Известны способы образования резьбы после намотки изделий путем прессования либо нарезания. Однако они малопроизводительны и не обеспечивают достаточную прочность резьбы.
Предлагаемый способ формования резьбы накаткой па концах стеклопластовых труб отличается от известных тем, что процесс намотки стеклонаполнителя на дорне осуществляется совместно с послойным формованием резьбы накаткой, благодаря чему (повышается прочность резьбы, увеличивается производительность изгйтовления стеклоПластовых труб.
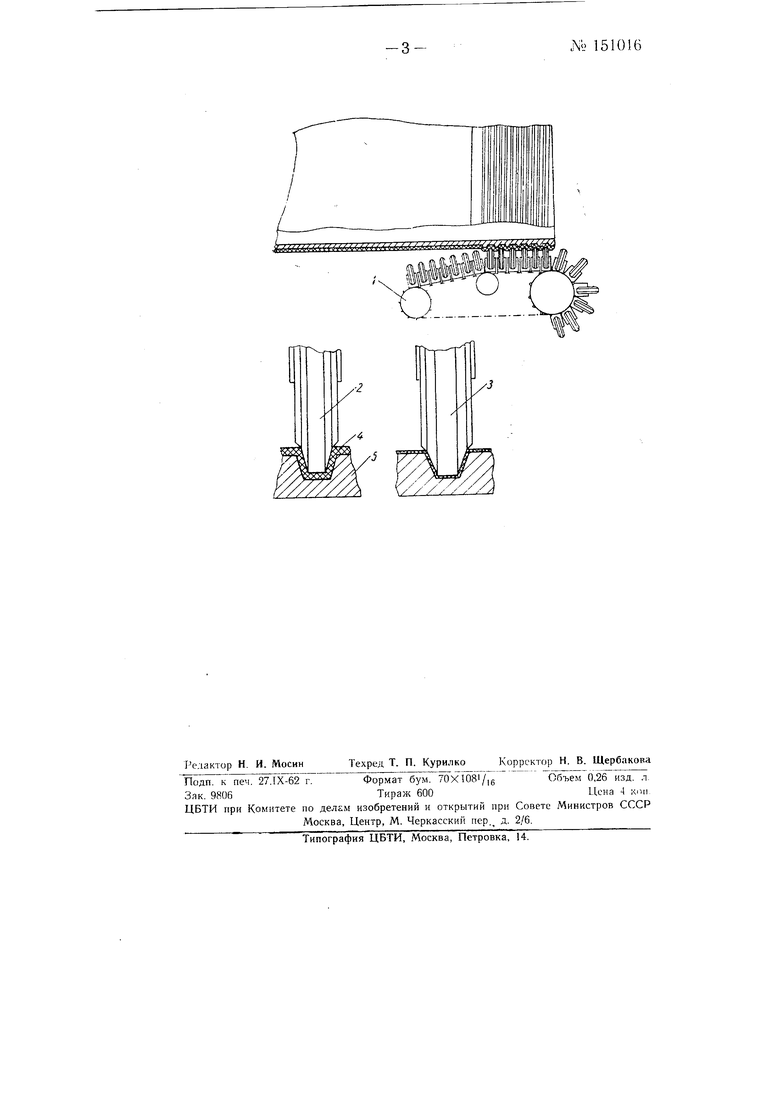
Схема устройства для осуществления предлагаемого способа показана на чертеже.
Устройство представляет собой систему прикатывающих роликов 7, установленных на транспортер 2 цепного или другого типа. Число ро.1ИКОВ и соответственно число звеньев транспортера устанавливается в зависимости от числа ниток резьбы и числа слоев стеклоткани, закладываемых в изделие. 5. Прикатывающие ролики должны быть установлены под тем же углом, что и угол подъема винтовой линии резьбы, либо быть самоустанавливающимся. Транспортер может иметь либо самостоятельный привод, работающий синхронно с приводами вращения оправки, либо вращаться за счет зацепления роликов о тело наматываемой трубы (для малых диаметров). Плоскость вращения транспортера совпадает с осью оправки 4. Оправка должна иметь хвостовики по концам с предварительно нарезанной резьбой, которые представляют собой формующую основу, где формуется резьба стеклопластиковой трубы. Во время намотки трубы непрерывно увеличивается толщина стенки, поэтому ролики должны быть изготовлены с учетом этого
№ 151016-2 -
явления, т. е. каждый последующий ролик должен быть уменьшен по рсем размерам па величину толщины стенки трубы. Ролики должны быть установлены в лодшиппиках качения и подпружинены для оказания постоянного давления формованию.
После такой непрерывной послойной формовки резьбы в процессе намотки трубы необходимо перед отправлением на термическую обработку заключить резьбовую часть в специальные обжимные колодки, которые фиксируют отформованную резьбу и должны сохраниться на резьбовой части в течение всего времени термической обработки.
После термической обработки обжимные колодки снимаются и вывинчиваются хвостовики оправки. Для. облегчения их вывинчивания из готового изделия необходимо предусмотреть известные способы уменьшения трения при съеме стеклопластовых изделий (применение жаропрочных смазок и пленок, либо разборных резьбовых хвостовиков).
Преимущества предлагаемого способа следующие: увеличение прочности резьбовой -части; уменьшение числа ниток резьбы и уменьшение веса изделия; экономия стеклоткани; -повышение производительности труда.
Предмет изобретения
Способ формования резьбы накаткой на концах стеклопластовых труб, отличающийся тем, что, с целью повышения прочности резьбы, а также увеличения производительности при изготовлении стеклопластовых труб, имеющих на концах резьбу, процесс намотки стеклонаполнителя на дорне осуществляют совместно с послойным формованием резьбы накаткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стеклопластиковых труб из проклеенных, например, лент | 1961 |
|
SU139926A1 |
| Оправка для изготовления стеклопластиковых труб | 1961 |
|
SU140961A1 |
| Устройство для изготовления труб из стеклопластиков | 1960 |
|
SU134847A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ НАМОТКИ ТЕПЛОЗАЩИТНЫХ И/ИЛИ АНТИСТАТИЧЕСКИХ ВНУТРЕННИХ ОБЕЧАЕК СТЕКЛОПЛАСТИКОВЫХ ТРУБ-ОБОЛОЧЕК РАЗЛИЧНОГО КЛАССА И НАЗНАЧЕНИЯ | 2002 |
|
RU2206582C1 |