Изобретение относится к контрольно-измерительной технике и может быть использовано при контроле длины движущихся изделий.
Цель изобретения - повьппение точности и производительности измерения за счет исключения ложных срабатываний и времени подготовки и переналадки при использовании устройства в гибких производственных системах производства.
На чертеже представлена блок-схема устройства.
Устройство содержит генератор 1 опорной частоты, логический блок 2, блок 3 сброса, чувствительный элемент 4, излучатель 5, контролируемое изделие 6.
Логический блок 2 содержит логический узел 7 и счетчики 8-10 импульсов.
Чувствительный элемент 4 содержит фотоэлектронный умножитель 11 и предчики 8 и 9 поступают с четвертого выхода узла 7 пачки импульсов. Количество пачек выбирается зарамее и на это число программируется счетчик 10 При поступлении на вход счетчика 10 числа импульсов, равного его содержимому, на его выходе появляется сигнал фиксации состояния блока сброса, ко1Q торый поступает на пятый вход последнего и запрещает изменение состояния блока сброса до тех пор, пока изделие не выходит из зоны обзора (контроля) . В процессе контроля возможны
15 три ситуации: длина изделия меньше допустимой; в допуске; больше допустимой.
В первой ситуации счетчики 8 и 9 не досчитывают до запрограммированно2Q го значения и сигналов на их выходах
нет, а блок 3 сброса остается в положении Брак. В момент выхода изделия из зоны контроля на втором выходе узла 7 формируется стробируюварительный усилитель 12. Излучатель 5 щий сигнал, который поступает на
5 содержит осветитель 13 и разверты- стробирующий вход блока 3 сброса и .
разрешает прохождение сигнала Брак
на выход.
В случае, если длина изделия в
вающее устройство 14.
Устройство работает следующим образом.
В исходном состоянии, при отсутст- 30 допуске, число импульсов в пачках
ВИИ изделия 6 в зоне о.смотра, на вы- ,ходе предварительного усилителя 12 и выходах логического узла 7 сигнал О. Двигаясь вдоль своей оси вращения, изделие 6 попадает в зону осмотра и освещается осветителем 13, луч которого разворачивается в строку развертывающим устройством 14. Длина строки заведомо больше длины измеряемого
изделия. Отраженный от изделия сигнал 40 Ь1 обзора передается на выход, преобразуется фотоэлектронным умножи- В третьей ситуации число импультелем (ФЭУ) 11 в импульс прямоугольной формы, длительность которого определяется длиной изделия. Сигнал поступает через усилитель 12 на узел 7. Число импульсов определяется чис- ,лом строк в 1 с. Общее число строк задается программно счетчиком 10. Разрешение на счет дается с третьего выхода узла 7.
В момент попадания детали в зону обзора на первом выходе логического блока 2 формируется сигнал предварительной установки блока сброса, поступакиций на его первый вход, по кото- 55происходит следующим образом, рому последний устанавливается в сое- Счетчики 8-10 заранее, перед натояние логического нуля, т.е. Брак.чалом контроля устанавливаются в исОдновременно начинается процесс конт-ходное состояние путем занесения чероля длины изделия. При этом на счет-рез шину данных чисел, которые опречики 8 и 9 поступают с четвертого выхода узла 7 пачки импульсов. Количество пачек выбирается зарамее и на это число программируется счетчик 10. При поступлении на вход счетчика 10 числа импульсов, равного его содержимому, на его выходе появляется сигнал фиксации состояния блока сброса, который поступает на пятый вход последнего и запрещает изменение состояния блока сброса до тех пор, пока изделие не выходит из зоны обзора (контроля) . В процессе контроля возможны
три ситуации: длина изделия меньше допустимой; в допуске; больше допустимой.
