(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дистанционного управления сварочным током | 1985 |
|
SU1348104A1 |
| Измеритель активной мощности | 1978 |
|
SU744354A1 |
| Устройство для измерения фазоамплитудных характеристик | 1986 |
|
SU1401397A1 |
| Устройство для контроля веса осажденного металла | 1989 |
|
SU1668492A2 |
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 1993 |
|
RU2049616C1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1988 |
|
SU1532223A1 |
| АНАЛИЗАТОР РАБОТЫ СИСТЕМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2626282C2 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| АНАЛИЗАТОР РАБОТЫ СИСТЕМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2532990C2 |
| Устройство для сварки давлением | 1985 |
|
SU1258658A1 |

Изобретение относится к сварочному производству, в частности к устройствам для дистанционного регулирования сварочного тока, преимущественно для перехода на другой сварочный режим и стабилизации сварочной дуги. Цель изобретения - повышение качества сварного соединения путем увеличения точности установки и поддержания параметров сварочного процесса. Устройство содержит два переключателя, делитель напряжения, фильтр, источник питания, одновибратор, генератор, делитель частоты, схему совпадения, два конденсатора, линию связи, амплитудный детектор и блок управления. За счет изменения коэффициента деления депителя частоты имеется возможность прецизионно регулировать величину тока сварки при переходе с одного режима на другой, не останавливая сварочный процесс. 2 ил.
Изобретение относится к сварочному производству, в частности к устройствам для дистанционного регулирования сварочного тока, преимущественно для перехода на другой сварочный режим и стабилизации сварочной дуги.
Цель изобретения - повышение качества сварного соединения путем увеличения точности установки и поддержания параметров сварочного процесса.
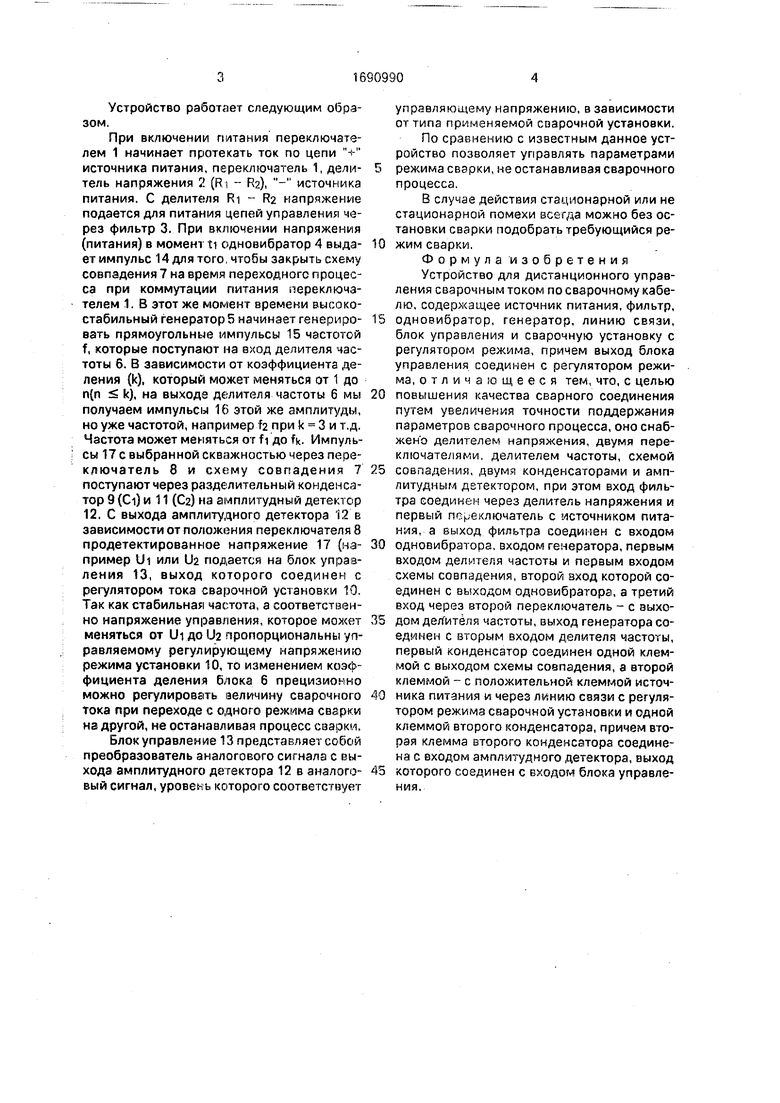
На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг. 2 - временные эпюры, поясняющие работу схемы.
