Известно устройство для изготовления труб из стеклопластиков, имеющее намоточный и г-ропитывающий механизмы, подвижную карегку и разъемный дорн.
В предлагаемом устройстве в отличие от известного, применены захваты, монтированные на подвижной каретке, и дугообразные няправляюп:ше стеклополотна, расположенные перпендикулярно оси дорна. Такое конструктивное выполнение устройства обеспечивает продольную укладку стеклополотна на разъемный дорн и позволяет изготавливать трубы различного диаметра и длины.
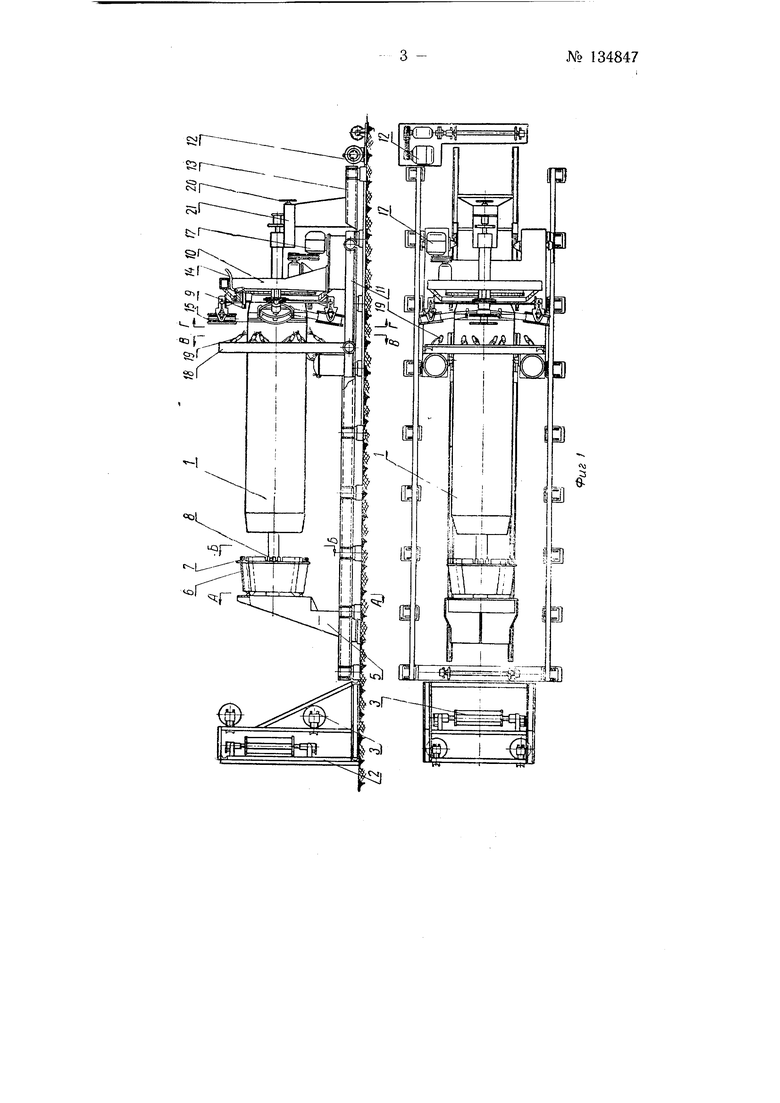
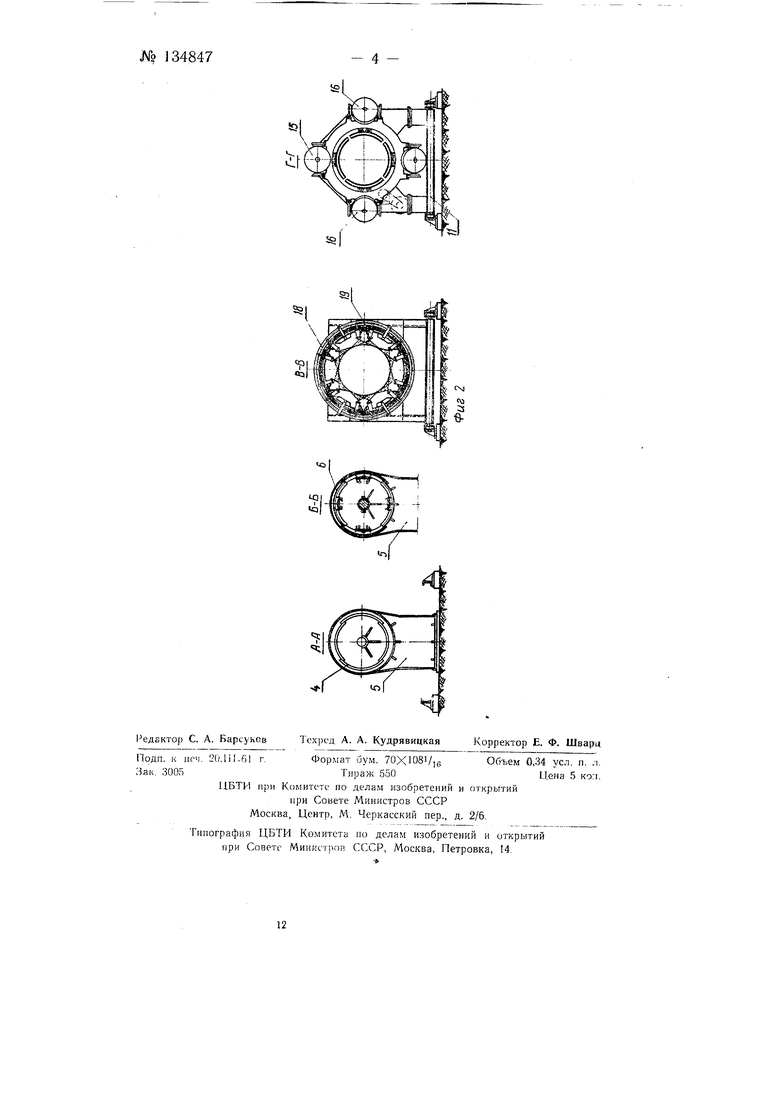
На фиг. I изображено устройство в двух проекциях: на фиг. 2 - поперечные разрезы фиг. 1.
