Изобретение относится к электродуговой сварке, а именно к устройствам для модулирования сварочного тока, и может быть использовано в сварочных процессах с автоматическим и полуавтоматическим регулированием параметров.
Одним из перспективных направлений в области электродуговой сварки является применение и усовершенствование модуляторов сварочного тока, обеспечивающих пульсацию в сварочной дуге при использовании управляемых источников тока.
В практике сварочного производства чаще всего используют различные виды импульсной модуляции, при которой изменяется какой-либо из параметров импульсов (амплитуда, длительность, фаза, период следования импульсов) или несколько параметров одновременно.
Известно устройство для сварки модулированным током, содержащее сварочный трансформатор, последовательно с которым включено сопротивление, шунтируемое основным прерывателем, а последовательно с сопротивлением включен дополнительный прерыватель в противофазе с основным [Авторское свидетельство СССР №525510, кл. В 23 К 9/00, 1976 г.].
Это устройство направлено на повышение качества сварки путем улучшения стабилизации процесса, но сварочный трансформатор и модулятор выполнены как одно целое и не могут быть использованы отдельно друг от друга.
Известно устройство для сварки модулированным током, содержащее сварочный трансформатор, в первичную цепь которого включены ключ и токоограничительный элемент [Авторское свидетельство СССР №742061, кл. В 23 К 9/00, 1980 г.]. В нем имеется также блок управления работой тиристорного ключа, построенный на использовании мультивибратора.
Известное устройство не обеспечивает удовлетворительное первоначальное возбуждение дуги, хорошее качество начальных участков швов, к тому же сварочный трансформатор и модулятор выполнены как одно целое и не могут быть использованы отдельно друг от друга.
Известно устройство для сварки модулированным током, взятое за прототип (Патент ЕПВ №0868959, кл. В 23 К 9/09, пр. 07.10. 1998 г.), содержащее источник питания, систему автоматического управления и модулятор.
Недостатком данного устройства является его сложность из-за применения дорогостоящего транзисторного инвертера, к тому же в этом устройстве модулятор встроен в систему автоматического управления, поэтому не может быть использован в виде отдельного блока. К тому же, данное устройство не позволяет устанавливать ток паузы, пропорциональный току импульса (Iп≠f(Iи)).
Задача, на решение которой направлено заявляемое изобретение, заключается в создании устройства для модуляции сварочного тока, обеспечивающего расширение технологических возможностей процессов сварки или наплавки с применением управляемых источников постоянного тока.
Эта задача решается тем, что в известном устройстве для сварки модулированным током, содержащем управляемый источник питания, систему автоматического управления и модулятор, последний установлен в разрыв цепи управления сварочным током между системой автоматического управления и источником постоянного тока, при этом модулятор состоит из коммутатора, схемы управления им и делителя, причем коммутатор выполнен с одним выходом, который является и выходом модулятора, и с тремя входами, один из которых является управляющим и подключен к выходу схемы управления коммутатором, второй вход подключен к системе автоматического управления, а третий - к делителю.
Эта задача решается также тем, что устройство может быть выполнено со схемой управления коммутатором, содержащей последовательно соединенные трансформатор, вход которого подключен в сеть, мостовой выпрямитель, триггер Шмитта, счетчик и одновибратор, выход которого подключен к управляющему входу коммутатора.
Эта задача решается также и тем, что устройство может быть выполнено с делителем, выполненным в виде двух резисторов R1 и R2, соединенных между собой последовательно, причем вход делителя подключен к выходу системы автоматического управления, а точка соединения резисторов R1 и R2 подключена к входу коммутатора.
Установка модулятора в разрыв цепи управления сварочным током позволяет формировать импульсы сварочного тока с заданными параметрами (амплитуда и длительность) в случае применения управляемых источников постоянного тока, не укомплектованных устройствами для модуляции.
Установка модулятора между системой автоматического управления и источником постоянного тока позволяет накладывать модуляцию с заданными параметрами на кривую сварочного тока, задаваемую вышеуказанной системой.
Наличие управляемого коммутатора в схеме модулятора, формирующего импульсы заданной длительности, и делителя, задающего ток паузы, позволяет получить заданную зависимость сварочного тока от времени.
