Изобретение отсится к снарочному оборудованию и предназначено для дистанционного регулирования величины сварочного тока по сварочному кабелю в условиях монтажа с часто изменяющимися peжимa п сварки и значительным удалением сварщика от источника сварочного тока.
Цель изобретения - повьпление помехозащищенности устройства путем ис-t пользования в дистанционном посте управления регулируемого резонансного полосового фильтра.
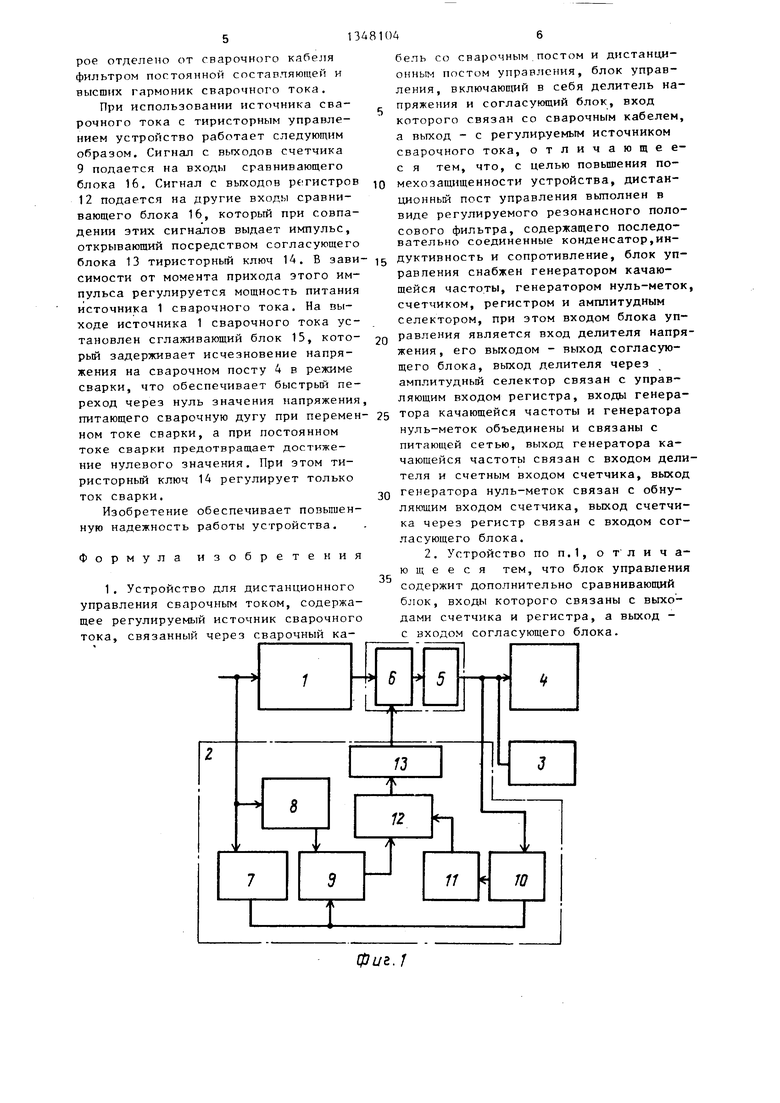
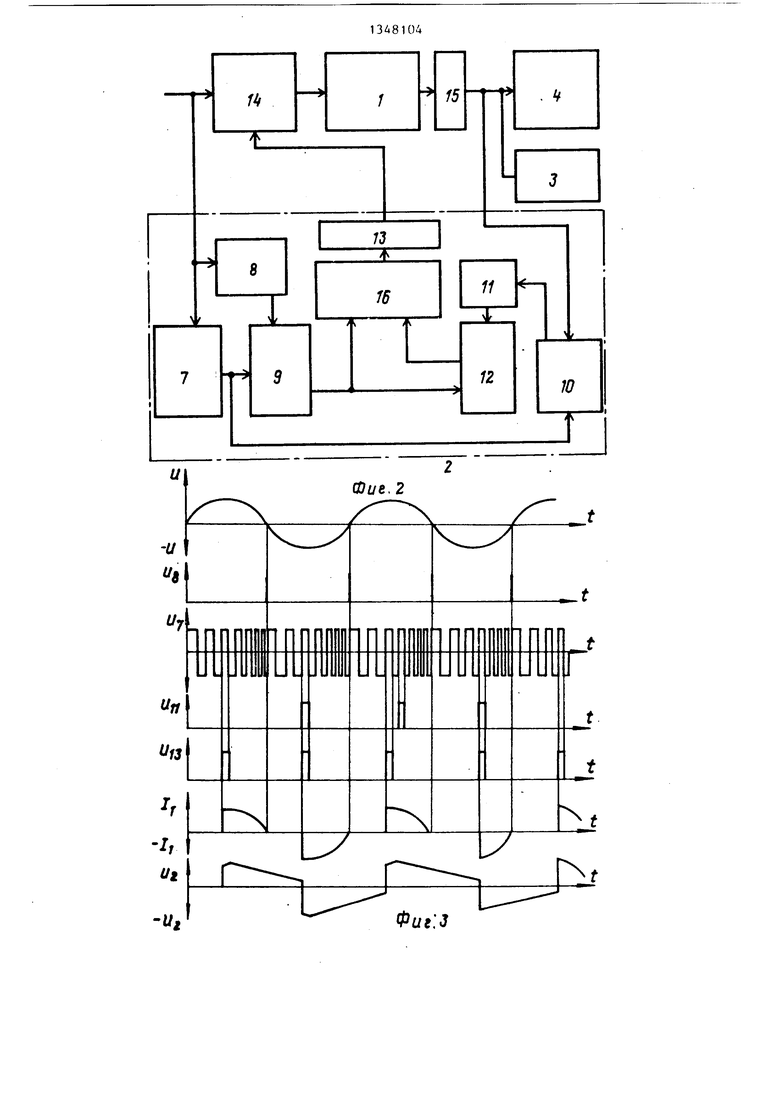
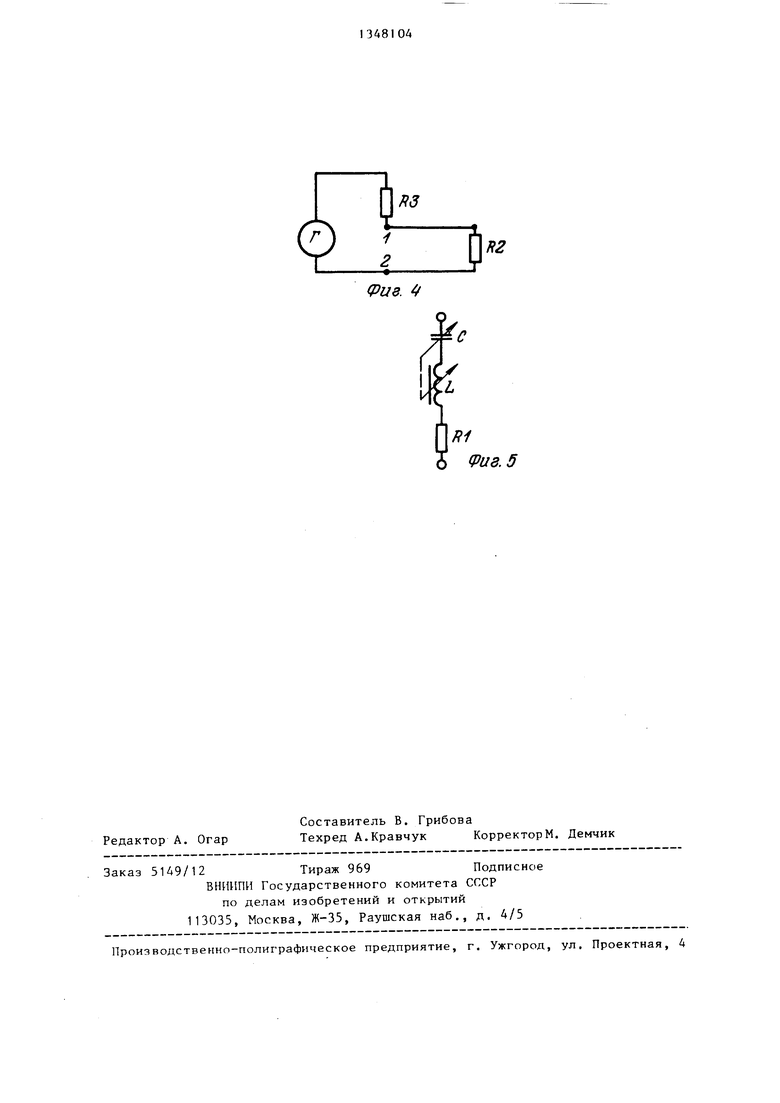
На фиг. 1 и 2 изображена функциональная схема устройства, примеры ис- цолнения; на фиг. 3 - диаграммы работы устройства;.на фиг. А - эквивалентная схема, поясняющая принцип работы устройства; на фиг. 5 - электрическая принципиальная схема дистанционного поста управления.
Устройство для дистанционного управления сварочным током (фиг . 