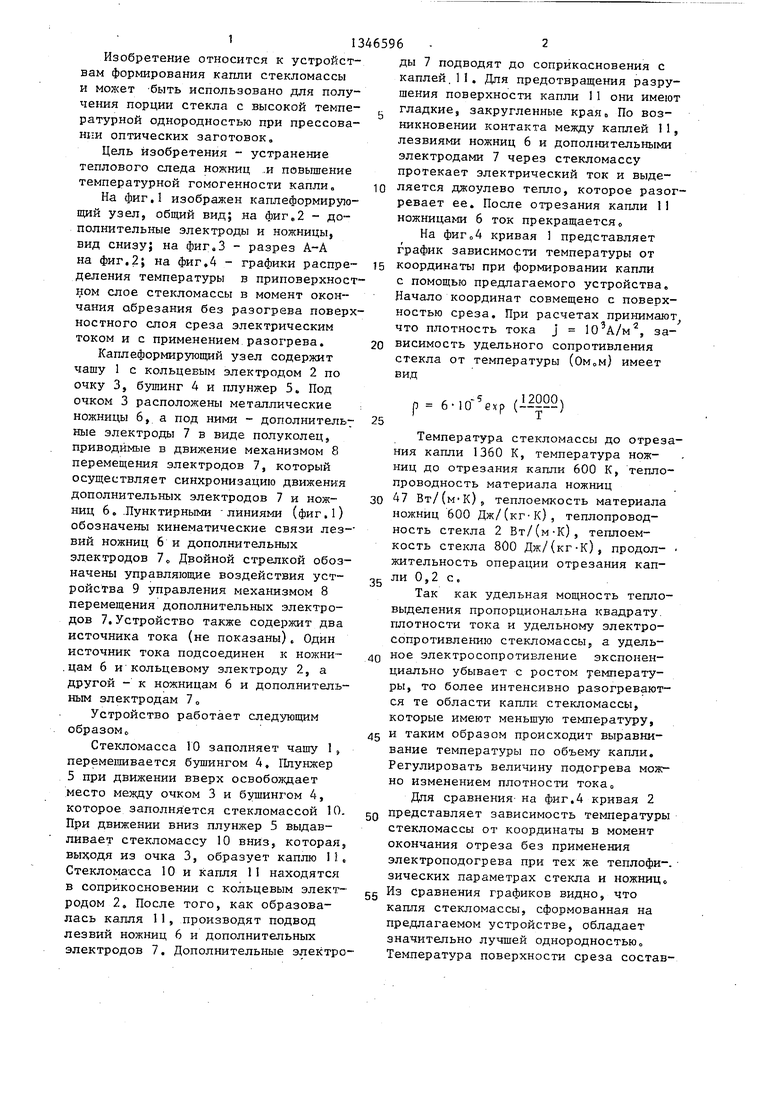
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования капли | 1985 |
|
SU1284952A1 |
| Способ дозирования стекломассы и устройство для его осуществления | 1981 |
|
SU1010023A1 |
| ПИТАТЕЛЬ ДЛЯ СТЕКЛОФОРМУЮЩИХ МАШИН | 1971 |
|
SU292895A1 |
| Капельный плунжерный питатель машин стекломассой | 1950 |
|
SU95834A1 |
| ПИТАТЕЛЬ СТЕКЛОФОРМУЮЩИХ УСТРОЙСТВ | 1973 |
|
SU374235A1 |
| Питатель стекловаренной печи | 1978 |
|
SU668889A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ДВУХСЛОЙНОГО СТЕКЛА | 1969 |
|
SU250394A1 |
| Питатель стекловаренной печи | 1979 |
|
SU831747A1 |
| Устройство для подачи стекло-МАССы | 1978 |
|
SU812773A1 |
| Питатель стекломассы | 1978 |
|
SU673617A1 |
Изобретение относится к устройствам для формирования капли стекломассы. Цель изобретения - устранение теплового следа ножниц и повышение температурной гомогенности капли Стекломасса 10 заполняет чашу 1 и перемешивается бушингом 4. Стекломасса 10 и капля 11 находятся в соприкосновении с кольцевым злектродом 2. После образования капли 11 подводятся лезвия ножниц 6 и дополнительные электроды 7. При возникновении контакта между каплей 11, лезвиями ножниц 6 и дополнительными электро- , дами 7- через стекломассу протекает электрический ток и выделяется джо- улево тепло Каплеформирующий узел может использоваться при прессовании оптиче ских заготовок на высокопроизводительных прессах 4 ил (Л со 4 05 сд со о: Фи.г.1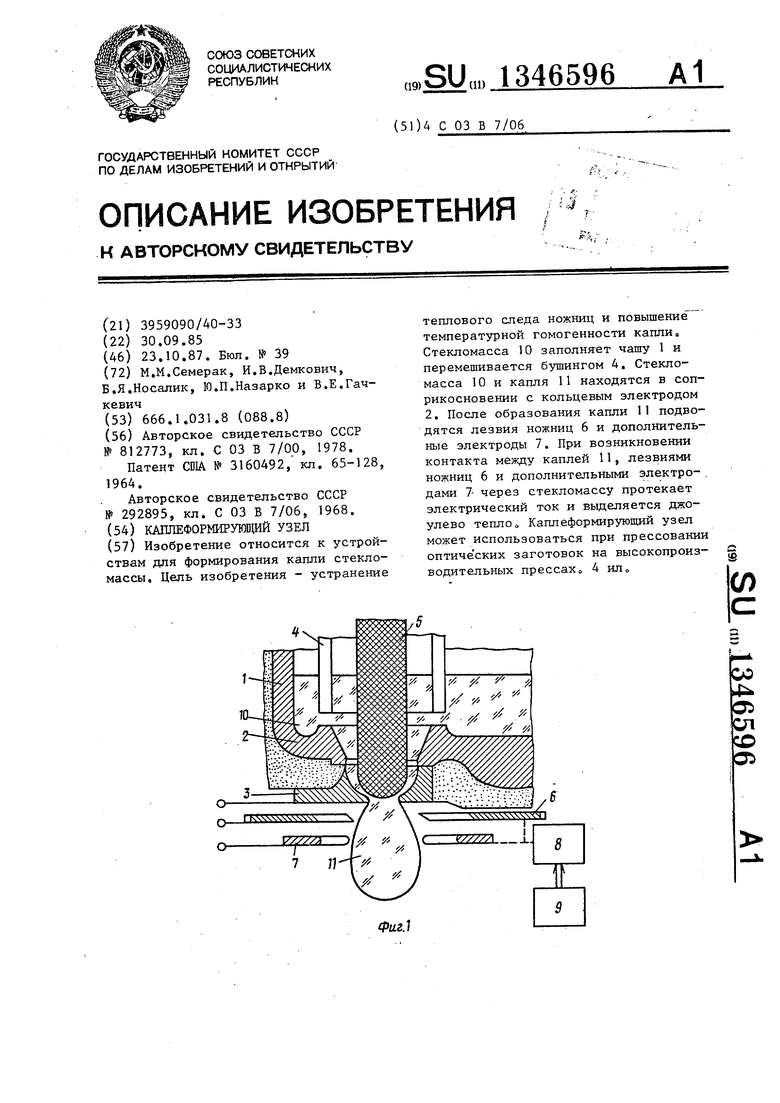
| Устройство для подачи стекло-МАССы | 1978 |
|
SU812773A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент CDIA № 3160492, кп | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ПИТАТЕЛЬ ДЛЯ СТЕКЛОФОРМУЮЩИХ МАШИН | 0 |
|
SU292895A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