Введение коммутатора позволяет коммутировать вход источника постоянного тока или к выходу системы автоматического управления или к выходу делителя.
Введение схемы управления коммутатором позволяет осуществить привязку циклов импульсов сварки к моменту перехода сетевого напряжения через ноль.
Введение делителя обеспечивает возможность регулирования тока паузы за счет изменяемого коэффициента деления.
Выполнение коммутатора с одним выходом, который является и выходом модулятора, позволяет упростить подключение модулятора в разрыв цепи управления источником постоянного тока.
Выполнение коммутатора с тремя входами, один из которых является управляющим и подключен к выходу схемы управления коммутатором, обеспечивает соединение и рассоединение источника входного сигнала и приемника этого сигнала (источника постоянного тока) попеременно напрямую или через делитель.
Подключение одного из двух других входов к системе автоматического управления, а другого - к делителю обеспечивает формирование тока паузы с величиной, пропорциональной току сварки.
Использование в устройстве схемы управления коммутатором, которая содержит последовательно соединенные трансформатор, вход которого подключен в сеть, мостовой выпрямитель, триггер Шмитта, счетчик и одновибратор, выход которого подключен к управляющему входу коммутатора, обеспечивает получение управляющего сигнала с частотой, которая автоматически синхронизируется с частотой напряжения силовой сети. Реально частота сети всегда хоть немного отличается от точного значения 50 Гц, и при применении для управления коммутирующим устройством какого-либо внешнего источника сигнала (например, генератора с кварцевой стабилизацией) неизбежно возникают модуляционные колебания токов сварки (наплавки) с большим периодом (доли герца).
Если бы периодичность управляющих воздействий не равнялась частоте питающей сети (например, 35 Гц, а не 50 Гц), то возникло бы рассогласование, вносящее дополнительные погрешности в реально отрабатываемые тепловые режимы в каждом периоде.
Синхронизация циклов импульсов сварки (наплавки) с моментом перехода сетевого напряжения через ноль позволяет получить устойчивые тепловые вложения в каждом периоде, так как в самом источнике питания зависимость мгновенной пульсации мощности (из-за не полной фильтрации) от времени также синхронизируется с сетевым напряжением.
Использование трансформатора позволяет получить гальваническую развязку питающей сети и нагрузки и изменить уровень переменного напряжения. В данном случае трансформатор является понижающим.
Использование мостового выпрямителя позволяет преобразовать переменное напряжение в напряжение одной полярности (пульсирующее).
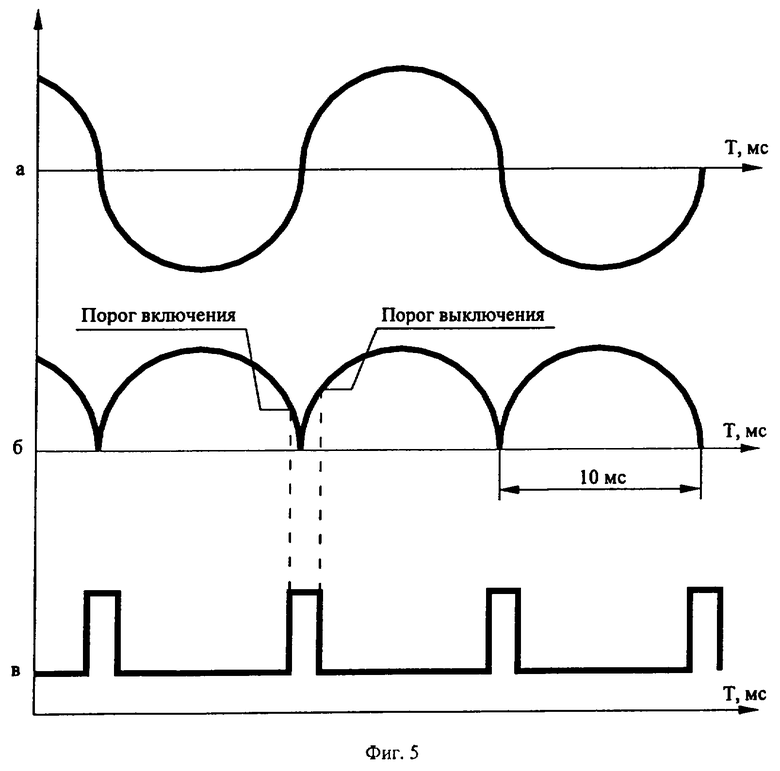
Использование триггера Шмитта позволяет избавиться от ложных переключений на его выходе при наличии помех в питающем (сетевом) напряжении за счет того, что он имеет разные по величине пороги включения и выключения.
