Изобретение относится к машиностроению и может быть использовано при изготовлении изделий из порошковых материалов в ферритовой, электротехнической, химической, фармацевтической и других отраслях промышленности.
Известен роторный пресс, содержащий ротор прессования с верхними и нижними прессующими блоками, а также кинематически связанный с ротором прессования ротор съема изделий с плоским диском и гнездами для спрессованных изделий.
Недостатком известной конструкции является отсутствие устройств контроля за линейными размерами изделий, поломкой или отсутствием инструмента,
Известна конструкция роторного пресса, содержащая установленный на станине ротор прессования с расположенными по его периферии прессующими инструментами в виде верхних и нижних пуансонов с механизмами их перемещения, а также узел контроля с неподвижно закрепленными контрольным датчиком и датчиком положения, установленными с возможностью взаимодействия с закрепленным на подвижной части элементом воздействия на него.
Недостатком известного роторного пресса является отсутствие контроля за высотой изделия, а также за состоянием нижнего пуансона и износом рабочих кромок инструмента.
Целью изобретения является повышение надежности и качества изделий.
Поставленная цель достигается тем, что в известном устройстве, содержащем установленный на станине ротор прессования с расположенными на его периферии прессующими инструментами в виде верхних и нижних пуансонов с механизмами их перемещения, а также узел контроля с неподвижно закрепленными контрольными датчиком и датчиком