1) содержит источник 1 сварочного тока, блок 2 управления дистанционный пост 3 управления, сварочный пост 4 и балластный реостат 5 с коммутируемыми элементами 6. Источник 1 сварочного тока соединен через балластный реостат 5 с коммутируемыми элементами 6 со сварочным постом 4 и дистанционным постом 3 управления.
Блок 2 управления содержит генератор 7 качающейся частоты, генератор 8 нуль-меток, счетчик 9, делитель 10 напряжения, амплитудный селектор 11, регистр 12 и согласующий блок 13, причем генератор 7 качающейся частоты и генератор 8 нуль-меток входами соединены с питающей сетью, генератор 8 нуль-меток выходом соединен с обнуляющим входом счетчика 9, генератор 7 качающейся частоты выходом соединен со счетным входом счетчика 9 и через делитель 10 напряжения и сварочный кабель с дистанционным постом 3 управления, выход делителя 10 напряжения соединен через амплитудный селектор 1 1 с управляющим входом регистра 12, счетчик 9 выходами соединен через регистр 12 и согласующий блок 13 с балластным реостатом 5 с коммутируемыми элементами 6.
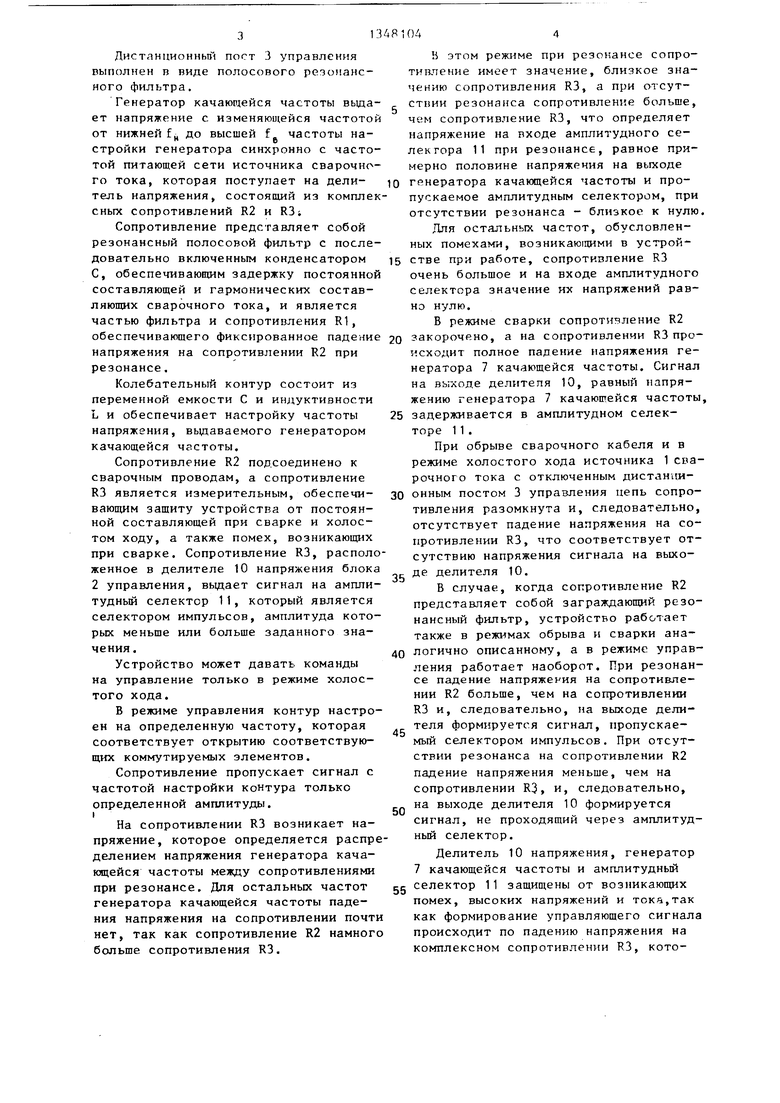
При использовании источника сварочного тока с тиристорным управлением (фиг. 2) устройство содержит дополнительно тиристорный ключ 14, сглаживающий блок 15 и сравнивающий блок