Использование счетчика позволяет за счет изменения коэффициента деления задавать суммарную длительность Тпер=Tимп+Тпауз, кратной периоду сетевого напряжения (20, 40, 60, 80...мс).
Использование одновибратора обеспечивает генерирование нужной длительности импульса тока сварки. Длительность тока паузы получается при этом автоматически, как разность между длительностью периода управления и длительностью импульса Тпауз=Tпер-Tимп.
Подключение выхода одновибратора к управляющему входу коммутатора обеспечивает и подключение схемы управления коммутатором к последнему.
Предлагаемое устройство для сварки модулированным током поясняется чертежами, представленными на фиг.1-6:
на фиг.1 представлена функциональная схема устройства;
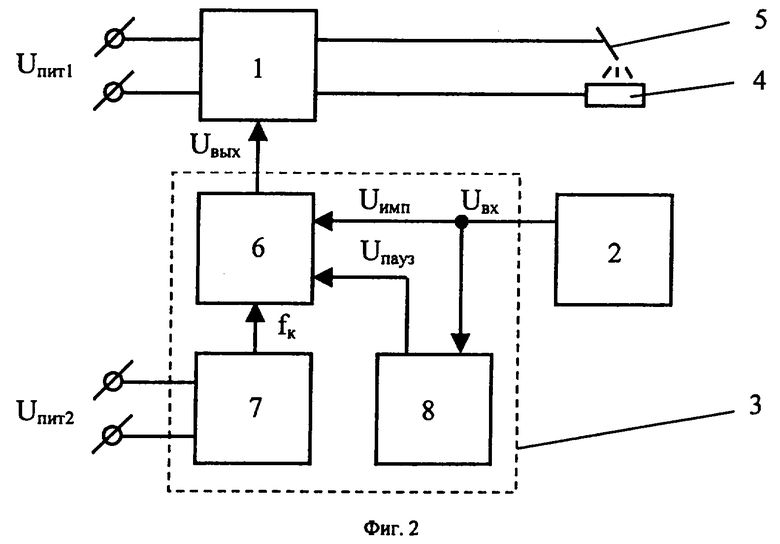