В первой ситуации счетчики 8 и 9 не досчитывают до запрограммированного значения и сигналов на их выходах
нет, а блок 3 сброса остается в положении Брак. В момент выхода изделия из зоны контроля на втором выходе узла 7 формируется стробируюпревышает число, занесенное в счетчике 8, и на его выходе появляется сигнал, который по третьему входу переводит блок сброса в состояние логи- 35 ческой единицы, т.е. Годен. В момент заполнения счетчика 10 состояние блока сброса фиксируется сигналом на его блокирующем пятом входе и далее в момент выхода изделия из зосов в пачках превьш1ает содержимое сначала счетчика 8, а затем счетчика 9. Следовательно, блок сброса сначала устанавливается в состояние
Годен по сигналу на третьем входе. Затем по сигналу с выхода счетчика 9, который поступает на четвертый вход блока сброса, последний вновь переводится в состояние логического нуля, т.е. Брак. Происходит фиксация состояния блока сброса и передача информации на его выход.
Программирование счетчиков 8-10
1
деляются параметрами изделия, В процессе контроля каждьй раз происходит автоматическая установка счетчиков в запрограммированное состояние по фронту сигнала разрешения, который формируется на третьем выходе узла 7. Следовательно, программируя объем счетчиков, устанавливается допуск на длину изделия с точностью, определяемой длительностью импульса, подаваемого с генератора 1 опорной частоты, что повышает точность и дает возможность быстрой переналадки с одного типа изделий на другой. Так как логический узел 7 и развертывающее устройство 14 работают синхронно от генератора 1 опорной частоты, то счет импульсов соответствует развертке на изделии и производится построчно до тех пор, пока не заканчивается счет количества строк счетчиком 10.
Блок 3 сброса постоянно накапливает информацию путем запоминания. В момент выхода детали из зоны осмотра появляется сигнал среза, и логический узел 7 через третий выход выдает разрешение на работу счетчиков 8 и 9, возвращая их в исходное состояние.
Для усреднения результата измерений счетчиком 10 ведется счет запрограммированного числа строк и выдается сигнал фиксации положения триггера, который по команде узла 7 с четвертого выхода передается на вход блока сброса.