16. Вход источника 1 сварочного тока соединен с тиристорным ключом 14, а его выход через сглаживающий блок 15 j и сварочный кабель - со сварочным постом 4 и дистаншюнным постом 3 управления.
Выход счетчика 9 соединен с входами регистра 12 и сравнивающего блока 0 16, другой вход которого соединен с регистром 12, выход сравнивающего блока 16 соединен через согласующий блок 13 с тиристорным ключом 14.
Дистанционный пост 3 управления 5 содержит (фиг.5) последовательно соединенные конденсатор С, индуктив-, ность L и сопротивление R1.
Устройство (фиг. 1) работает следующим образом.
0 Генератор 7 качающейся частоты выдает напряжение U с изменением частоты от нижней настройки f.. до высшей
п
fg за полупериод колебания напряжения питающей сети источника 1 сварочного
5
тока.
Напряжение с генератора 7 качающейся частоты подается на счетчик 9, который считывает количество периодов колебания. По окончании каждого 0 цикла генератор 8 нуль-меток выдает сигнал на сброс счетчика 9.
С выходов счетчика 9 сигнал подается на регистр 12, в котором при наличии сигнала на входе Запись 5 записывается информация,
С выхода регистра 12 информагрюн- ный сигнал подается через согласующий блок 13 на коммутируемые элементы 6 с балластным реостатом 5, кото- 0 рые регулируют величину сварочного тока на сварочном посту 4..
Напряжение генератора 7 качающейся частоты также подается через делитель 10 напряжения и сварочный ка- 5 бель к дистанционному посту 3 управления .
Дистанционный пост 3 управления представляет собой резонансный контур с изменяющейся частотой настрой- 0 ки от „ до fg, что соответствует определенному моменту открытия коммутируемых элементов 6 и, соответственно, определенному значению тока сварки. С делителя 10 напряжения сни-. 5 мается напряжение резонанса, которое, пройдя через амплитудный селектор 11, дает разрешение на запись информации, подаваемой в этот момент на вход регистра 12.
Дистанционньш пост 3 управления выполнен в виде полосового резомаис- ного фильтра.