на фиг.2 - то же, но с изображением модулятора;
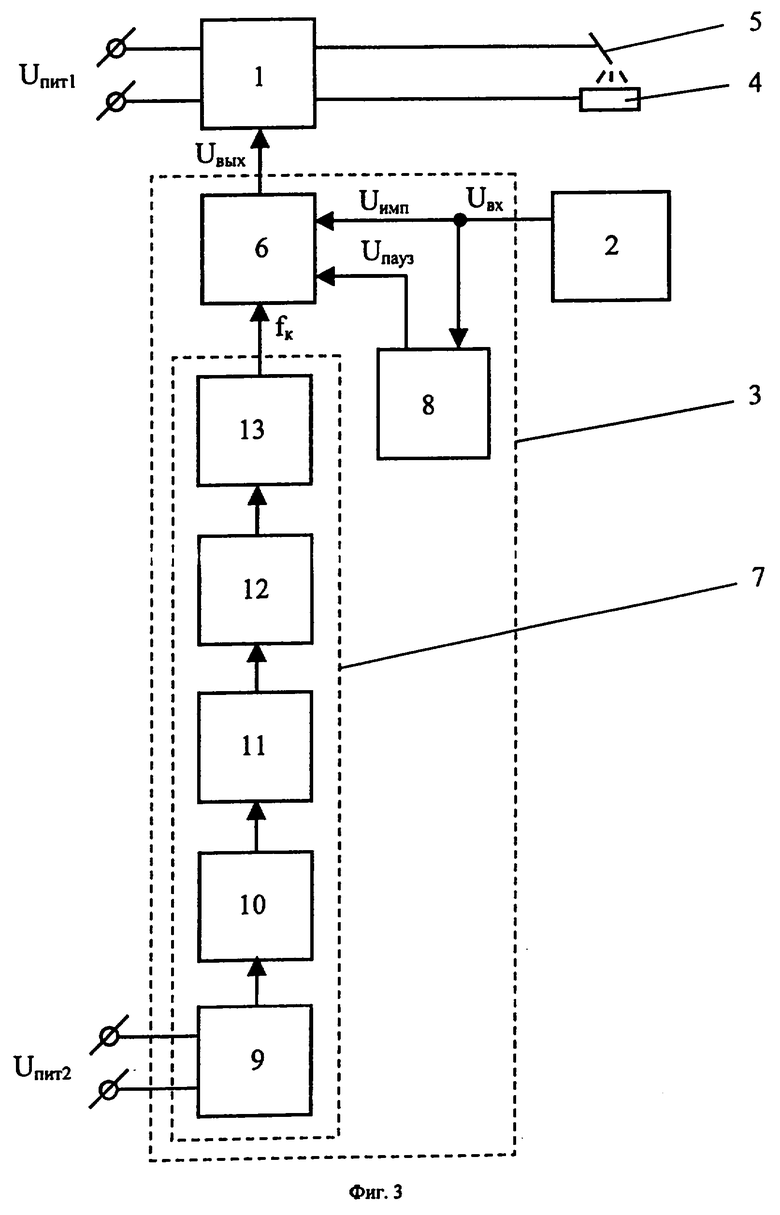
на фиг.3 - то же, но с изображением схемы управления коммутатором;
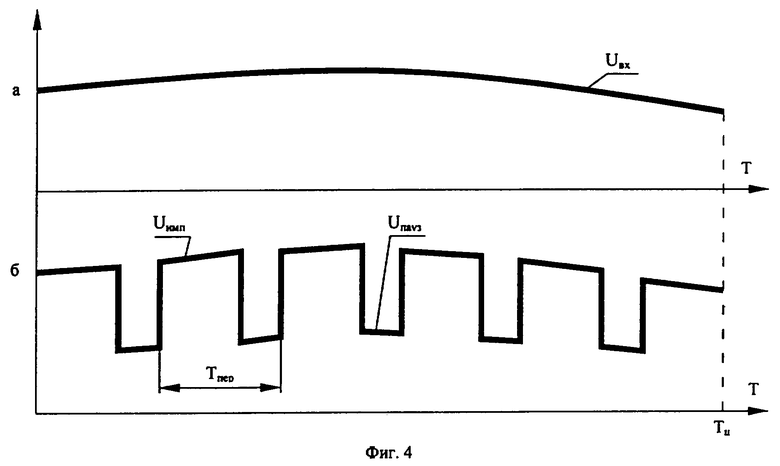
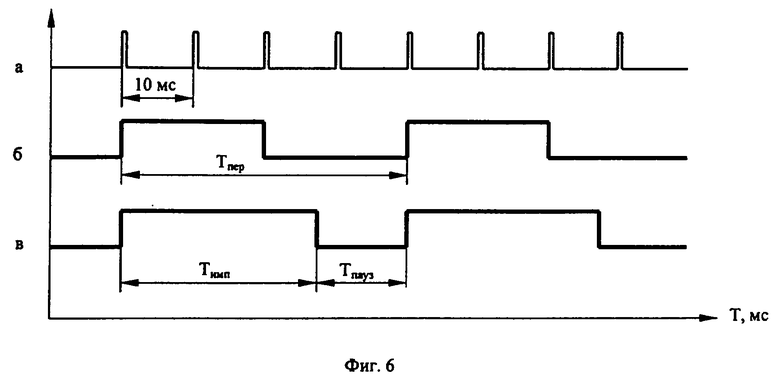
на фиг.4 представлен фрагмент циклограммы в виде функциональной зависимости от времени, где:
а - сигнал на выходе системы автоматического управления - Uвх
б - сигнал на входе источника питания (выходе коммутатора) - Uвых;
на фиг.5 представлены зависимости напряжения от времени на выходе:
а - трансформатора,
б - выпрямителя,
в - триггера Шмитта;
на фиг.6 представлены зависимости (в другом масштабе) напряжения от времени на выходе:
а - триггера Шмитта,
б - счетчика (для примера с коэффициентом деления, равным 4),
в - одновибратора.
