Изобретение относится к обработке материалов резанием, в частности к обработке металлов.
Цель изобретения - повышение точности обработки посредством фиксации положения режущей пластины.
На фиг. 1 показан режущий инструмент, вид сверху; на фиг. 2 - сечение А-А на фиг. 1, при предварительном закреплении режущей пластины; на фиг. 3 - то же, при окончательном закреплении режущей пластины.
Режущий инструмент состоит из державки 1 и сменной режущей пластины 2, установленной и закрепленной в гнезде державки, образованном глухим клиновым пазом 3, верхняя опорная поверхность 4 которого наклонена к основанию 5 паза 3 под углом ф.
В гнезде державки между его верхней опорной поверхностью 4 и режущей пластиной 2 установлен зажимной элемент 6, выполненный в форме усеченного конуса и расположенный на передней поверхности пластины 2. Хвостовик 7 элемента 6 выполнен цилиндрическим и расположен в верхней части отверстия пластины 2. Инструмент снабжен подкладкой 8, установленной на основании паза 3, на верхней плоскости которой образован цилиндрический выступ 9 (например, в виде щтифта, запрессованного в отверстии подкладки), причем последний расположен в нижней части сквозного отверстия режущей пластины 2 таким образом, что между хвостовиком 7 зажимного элемента и выступом 9 подкладки 8 образован зазор h, величина которого больще величины допуска на толщину режущей пластины.
В боковой стенке 10 паза 3 выполнено сквозное отверстие, в котором установлен с возможностью перемещения вдоль своей оси упор 11, причем головка 12 последнего расположена в гнезде державки меж ду его верхней опорной поверхностью 4 и основанием 5, а хвостовик 13 - в упомянутом отверстии и выступает за габариты корпуса державки 1.
Выполнение паза 3, образующего гнездо державки 1, глухим позволяет повысить жесткость крепления режущей пластины за счет увеличения сил упругой деформации верхней опорной поверхности гнезда державки, препятствующих ее отжиму от основания 5 гнезда. Выполнение в боковой стенке 10 паза 3 сквозного отверстия и установка в нем с возможностью перемещения вдоль своей оси цилиндрического упора 11 повышает точность крепления режущей пластины, так как головка 12 упора II при окончательном закреплении режущей пластины упирается в стенку 10 паза 3 державки и препятствует дальнейшему перемещению режущей пластины 2 вглубь гнезда независимо от сил резания, т.е. независимо от режимов резания. Кроме того, упор 11 допол0
5
0
5
нительно выполняет функции элемента, необходимого для раскрепления режущей пластины, что облегчает эксплуатацию режущего инструмента.
Закрепление режущей пластины 2 в гнезде державки 1 осуществляется следующим образом.
Пластина 2 устанавливается на подкладке 8 таким образом, чтобы выступ 9 подкладки расположился в нижней части отверстия пластины. Затем в верхнюю часть отверстия пластины 2 устанавливается своим хвостовиком 7 зажимной элемент 6.
После этого все детали в сборе (подкладка 8, пластина 2 и зажимной элемент 6) устанавливаются в паз 3 и вручную сдвигаются вглубь гнезда державки в направлении РЗ до тех пор, пока зажимной элемент 6 не упрется в верхнюю опорную поверхность 4 гнезда державки, при этом происходит заклинивание всех деталей инструмента - предварительное закрепление режущей пластины (фиг. 2). В этом случае между головкой 12 упора 11 и боковой поверхностью 14 подкладки 8 образуется зазор Нз, величина которого больще величины возможного перемещения пластины при установке пластины меньшей толщины.
Окончательное закрепление режущей пластины 2 осуществляется при помощи медного молоточка путем постукивания им по грани подкладки 8 в направлении силы РЗ, при этом подкладка 8 вместе с режущей пластиной 2 и зажимным элементом сдвигается вглубь гнезда до тех пор, пока зазор Ьз не ликвидируется и грань подкладки 8 не упрется в головку 12 упора-толкателя 11, а та в свою очередь - в боковую стенку 10 паза 3. При этом верхняя опорная поверхность 4 гнезда державки упруго деформируется, а режущая пластина оказывается закрепленной силами упругой деформации (фиг. 3). При врезании режущего инструмента в заготовку режущая пластина дополнительно закрепляется силой резания
РгРаскрепление режущей пластины 2 осуществляется путем легкого постукивания по торцу хвостовика 13 упора-толкателя в направлении Pp. При этом головка 12, упираясь в боковую грань подютадки 8, раскрепляет режущую пластину 2.
Формула изобретения
0
5
0
5
- Режущий инструмент, содержащий державку с глухим пазом, на основании которого установлена подкладка со штифто.м, размещенным в отверстиях подкладки и режущей пластины, закрепленной посредством зажимного элемента, взаимодействующего с 5 передней поверхностью режущей пластины и опорной поверхностью на державке, отличающийся тем, что, с целью повышения точности обработки за счет фиксации положения режущей пластины, режущий инструмент снабжен установленным в пазу державки с возможностью взаимодействия с подкладкой упором с хвостовиком, причем последний расположен в отверстии, выполненном в державке, и выступает за габариты последней, а зижимной элемент выполнен в виде усеченного конуса с цилиндрическим хвостовиком, расположенным в отверстии режущей пластины с зазором относительно штифта подкладки.