Генератор качающейся частоты выдает напряжение с изменяющейся частотой от нижней f ц до высшей f частоты настройки генератора синхронно с частотой питающей сети источника сварочного тока, которая поступает на дели- тель напряжения, состоящий из комплексных сопротивлений R2 и R3t
Сопротивление представляет собой резонансный полосовой фильтр с последовательно включенным конденсатором С, обеспечивающим задержку постоянной составляющей и гармонических составляющих сварочного тока, и является частью фильтра и сопротивления R1, обеспечивающего фиксированное падение напряжения на сопротивлении R2 при резонансе,
Колебательный контур состоит из переменной емкости С и индуктивности L и обеспечивает настройку частоты напряжения, выдаваемого генератором качающейся частоты.
Сопротивление R2 подсоединено к сварочным проводам, а сопротивление R3 является измерительным, обеспечи- вающим защиту устройства от постоянной составляющей при сварке и холостом ходу, а также помех, возникающих при сварке. Сопротивление R3, расположенное в делителе 10 напряжения блока
2 управления, выдает сигнал на амплитудный селектор 11, который является селектором импульсов, амплитуда которых меньше или больше заданного значения,
Устройство может давать команды на управление только в режиме холостого хода,
В режиме управления контур настроен на определенную частоту, которая соответствует открытию соответствующих коммутируемых элементов.
Сопротивление пропускает сигнал с частотой настройки контура только
определенной амплитуды,
I
На сопротивлении R3 возникает напряжение, которое определяется распределением напряжения генератора качающейся частоты между сопротивлениями при резонансе. Для остальных частот генератора качающейся частоты падения напряжения на сопротивлении почти нет, так как сопротивление R2 намного больще сопротивления R3,
0
5
О
с
0
g
0
В этом режиме при резонансе сопротивление имеет значение, близкое значению сопротивления R3, а при отсутствии резонанса сопротивление больше, чем сопротивление R3, что определяет напряжение на входе амплитудного се- лекгора 11 при резонансе, равное примерно половине напряжения на выходе генератора качающейся частоты и пропускаемое амплитудным селектором, при отсутствии резонанса - близкое к нулю,
Для остальных частот, обусловленных помехами, возникающими в устройстве при работе, сопротивление R3 очень большое и на входе амплитудного селектора значение их напряжений равно нулю,
В режиме сварки сопротивление R2 закорочено, а на сопротивлении R3 происходит полное падение напряжения генератора 7 качающейся частоты. Сигнал на выходе делителя 10, равный напряжению генератора 7 качающейся частоты, задерживается в амплитудном селекторе 11,
При обрыве сварочного кабеля и в режиме холостого хода источника 1 сварочного тока с отключенным дистан ци- онным постом 3 управления цепь сопротивления разомкнута и, следовательно, отсутствует падение напряжения на сопротивлении R3, что соответствует отсутствию напряжения сигнала на выходе делителя 10,
В случае, когда сопротивление R2 представляет собой заграждающий резонансный фильтр, устройство работает также в режимах обрыва и сварки аналогично описанному, а в режиме управления работает наоборот. При резонансе падение напряжения на сопротивлении R2 больще, чем на сопротивлении R3 и, следовательно, на выходе делителя формируется сигнал, пропускаемый селектором импульсов. При отсутствии резонанса на сопротивлении R2 падение напряжения меньше, чем на сопротивлении R3, и, следовательно, на выходе делителя 10 формируется сигнал, не проходящий через амплитудный селектор.
Делитель 10 напряжения, генератор 7 качающейся частоты и амплитудный селектор 11 защищены от возникающих помех, высоких напряжений и тока,так как формирование управляющего сигнала происходит по падению напряжения на комплексном сопротивлении R3, которое отделено от сварочного кабеля фильтром ПОСТОЯННО) составляющей и высших гармоник сварочного тока.