положения, установленным с возможностью взаимодействия с закрепленным на подвижной части элементом воздействия на него, устройство содержит ротор съема с диском и гнездами для изделий, узлом отбраковки изделий и дополнительным датчиком положения с элементом воздействия на него, узел контроля выполнен в виде блока измерения высоты изделия и блока отсчета и индикации прессующих инструментов, блок измерения высоты изделия выполнен в виде П-образного корпуса и двух оптоэлектронных пар осветитель-приемник, размещенных в стойках указанного корпуса с совпадением точки пересечения световых лучей с геометрическим центром гнезд диска ротора съема изделий, блок отсчета и индикации прессующих инструментов выполнен в виде основного и дополнительного датчиков положения, диск ротора съема изделий выполнен с полостью для размещения стойки П-образного корпуса, а элементы воздействия на датчики положения выполнены на диске ротора съема изделий.
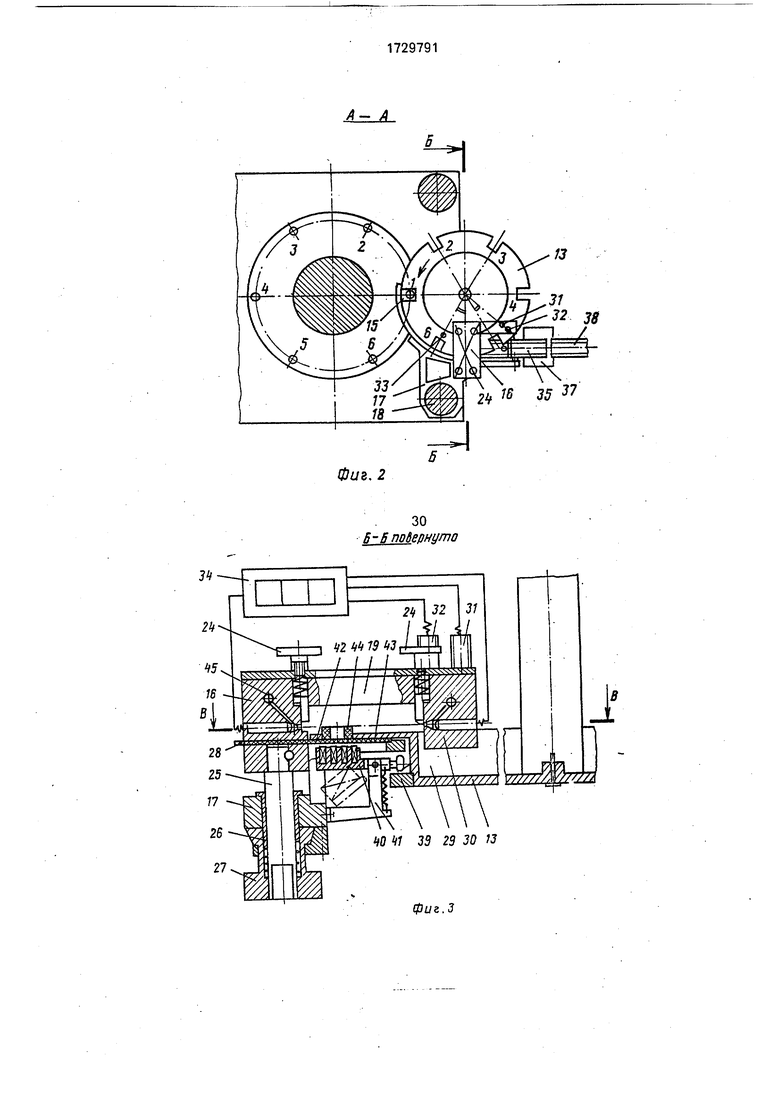
На фиг.1 показан роторный пресс, общий вид; на фиг.2 - разрез А-А на фиг.1 (вид
0 сверху на ротор съема изделий и узел контроля высоты изделия); на фиг.З - разрез Б-Б на фиг.2 (узел контроля высоты изделия и ротор съема изделий); на фиг.4 - разрез В-В на фиг.З (узел контроля в момент контроля
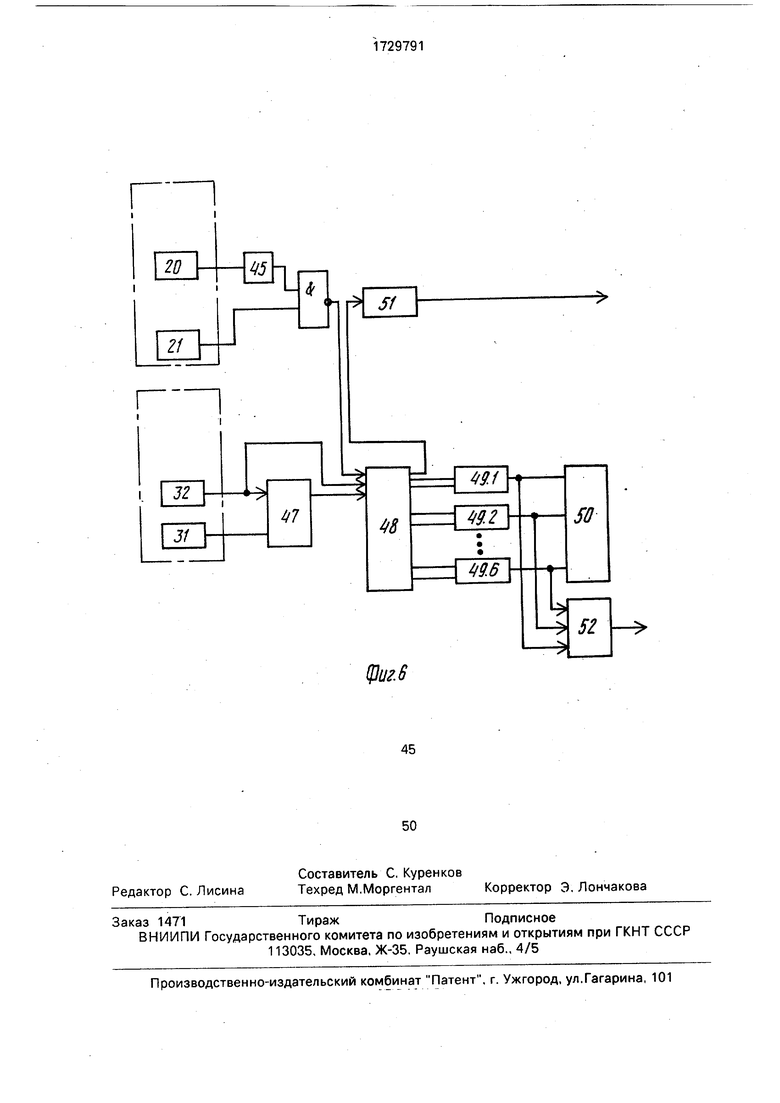
5 изделий, показывающий взаимное расположение оптоэлектронных пар); нафиг.5- развертка копира для управления рычагом с постоянным магнитом; на фиг.6 - блок-схема работы и функциональная связь блоков
0 индикации измерения и пресса.