Устройство для дистанционного управления сварочным током по сварочному кабелю содержит переключатель 1, делитель напряжения 2 (Ri - Кг), фильтр 3, вход которого соединен через делитель напряжения 2 (Ri - R2) с - источника питания. Выход фильтра 3 соединен со входом одновибрэто- ра4, входом высокостабильного генератора
5, первым входом делителя частоты 6 и первым входом схемы совпадения 7, второй вход которой соединен с выходом одновиб- ратора 4, а третий вход через переключатель 8 - с выходом делителя частоты 6, высоко- стабильного генератора 5, выход которого соединен со вторым входом делителя частоты 6. Разделительный конденсатор 9 (Ci) соединен одной клеммой с выходом схемы совпадения 7, а второй клеммой с + источника питания и через линию связи со сварочной установкой 10 и первой клеммой второго конденсатора 11 (Са). Вторая клемма второго конденсатора 11 соединена со входом амплитудного детектора 12, выход которого соединен с входом блока управления 13.
Выход блока управления 13 связан с регулятором режима сварочной установки 10.
Os
чэ о о о о
Устройство работает следующим образом.
При включении питания переключателем 1 начинает протекать ток по цепи + источника питания, переключатель 1, делитель напряжения 2 (Ri - R.), - источника питания. С делителя Ri - Ra напряжение подается для питания цепей управления через фильтр 3. При включении напряжения (питания) в момент ti одновибратор 4 выдает импульс 14 для того, чтобы закрыть схему совпадения 7 на время переходного процесса при коммутации питания переключателем 1. В этот же момент времени высокостабильный генератор 5 начинает генерировать прямоугольные импульсы 15 частотой f, которые поступают на вход делителя частоты 6. В зависимости от коэффициента деления (к), который может меняться от 1 до п(п к), на выходе делителя частоты 6 мы получаем импульсы 16 этой же амплитуды, но уже частотой, например h при к 3 и т.д. Частота может меняться от fi до fk. Импульсы 17 с выбранной скважностью через пере- ключатель 8 и схему совпадения 7 поступают через разделительный конденсатор 9 (Ci) и 11 (Са) на амплитудный детектор 12, С выхода амплитудного детектора 12 в зависимости от положения переключателя 8 продетектированное напряжение 17 (например Ui или Ua подается на блок управления 13, выход которого соединен с регулятором тока сварочной установки 10. Так как стабильная частота, а соответственно напряжение управления, которое может меняться от Ui до U2 пропорциональны управляемому регулирующему напряжению режима установки 10, то изменением коэффициента деления блока 6 прецизионно можно регулировать величину сварочного тока при переходе с одного режима сварки на другой, не останавливая процесс сварки.
Блок управление 13 представляет собой преобразователь аналогового сигнала с выхода амплитудного детектора 12 в аналоговый сигнал, уровень которого соответствует
управляющему напряжению, в зависимости от типа применяемой сварочной установки. По сравнению с известным данное устройство позволяет управлять параметрами
режима сварки, не останавливая сварочного процесса.
В случае действия стационарной или не стационарной помехи всегда можно без остановки сварки подобрать требующийся режим сварки.
Формула изобретения Устройство для дистанционного управления сварочным током по сварочному кабелю, содержащее источник питания, фильтр,
одновибратор, генератор, линию связи, блок управления и сварочную установку с регулятором режима, причем выход блока управления соединен с регулятором режима, отличающееся тем, что, с целью
повышения качества сварного соединения путем увеличения точности поддержания параметров сварочного процесса, оно снабжено делителем напряжения, двумя переключателями, делителем частоты, схемой
совпадения, двумя конденсаторами и амплитудным детектором, при этом вход фильтра соединен через делитель напряжения и первый переключатель с источником питания, а выход фильтра соединен с входом
одновибратора. входом генератора, первым входом делителя частоты и первым входом схемы совпадения, второй вход которой соединен с выходом одновибратора, а третий вход через второй переключатель - с выходом делителя частоты, выход генератора соединен с вторым входом делителя частоты, первый конденсатор соединен одной клеммой с выходом схемы совпадения, а второй клеммой - с положительной клеммой источника питания и через линию связи с регулятором режима сварочной установки и одной клеммой второго конденсатора, причем вторая клемма второго конденсатора соединена с входом амплитудного детектора, выход
которого соединен с входом блока управления.
t
i I
прпр |ПП|рппрп.
i i i i i
17
i i
MUH
ft
| Устройство дистанционного задания режимов сварки | 1988 |
|
SU1505706A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