Фиг.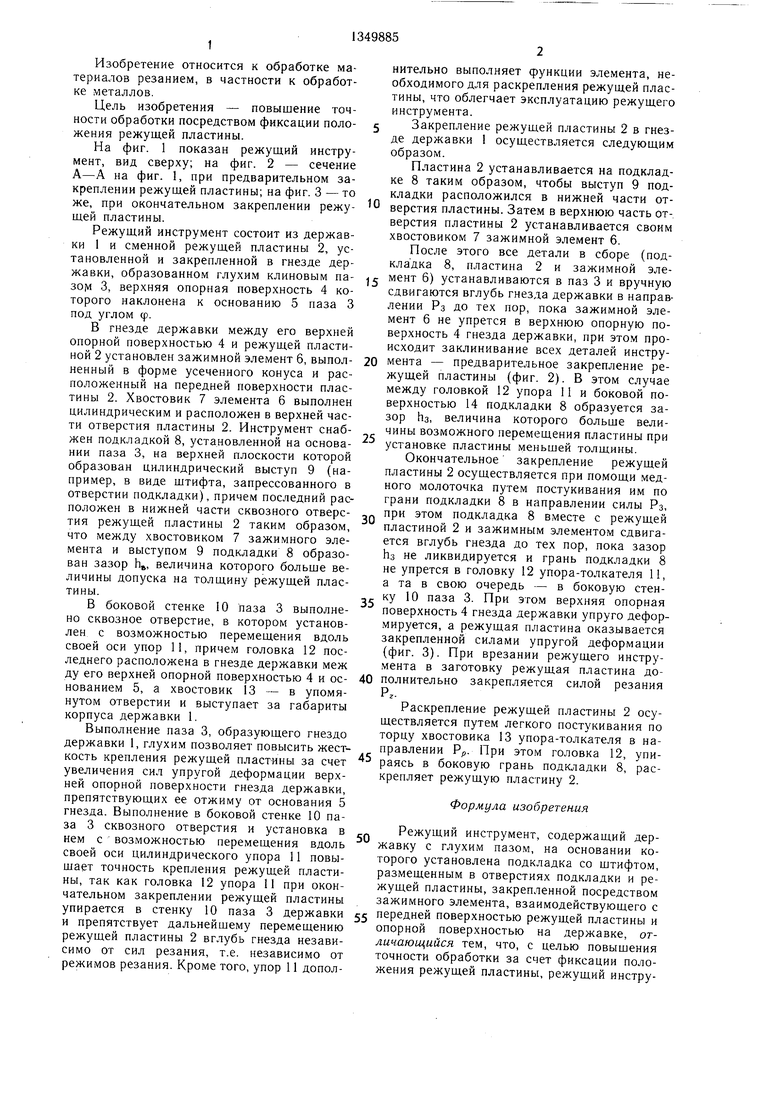
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1984 |
|
SU1235661A1 |
| Резец | 1984 |
|
SU1227352A1 |
| Режущий инструмент | 1981 |
|
SU1087260A1 |
| Режущий инструмент | 1985 |
|
SU1348071A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Режущий инструмент | 1987 |
|
SU1502210A1 |
| Режущий инструмент | 1985 |
|
SU1391809A2 |
| Режущий инструмент | 1974 |
|
SU831058A3 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| Резец | 1980 |
|
SU956163A1 |

Изобретение касается обработки материалов резанием, в частности обработки металлов. Целью изобретения является повышение точности обработки посредством фиксации положения режущей пластины. В глухом пазу 3 державки 1 установлена режущая пластина 2, размещенная на пОлТ,- кладке 8. В подкладке 8 установлен штифт 9, взаимодействующий с боковой поверхностью отверстия в режущей пластине. На передней поверхности режущей пластины установлен зажимной элемент 6, хвостовик 7 которого размещен в отверстии режущей пластины с зазором hg относительно штифта 9. Зажимной элемент 6 выполнен в форме усеченного конуса и взаимодействует с опорной поверхностью 4 на державке 1, расположенной под углом ф к основанию 5 паза 3. В стенке 10 паза 3 выполнено отверстие, в котором размещен хвостовик 13 упора 11. После предварительного закрепления режущей пластины между головкой 12 упора 11 и боковой поверхностью 14 подкладки 8 образуется зазор Ьз, который выбирается при постукивании молоточком по подкладке 8 в направлении Р.;. Раскрепление режупхей пластины производится при постукивании по хвостовику 13 упора 11. 3 ил. ю (Л повернуто 2 J / / / / // со 4 СО 00 00 СП
А-А по6ерн1/то ti 1 3 Ю
IL/
р
| Резец | 1974 |
|
SU629006A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