Роторный пресс содержит станину 1, на которой установлен подвижный ротор 2 прессования с расположенными на его периферии прессующими инструментами 3, в
5 состав которых входят верхние пуансоны 4 с механизмами 5 их перемещений и нижние пуансоны б с механизмами 7 их перемещений через ролики 8.
Ротор 9 съема, изделий приводится в
0 движение от ротора 2 через цепную передачу 10 и зубчатую пару 11 и установлен на корпусе Т через кронштейн 12.
На нижней части ротора 9 закреплен диск 13 съема изделий с зеркала 14 стола
5 пресса. На рабочей части диска 13 выполнены гнезда 15 для снимаемых изделий в количестве, например, равном количеству прессующих блоков.
Узел контроля выполнен в виде блока
0 управления высоты изделий, состоящего из датчика 16 контроля высоты изделия, установленного на кронштейне 17 и закрепленного на колонне 18 пресса.
В П-образном корпусе 19 датчика рас5 положены две оптоэлектронные пары 20 и
21в виде осветитель-приемник таким образом, что точка пересечения световых пучков
22и 23 совпадает с геометрическим центром 0 гнезда 15 диска 13. При этом световые
0 пучки регулируются подпружиненными диафрагмами 24 и настраиваются по эталонам на изделие на соответственно нижний и верхний допуск высоты изделия .
В корпусе 19 также размещен штырь 25
5 через втулку 26 в кронштейне 17, перемещающийся от подпружиненной микрометрической гайки 27 для вертикальной регулировки датчика. В пазу корпуса 19 размещена опорная для изделий износостойкая твердосплавная пластина 28.
В диске 13 сьема изделий выполнена полость 29 для размещения в ней утапливаемой части 30 корпуса датчика 16 контроля высоты изделий.
В консольной части корпуса 19 размещен блок отсчета и индикации номеров прессующих инструментов, содержащих два неподвижных датчика 31 и 32 основного и дополнительного положения, например, типа ДКП-04, и взаимодействующие соответственно с воздействующими элементами в виде отверстия 33 и гнезд 15 диска ротора, при этом ширина гнезда 15 определяет время контроля изделия. Отверстие 33 выполнено в диске одно и соответствует одному (базовому инструменту, например 1), являясь базовым при отсчете позиций пресс-блоков и формирующим сигнал Первый инструмент. Количество гнезд 15 равно количеству пресс-инструментов, каждое гнездо соответствует определенному пресс-инструменту и формирует сигнал (№ инструмента и зона контроля).
Оптоэлектронные пары 20 и 21 датчика 16 контроля высоты изделия, датчиков 31 и 32 положения функционально связаны с экраном 34 индикации.
Поворотный лоток 35 узла 36 отбраковки изделий в емкость 37 для брака размещен в рабочей зоне наклонного отводящего склиза 38 и приводится в действие от электромагнита по сигналу датчика 16 контроля высоты изделия.
В нижней части диска 13 установлен копир 39 управляющий при вращении через ролик качающимся рычагом 40 устройства 41 прижима изделия к базовой плоскости 42. На рычаг 40 прикреплен постоянный магнит 43, который при выстое в верхнем положении взаимодействует с контролируемым изделием 44.
Роторный пресс работает следующим образом.