Длина строки керамического основания
Т V (t).
время нахождения лазера на поверхности основания детали;скорость движения луча по
поверхности детали - величина постоянная, засинхронизи- рованная.
Составитель Л. Крюкова Редактор Н. Касарда Техред М.Ходанич Корректор В. Гирняк
Заказ 5178/39 Тираж 676Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
348634
Средняя длина изделия
-СР
.
(1)
где m - число строк по поверхности
детали - программируемая величина в счетчике 10; Т - временной интервал одной строки;
TCP - программируемая величина,
вводимая в счетчик 8, контроль по минимальной длине и в счетчик 9 - контроль по максимальной длине, которая измеряется суммой синхроимпульсов, имеющей постоянный и стабильный период повторения.
20
Формула изобретения
5
0
5
Устройство для контроля-длины движущихся изделий, содержащее чувст5 вительный злемент, логический блок, входом соединенный с ним, и блок сброса, входом соединенный с первым и вторым выходами логического блока, отличающеес я тем, что,
Q с целью повышения точности и производительности измерения, оно снабжено излучателем и генератором опорной частоты, первым выходом соединенным с вторым входом логического блока, вторым выходом - с входом излучателя, а логический блок выполнен в виде логического узла и трех счетчиков импульсов, первые входы которых соединены между собой и с третьим выходом логического узла, а выходы соответственно- с третьим, четвертым и пятым входами блока сброса, вторые входы первого и второго счетчиков соединены с четвертым выходом логического узла, второй вход третьего счетчика соединен с вторым выходом генератора опорной частоты, а выход блока сброса является выходом устройства.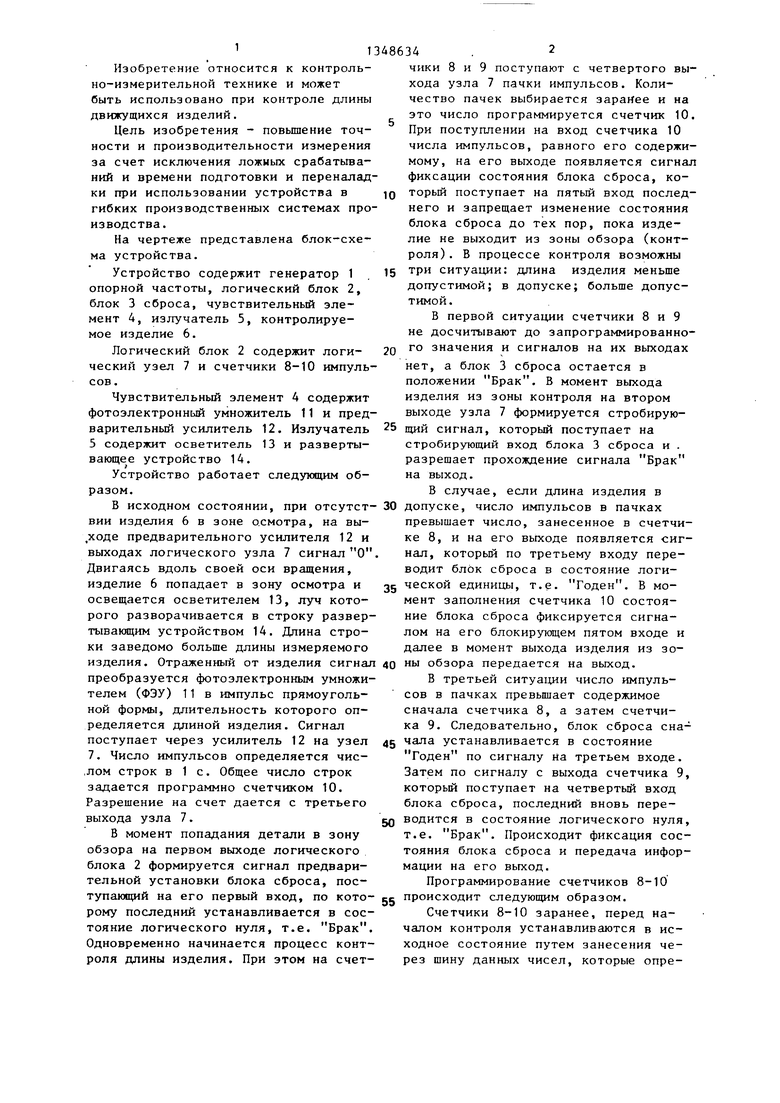
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля длины движущихся изделий | 1986 |
|
SU1420348A1 |
| Устройство для измерения размеров изделий | 1983 |
|
SU1185080A1 |
| Телевизионное устройство для обнаружения объектов | 1989 |
|
SU1663779A2 |
| Устройство для контроля считываемой информации | 1982 |
