1
Изобретение относится к устройствам защиты и управле}1ия силовой цепью, устанавливаемым па электросварочных аппаратах, обеспечивающим исключение несчастных случаев, повыщающим производительность труда и создающим удобство в работе.
Известно устройство для дистанционного регулирования сварочного тока, содержащее источник питания, подключенный к сварочной цепи через блок тиристоров, делитель напряжения, подключенный также к сварочной цепи, и диоды 1.
Однако при регулировании сварочного тока балластным реостатом, подключенным в сварочную цепь через блок тиристоров, последние включаются ненадежно из-за щунтирования первым включенным тиристором цепи уиравления.
Целью изобретения является повыщепие надежности включения тиристоров.
Цель достигается тем, что в устройство дополнительно введены коммутатор и узел положительной обратной связи, при этом коммутатор подключен через диод к делителю напряжения, а также к уиравляющим электродам блока тиристоров, а узел положительной обратной связи подключен к коммутатору и управляющим электродам блока тиристоров.
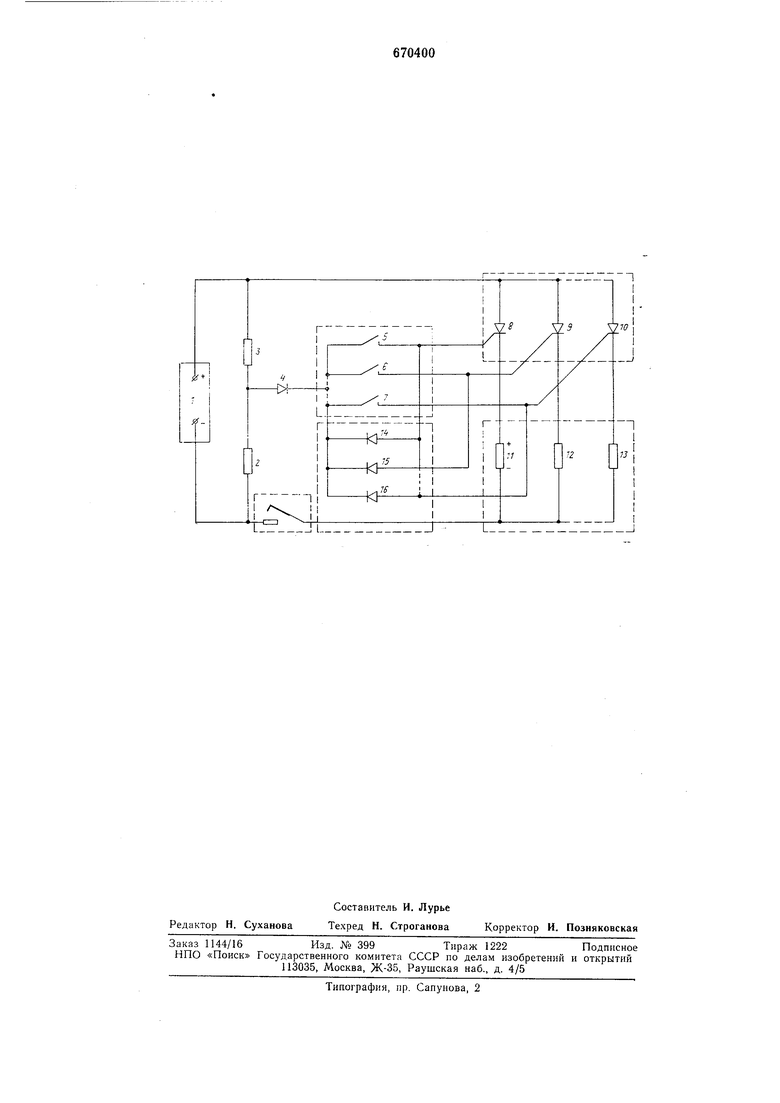
На чертеже изображена схема устройства.
Устройство включает в себя псточпик 1 питания, делитель напряжения на сопротивлениях 2 и 3, диод 4, коммутатор на выключателях 5-7, блок управления силовой цепью на тиристорах 8-10, балластный реостат промышленного типа на сопротивлениях 11 -13 и узел обратной связи на
вй тиляx 14-16. Число выключателей в коммутаторе, тиристоров в блоке управления и вентилей в узле обратной связи равно числу сопротивлений, содержан ихся в балластном реостате.