При использовании источника сварочного тока с тиристорным управлением устройство работает следующим образом. Сигнал с вьгходов счетчика 9 подается на входы сравнивающего блока 16. Сигнал с выходов регистров 12 подается на другие входы сравнивающего блока 16, который при совпадении этих сигналов выдает импульс, открывающий посредством согласующего
блока 13 тиристорный ключ 14. В зави- дуктивность и сопротивление, блок упсимости от момента прихода этого импульса регулируется мощность питания источника 1 сварочного тока. На выходе источника 1 сварочного тока установлен сглаживающий блок 15, который задерживает исчезновение напряжения на сварочном посту 4 в режиме сварки, что обеспечивает быстрый переход через нуль значения напряжения.
питающего сварочную дугу при перемен- 25 тора качающейся частоты и генератора
ном токе сварки, а при постоянном токе сварки предотвращает достижение нулевого значения. При этом тиристорный ключ 14 регулирует только ток сварки.
Изобретение обеспечивает повышенную надежность работы устройства.
Формула изобретения
1. Устройство для дистанционного управления сварочным током, содержащее регулируемый источник сварочного тока, связанный через сварочный ка
бель со сварочным постом и дистанционным постом управления, блок управления, включаюп1Ий в себя делитель напряжения и согласующий блок, вход которого связан со сварочным кабелем, а выход - с регулируемым источником сварочного тока, отличающее- с я тем, что, с целью повышения помехозащищенности устройства, дистанционный пост управления вьтолнен в виде регулируемого резонансного полосового фильтра, содержащего последовательно соединенные конденсатор,инравпения снабжен генератором качающейся частоты, генератором нуль-меток, счетчиком, регистром и амплитудным селектором, при этом входом блока уп- равления является вход делителя напряжения, его выходом - выход согласующего блока, выход делителя через амплитудный селектор связан с управляющим входом регистра, входы генерануль-меток объединены и связаны с питающей сетью, выход генератора качающейся частоты связан с входом делителя и счетным входом счетчика, выход 0 генератора нуль-меток связан с обнуляющим входом счетчика, выход счетчика через регистр связан с входом согласующего блока.
2. Устройство по П.1, о т л и ч а- ю щ е е с я тем, что блок управления содержит дополнительно сравнивающий блок, входы которого связаны с выходами счетчика и регистра, а выход - с входом согласующего блока.