После выталкивания нижним пуансоном 6 отпрессованные изделия подхватываются гнездом 15 ротора 9 съема и перемещаются с зеркала 14 стола пресса в зону пересечения световых пучков 22 и 23 датчика 16 контроля высоты изделий. При пересечении данной зоны изделием 44 и одновременно при взаимодействии датчика 32 положения с одним из отверстий 33 возможны следующие ситуации:
а)изделие датчиком не зафиксировано - Оптоэлектронные пары 20 и 21 открыты;
б)изделие в допуске - нижняя оптоэлек- тронная пара 20 перекрыта, нижняя оптоэ- лектронная пара 21 открыта:
в)высота изделия выше допуска - перекрыты пары 20 и 21.
Ситуация а соответствует такому положению, что изделие не отпрессовано вообще или вышла из строя рабочая кромка нижнего пуансона, отсутствует или сломан
верхний инструмент, нарушено дозирование порошка.
Ситуация б - инструмент, дозирование поршка в норме - пресс продолжает работу.
0 Ситуация в - происходит перепрессовка изделия, нарушено давление прессования или произошло попадание постороннего предмета в матрицу, или произошло нарушение режим дозирования, по5 ломка нижнего инструмента.
Работа датчиков блока контроля в момент контроля происходит следующим образом.
Сигналы с оптоэлектронных пар 20
0 (нижний допуск) через инвертор 45 и 21 (верхний допуск) напрямую поступают на входы логического элемента 46 (2И-НЕ). В случае годного изделия, сигнал с оптоэлектронной пары 20 имеет уровень логического О, а
5 после инвертора 45 на входе элемента 46 - уровень логической 1. Сигнал с оптоэлектронной пары 21 в случае годного изделия имеет уровень логической 1.
Таким образом, на входе элемента 46
0 () в момент контроля, если изделие в допуске - уровень логического О, а при любых отклонениях от допуска -логической 1.
Сигнал с выхода элемента 46 (2И-НЕ)
5 поступает на распределитель 48, куда также поступают сигнал синхронизации сдатчика 32 положения и сигналы состояний счетчика 47. В случае бракованного изделия, сигнал с выхода распределителя 48 запускает од0 новибратор 51, который формирует сигнал включения электромагнита устройства 36 отбраковки для поворота отводящего бракованное изделие склиза 38.
В зависимости от состояния счетчика 47
5 сигнал синхронизации с датчика 32 положе- ния проходит на один из регистров 49.1....49.6. В случае бракованного изделия этот сигнал поступает на вход записи регистра, а в случае годного изделия - на вход
0 сброса.
Таким образом, на входе соответствующего регистра 49.1...49.6 появляется сигнал только при повторном браке на одном и том же пресс-инструменте. В этом случае эле5 мент ИЛИ 52 формирует сигнал отклонения пресса.
Индикатор 50 высвечивает номер неисправного пресс-блока (инструмента). Счетчик 47 устанавливается в исходное состояние по сигналу с датчика 31 положения (первый инструмент) и ведет счет пресс- блоков (инструментов) по сигналу с датчика 32 (зона контроля, N инструмента).
После контроля годное изделие сталкивается диском 13 в наклонный отводящий склиз 38 и далее в накопитель (не показан) годных изделий,
Если изделие оказалось с отклонением от нормы, подается сигнал на электромагнит узла 36 отбраковки, который перемешает поворотный лоток 35 вниз и изделие сбрасывается в емкость 37 для брака.
Для работы с изделиями из ферромагнитных материалов повышенной точности с отклонениями высоты в пределах, например ± 0,01 мм, предусмотрено устройство 41 прижима к базовой плоскости 42 пластины 28, изготовленной из немагнитного материала. При этом копир 39 изготовлен таким образом, что магнит 43 поднимается к базовой плоскости 42 только в момент прохождения его в рабочей зоне контроля.