Продольные стеклополотна поступают на счетный разъемный дорн / с распределительного стенда 2, на котором установлены катушки 3; катушки 3 рассчитаны на использование стеклополотен шириной эт 300 до 1000 и имеют регулируемые тормозные приспособления, которые обеспечивают нужный натяг полотна. Перед укладкой на дорн / концы продольных стеклополотен пропускают через расположенные перпендикулярно оси дорна дугообразные щели 4, имеюш;иеся в левой (по чертежу) опоре 5 для дориа, и затем укладывают поверх направляющих 6 с дугами 7, удерживающили полотна. На концах каждой направляющей 6 имеются вырезы 8, через которые производится за хватывание стеклополотен при натягивании последних на дорн посред ством захватов 9, монтированных на раме 10 намоточного механизма установленного на подв ижной каретке //. Перемещение каретки производится от привода 12 при помощи тяговых цепей 3. Захватывание стеклополотен губками захватов 9 происходит при крайнем левом положении каретки, при котором концы направляющих 6 находятся между раскрытыми губками.
№ 1348472
При закрытии губок захватов 9 при помощи рукояток 14 концы стеклополотен зажимают в местах вырезов 8 направляющих 6, после чего каретку перемещают в крайнее правое положение, а стеклополотна при этом укладывают на дорн.
Уложенные на дорн продольные стеклополотна закрепляют на его конце обматыванием их несколькими витками стеклонити, сматываемой с катущки 15, расположенной на вращающейся планшайбе намоточного механизма; после закрепления стеклополотен (их концов) губки захватов 9 разжимают. Затем на закрепленные стеклополотна производят спиральную укладку стеклолент, сматываемых с катущек 16, размещенных на вращающихся планщайбах, привод 17 которых включают одновременно с приводом перемещения каретки влево; число одновременно наматываемых стеклолент равно числу установленных для них катушек. Эти катушки для спиральной укладки стеклолент снабжены регулируемыми тормозными приспособлениями и приспособлениями, позволяющими катушкам самоуетанавливаться на нужный угол наклона спирали в процессе намотки стеклолент.
Одновременно с включением намоточного механизма и привода каретки включают пропитывающий механизм 18, через форсунки 19 которого подают смолу на стеклополотна, закрепленные на дорне и на наматываемые спиралеобразно стеклонити. В зависимости от заданного количества слоев стеклонитей каретка соверщает соответствующее число реверсивных ходов, причем катушки на планшайбах намоточного механизма при изменении направления движения каретки новорачиваются автоматически на заданный угол наклона спирали. Повторная укладка продольных стеклополотен сверх намотанных спиральных слоем стеклонитей производится описанным способом, при этом, с целью смещения продольных стыков полотен по отношению к уложенным ранее, дорн имеет возможность поворачиваться на некоторый угол при помощи поворотного механизма 20, установленного на правой опоре 21 для дорна. Последний спиралеобразный слой стеклонитей покрывают слоем спирально укладываемой целлофановой ленты, катушки с которой устанавливаются вместо одной из катушек со стеклотканью.
Изготовленную из стеклопластиков трубу вместе с дорном снимают с опор 5 и 2/ и направляют на отверждение.
Предмет изобретения
Устройство для изготовления труб из стеклопластиков, состоящее из намоточного и пропитывающего механизмов, подвижной каретки и разъемного дорна, отличающееся тем, что, с целью продольной укладки стеклополотна на разъемный дорн, в нем применены захваты, монтированные на подвижной каретке, и дугообразные направляющие стеклополотна, расположенные перпендикулярно оси дорна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стеклопластиковых труб из проклеенных, например, лент | 1961 |
|
SU139926A1 |
| Оправка для изготовления стеклопластиковых труб | 1961 |
|
SU140961A1 |
| Способ формования резьбы накаткой на концах стеклопластовых труб | 1961 |
|
SU151016A1 |