5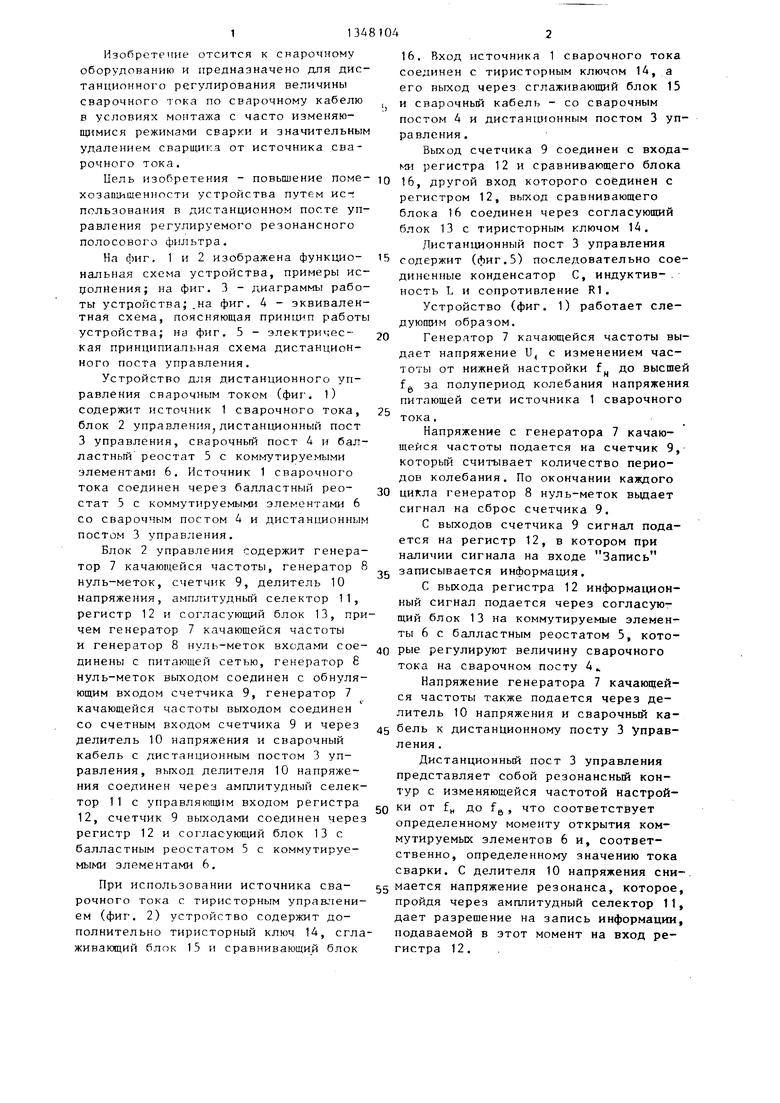
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки на постоянном токе | 1982 |
|
SU1074672A1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ БИОЛОГИЧЕСКОЙ АКТИВНОСТИ МОЗГА | 1993 |
|
RU2076625C1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1989 |
|
SU1690990A1 |
| Устройство для управления полем электромагнита | 1975 |
|
SU553606A1 |
| ИЗМЕРИТЕЛЬ ОТНОСИТЕЛЬНЫХ АМПЛИТУДНО-ЧАСТОТНЫХ ХАРАКТЕРИСТИК | 2001 |
|
RU2291452C2 |
| ИЗМЕРИТЕЛЬ ОТНОСИТЕЛЬНЫХ АМПЛИТУДНО-ЧАСТОТНЫХ ХАРАКТЕРИСТИК | 2017 |
|
RU2668951C1 |
| Способ контроля длины электронного пучка и устройство для его осуществления | 1987 |
|
SU1547990A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ МОДУЛИРОВАННЫМ ТОКОМ | 2003 |
|
RU2264896C2 |
| Устройство для измерения амплитудно-частотных характеристик четырехполюсников | 1987 |
|
SU1390810A1 |
Изобретение относится к системам управления электросварочным оборудованием и позволяет повысить помехозащищенность дистанционного регулирования сварочного тока. Устройство содержит регулируемый источник сварочного тока с блоком управления, связанный посредством сварочного кабеля со сварочным постом и дистанционным постом управления. Дистанционный пост управления выполнен в виде регулируемого резонансного полосового фильтра. Блок управления содержит генератор качающейся частоты, генератор нуль-меток, счетчик, регистр, делитель напряжения, амгшитудньй селектор, сравнивающий и согласующий блоки. Делитель напряжения с амплитудным селектором выявляют момент совпадения частоты генератора качающейся частоты с частотой настройки регулируемого резонансного полосового фильтра. В момент совпадения указанных частот код, сформированный счетчиком, запоминается регистром. Указанный код формирует посредством согласующего блока управляющий сигнал, поступающий на вход регулируемого источника сварочного тока. 1 з.п. ф-лы, 5 ил. с « (Л со . X)
1
11
Ю
Фи.1
Ik
и
15
.
Г6
11
12
Ю
Фие. 2
-и а
и-г
1
.t
Wf/ Wfjl
Г
л
иг -и
N
Фиг:
1
Q Гпз
кг
Фив.
(PU8.5
Редактор А. Огар
Составитель В. Грибова
Техред А.Кравчук КорректорМ. Демчик
Заказ 51А9/12Тираж 969Подписное
ВНИИПН Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для дистанционного регулирования сварочного тока | 1977 |
|
SU670400A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 759257, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