|
SU1056200A1 |
| Устройство для измерения размеров | 1984 |
|
SU1272110A1 |
| Устройство для контроля функционирования логических блоков | 1986 |
|
SU1327107A1 |
| СИСТЕМА ПЕРЕДАЧИ И ПРИЕМА ИНФОРМАЦИОННЫХ СООБЩЕНИЙ ПО РАДИОНАВИГАЦИОННОМУ КАНАЛУ ИМПУЛЬСНО-ФАЗОВОЙ РАДИОНАВИГАЦИОННОЙ СИСТЕМЫ | 1999 |
|
RU2158933C1 |
| Роторный пресс для прессования изделий из порошковых материалов | 1990 |
|
SU1729791A1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ДЛИНЫ | 1998 |
|
RU2148789C1 |
| Устройство для контроля работоспособности аналого-цифровых преобразователей | 1979 |
|
SU864545A1 |
Изобретение относится к контрольно-измерительной технике. Цель изобретения - повышение точности и производительности измерения за счё т исключения ложных срабатываний и времени подготовки и. переналадки при использовании устройства в гибких производственных системах производства. В процессе контроля возможны три ситуации: длина изделия меньше допустимой, в допуске и больше допустимой. В первой ситуации счетчики 8 и 9 не досчитьтают до запрограммированного значения и сигналов на их выходах нет, а блок 3 сброса остается в положении Брак. В момент выхода изделия из зоны контроля сигнал Брак проходит на выход. В случае, если длина изделия в допуске, число импульсов в пачках превысит число, занесенное в счетчик 8, и на его выходе появится сигнал, который переводит блок 3 сброса в состояние логической единицы, т.е. Годен. В момент заполнения счетчика 10 состояние блока 3 сброса фиксируется сигналом на его блокирующем входе и в момент выхода изделия из зоны обзора передается на выход. В третьей ситуации число импульсов в пачках превысит содержимое сначала счетчика 8, а затем 9. Блок 3 сброса сначала устанавливается в состояние Годен, а по сигналу с выхода счетчика 9 - в состояние логического нуля, т.е. Брак. Происходит фиксация состояния блока сброса и передача информации на выход. 1 ил. I (Л со 4 00 О5 со 4 J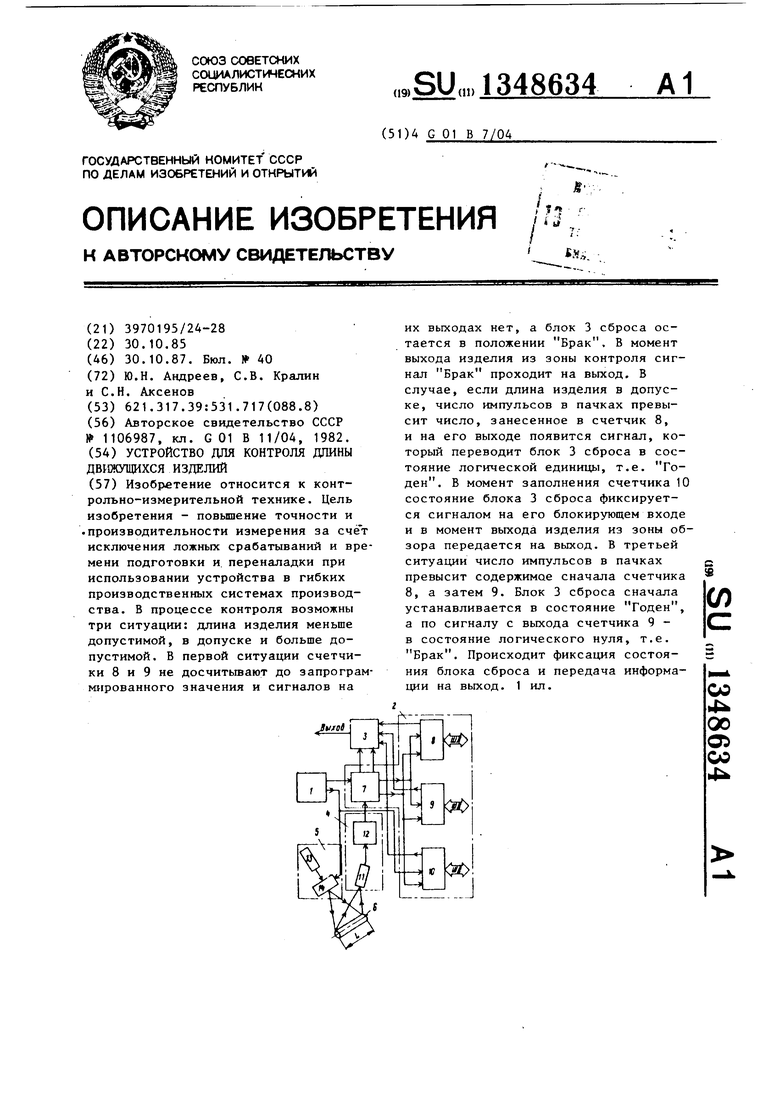
| Устройство для контроля длины движущихся изделий | 1982 |
|
SU1106987A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