В исходном состоянии выключатели 5-7 находятся в отключенном состоянии, цепи управляющих электродов тиристоров разомкнуты, тиристоры 8-10 закрыты, напряжение между электродом и объектом сварки
равно 0.
При включении одного из выключателей пли нескольких выключателей одновременно на сварочном электроде появляется напряжение, равное иадению напряжения на
сопротивлении 2 (порядка 10В). Однако все тиристоры остаются закрытыми, так как сварочный электрод не касается объекта сварки, цепи управления тиристорами остаются разомкнутыми и ток управления тиристорами отсутствует.
Предположим, что во включенном состоянии находится лишь один выключатель 5 коммутатора.
При касании электродом объекта сварки по цепи: «+ источника 1 питания, сопротивление 3, диод 4, выключатель 5, переход управляющий электрод-катод тиристора 8, сопротивление 11, сварочный электрод, объект сварки, «- источника 1 питания - проходит ток управления, который открывает тиристор 8, последний переходит в ключевой режим и на сварочный электрод через тиристор 8, сопротивление И подается напряжение источника 1 питания.
Зажигается дуга, напряжение дуги между сварочным электродом и объектом сварки направлено против тока управления тиристорами и дальнейшее включение остальных тиристоров становится затруднительным. То же происходит при коммутации нескольких тиристоров одновременно. Какойто из тиристоров при касании сварочного электрода объекта сварки включится раньше, возникшее на сварочном электроде напряжение будет направлено против тока управления, и для включения остальных тиристоров используется падение напряжения на одном из сопротивлений 11 -13 балластного реостата.
В качестве источника напряжения обратной связи используется балластный реостат.
Применение для этой цели специальных сопротивлений, учитывая значительную измеряемую в сотнях ампер силу тока, усложнит конструкцию, увеличит потребляемую устройством мошность и, как следствие, ограничит отбор мощности от источника питания.
Предположим, что мы включим выключатель 6 коммутатора. Как уже было обосновано, величина тока управления, проходящего по цепи: тиристор 8, диод 16 - в данный момент незначительна, так как величина напряжения на концах этой цепи равна падению напряжения на тиристоре 8, находящегося в ключевом режиме и составит несколько десятых вольта.
Включение тиристора 9 происходит за счет падения напряжения на сопротивлении 11 по цепи: конец сопротивления 11,
подключенный к катоду тиристора 8, катод-управляющий электрод тиристора 9, сопротивление 12, второй конец сопротивления 11.
Включение остальных тиристоров происходит аналогичным образом с той лишь разницей, что сигнал обратной связи снимается с того сопротивления балластного реостата, падение напряжения на котором в
данный момент оказалось ббльщим.
Устройство обеспечивает ограничение напряжения холостого хода сварочного агрегата до безопасной величины и дистанционное амплитздное регулирование сварочного
тока с полным отключением силовой цепи непосредственно на рабочем месте.
Устройство практически безынерционное, обеспечивает мгновенное зажигание дуги, а при обрыве дуги практически мгновенно ограничивает напряжение холостого хода на электрододержателе до величины порядка 10В.
Предложенная схема позволяет ступенчато регулировать силу тока в сварочной дуге, что не оказывает влияния на технологию сварки.
Устройство просто по конструкции и надежно в работе.
Формула изобретения
Устройство для дистанционного регулирования сварочного тока, содержащее источник питания, подключенный к сварочной цепи через блок тиристоров, делитель напряжения, подключенный также к сварочной цепи, и диоды, отличающееся тем, что, с целью повышения надежности включения тиристоров при регулировании тока с помошью балластного реостата, в него дополнительно введены коммутатор и узел положительной обратной связи, при этом коммутатор подключен через диод к делителю напряжения, а также к управляющим электродам блока тиристоров, а узел положительной обратной связи подключен к
коммутатору и управляющим электродам блока тиристоров.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 506096, кл. В 23К 9/10, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1009666A1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1988 |
|
SU1556837A2 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2429112C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| ОГРАНИЧИТЕЛЬ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2004 |
|
RU2276634C1 |
| АВТОМОБИЛЬНЫЙ СВАРОЧНЫЙ АГРЕГАТ | 1992 |
|
RU2042484C1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| Устройство для дистанционного регулирования сварочного тока | 1980 |
|
SU863230A1 |