Устройство для модуляции сварочного тока содержит (фиг.1) управляемый источник питания 1, систему автоматического управления 2, модулятор 3, включенные в цепь управления процессом сварки (или наплавки) заготовки 4 с использованием электрода (или горелки) 5, причем модулятор 3 включен в разрыв цепи управления сварочным током.
Модулятор 3 состоит (фиг.2) из коммутатора 6, схемы управления 7 коммутатором (задающей частоту коммутации fк) и делителя 8 (состоящего, например, из двух резисторов R1 и R2, соединенных между собой последовательно). Один из входов коммутатора 6 подключен к системе автоматического управления 2, другой подключен к делителю 8 (например, к точке соединения резисторов R1 и R2), а управляющий вход коммутатора 6 - к выходу схемы управления 7 им.
Схема 7 управления коммутатором, в свою очередь содержит (фиг.3) последовательно включенные трансформатор 9, подключенный своим входом в силовую сеть (Uпит2), мостовой выпрямитель 10, триггер Шмитта 11, счетчик 12 и одновибратор 13, выход которого подключен к управляющему входу коммутатора 6.
Модулятор 3 может быть оформлен в виде малогабаритной приставки к управляемым источникам постоянного тока. Им, в виде дополнительного электронного блока, могут комплектоваться источники постоянного тока, не имеющие функции модуляции.
Устройство для сварки модулированным током работает следующим образом.
Напряжение питания Uпит1 подают на управляемый источник постоянного тока 1, который в соответствии с программой, задаваемой системой автоматического управления 2 и модулятором 3, осуществляет процесс сварки (или наплавки) заготовки 4 с использованием плавящегося или неплавящегося электрода 5.
Система автоматического управления 2 при этом регулирует процесс сварки путем задания необходимой формы тока, которая совпадает со значением тока импульса, делитель 8 формирует ток паузы, а коммутатор осуществляет коммутацию с заданной частотой fк.
Сигналы схемы управления 7 коммутатором поступают на управляющий вход коммутатора 6, который подключает выход (Uвых) или напрямую к входу (Uвх=Uимп), или через делитель (Uпауз).
Входной сигнал Uвх, формируемый системой автоматического управления, может быть достаточно длительным (от нескольких секунд до нескольких минут). Он определяет требуемую зависимость тока сварки от времени (эпюра «а», фиг.4) в течение всего цикла сварки (Тц).
За счет переключения коммутатора 6 на его выходе этот сигнал принимает форму, изображенную на эпюре «б», фиг.4.
Выходной сигнал коммутатора 6 (модулятора 3) задает ток сварки, например, путем поступления на управляющий вход управляемого источника постоянного тока 1 (например, типа ВСВУ-400, используемого при автоматической наплавке выпускных клапанов двигателей автомобилей [Аманов С.Р., Горин А.Д., Лозинин А.В., Шишкин А.Р. Доработка сварочного источника ВСВУ-400 для использования в составе установки плазменно-порошковой наплавки клапанов. // Международная научно-техническая конференция «Металлургия сварки и сварочные материалы». Тезисы докладов. Санкт-Петербург, 1993 г., с.229-231.]).
Амплитуда тока сварки (пропорциональная величине Uимп) при этом задается величиной Uвх, а ток паузы определяется величиной Uпауз=Uимп·K, где K=R2/(R1+R2) - коэффициент уменьшения тока сварки в паузе, как это реализовано, например, в известном способе плазменной наплавки [патент РФ 2165831 кл. В 23 К 9/04, 2000], повышающем качество наплавленного слоя.
Величину Uвх задает система управления 2, которая обеспечивает заданную зависимость тока от времени или перемещения (линейного или углового) заготовки 1, а величина Uвых, с наложенной модуляцией, поступает на вход управления управляемого источника питания 1 сварки.