Рабочая часть копира 39 выполнена в виде волнистой поверхности, впадины которой чередуются через шаг, равный угловому расстоянию между гнездами 15 диска.
Устройство 41 прижима изделий исключает возможные микроколебания изделий во время перемещения в зоне датчика.
Очистка рабочей поверхности производится путем обдува из каналов 45 датчика 16 контроля высоты изделий.
Объектом для контроля в предлагаемом устройстве является только изделие и через него ведется контроль за состоянием инструмента.
Например, датчиком контроля высоты изделия могут фиксироваться следующие ситуации:
-поломка инструмента верхнего или нижнего, если изделие в определенный момент времени не прошло на контроль;
-поломка и аварийный останов привода;
-срабатывалась и вышла из строя рабочая кромка инструмента - изменение высоты изделия или появления облоя.
Предлагаемая конструкция роторного пресса дополнительно позволяет контролировать возникновение облоя на изделиях, режимы дозирования порошка, а также по- высить удобство в обслуживании пресса и уменьшить время выявления неисправного инструмента, замены его и переналадки.
10
Формула изобретения
Роторный пресс для прессования изделий из порошковых материалов, содержащий установленный на станине ротор
прессования с расположенными по его периферии прессующими инструментами в виде верхних и нижних пуансонов с механизмами их перемещения, а также узел контроля с неподвижно закрепленными
контрольным датчиком и датчиком положения, установленным с возможностью взаимодействия с закрепленными на подвижной части элементом воздействия на него (последний), отличающийся тем, что, с
целью повышения надежности и качества изделий, он снабжен ротором съема с диском и гнездами для изделий, узлом отбраковки изделий и дополнительным датчиком положения с элементом воздействия на него, узел контроля выполнен в виде блока измерения высоты изделия и блока отсчета и индикации прессующих инструментов, блок измерения высоты изделия выполнен в виде П-образного корпуса и двух оптоэлектронных пар осветитель-приемник, размещенных в стойках упомянутого корпуса с совпадением точки пересечения световых лучей с геометрическим центром гнезд диска роторов съема изделий, блок отсчета и
индикации прессующих инструментов выполнен в виде основного и дополнительного датчика положения, диск ротора съема изделий выполнен с полостью для размещения стойки П-образного корпуса, а
элементы воздействия на датчики положения выполнены на диске ротора съема изделий.
г гпф
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический корректор высоты отпрессованных изделий | 1989 |
|
SU1752567A1 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2004 |
|
RU2296053C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС-АВТОМАТ РОТОРНОГО ТИПА | 1966 |
|
SU184593A1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС | 2012 |
|
RU2510672C2 |
| Линия для изготовления деталей | 1988 |
|
SU1666252A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2007 |
|
RU2356738C2 |
| Роторный пресс для формования керамических изделий | 1991 |
|
SU1790492A3 |
| Роторный таблеточный пресс | 1976 |
|
SU662368A1 |
| РАБОЧИЙ РОТОР РОТОРНОЙ МАШИНЫ | 1972 |
|
SU335032A1 |

Использование: изготовление изделий из порошковых материалов. Сущность изобретения : пресс содержит станину 1 с рото/ ром 2, по периферии которого смонтированы инструменты 3. В диске 13 ротора съема изделий выполнены гйнезда 15. На кронштейне 17 установлен узел контроля изделий, состоящий из блока измерения высоты изделия и блока отсчета и индикации прессующих инструментов, Оптоэлектронные пары осветитель-приемник размещены в стойках П-образного корпуса, производят контроль высоты изделий при условии совпадения точки пересечения световых лучей с геометрическим центром гнезд 15 диска 13 ротора съема изделий. Поворотный лоток 35 узла отбраковки изделий в емкость 37 для брака приводится в действие от электромагнита. 6 ил.
1ШШ
v -v
к4
/
Г
Pui.5
IPt/l 6
| Роторная машина для прессования деталей из порошков | 1986 |
|
SU1411158A1 |