Схема управления коммутатором работает следующим образом (фиг.3). Напряжение Uпит2 (например, напряжение в силовой сети) подают на трансформатор 9, с выхода которого пониженное напряжение через мостовой выпрямитель 10 поступает на вход триггера Шмитта 11, в котором устраняются ложные переключения на его выходе при наличии помех в питающем (сетевом) напряжении. Далее импульсы с триггера Шмитта поступают на вход счетчика 12, коэффициент деления которого определяет длительность периода Тпер (эпюра «б», фиг.6) импульсов Uвых. Если, для примера, коэффициент деления счетчика взять равным 4, то длительность Тпер составит величину 4·10 мс = 40 мс. При отклонении частоты питающей сети от значения 50 Гц значение Тпер соответственно изменится.
При поступлении импульсов на вход одновибратора 13 он начинает генерировать, например по положительному фронту, импульсы длительностью Тимп (эпюра «в», фиг.6).
Время паузы при этом получается автоматически как разность между длительностью периода управления и длительностью импульса управления: Тпауз=Тпер-Тимп.
Таким образом, предлагаемое изобретение позволяет просто и надежно получать модулированный сварочный ток, обеспечивающий высокое качество сварки (наплавки) и может использоваться как приставка к управляемым источникам питания сварочной дуги, не имеющим функции сварки, наплавки модулированным током.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1991 |
|
RU2012459C1 |
| Источник постоянного тока для дуговой сварки | 1990 |
|
SU1704979A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ РОЛИКОВОЙ КОНТАКТНОЙ СВАРКЕ | 1967 |
|
SU192983A1 |
| Устройство для электродуговой сварки модулированным током повышенной частоты | 1980 |
|
SU984755A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Устройство для модуляции сварочного тока | 1980 |
|
SU948570A1 |
| Устройство для управления технологическими операциями | 1985 |
|
SU1272308A1 |
| Инверторный источник постоянного тока для дуговой сварки | 1987 |
|
SU1489934A1 |
| Устройство для стабилизации сквозного проплавления неповоротных стыков труб | 1984 |
|
SU1217600A1 |
| Регулируемый преобразователь постоянного напряжения | 1986 |
|
SU1336175A1 |
Изобретение относится к области сварки, в частности к устройствам для сварки модулированным сварочным током, и может быть использовано в сварочных процессах с автоматическим и полуавтоматическим регулированием параметров. Модулятор устройства установлен в разрыв цепи управления сварочным током между источником постоянного тока и системой автоматизированного управления и включает в себя коммутатор, схему управления им и делитель. Коммутатор выполнен с одним выходом, который является и выходом модулятора, и с тремя входами, один из которых является управляющим и подключен к выходу схемы управления коммутатором. Второй вход коммутатора подключен к системе автоматического управления, а третий - к делителю. Схема управления коммутатором может содержать последовательно соединенные трансформатор, вход которого подключен к сети, мостовой выпрямитель, триггер Шмитта, счетчик и одновибратор, выход которого подключен к управляющему входу коммутатора. Делитель может быть выполнен в виде двух резисторов, соединенных между собой последовательно. Вход делителя подключен к выходу системы автоматического управления, а точка соединения резисторов подключена к входу коммутатора. Такое выполнение устройства позволяет просто и надежно получать модулированный ток, обеспечивающий высокое качество сварки. 2 з.п.ф-лы, 6ил.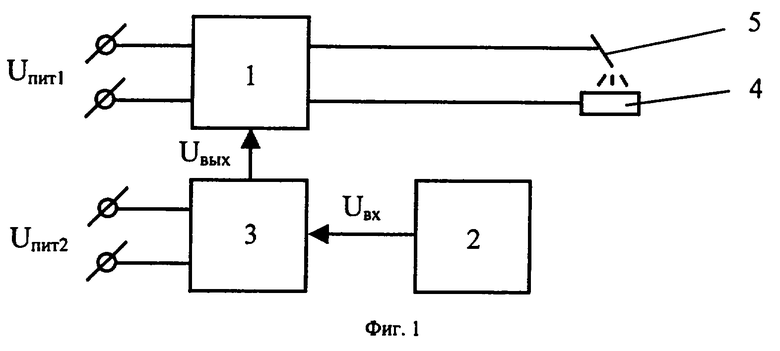
| Устройство для динамического торможения асинхронного электродвигателя | 1980 |
|
SU868959A1 |

