Изобретение относится к способам изготовления облицованных древесностружечных плит и может быть применено в деревообрабатывающей промышленности.
Цель изобретения - улучшение качества поверхности, повышение удельного сопротивления отрыву, снижение покоробленности и расширение ассортимента выпускаемой продукции
Способ осуществляют следующим образом.
На сформированный пакет в качестве клеевого слоя накладывают пленку на основе бумаги массой 20-130 г/м, пропитанную карбамидоформальдегидной смолой при содержании связующего 35- 40% и летучих 4-6%, затем накладывают декоратргоную облицовочную пленку, в качестве которой применяют бумагу массой 40-130 г/м с воздухопроницаемостью 500-1000 мл/мин, пропитанную карбамидоформальдегидной смолой при содержании связующего 35-45%. и летучих 2-3% или бумагу массой 80-1 60 г/м с воздухопроницаемостью 1000-1500 мл/ /мин, пропитанную карбамидоформальдегидной смолой с добавкой модификатора в количестве 10-30% при содержании связующего 35-45% и летучих 3- 5%, поверхность которой отделана лаком кислого отверждения, или бумагу массой 80-130 г/м, воздухопроницаемостью 500-650 мл/мин, пропитанную меламиноформальдегидной смолой при содержании связующего 57-60% и лету- прессуют плиту при 160
чих 4-6%,
200°С и давлении 1,8-2,5 МПа и выдержке в течение 6-10 мин, а облагораживание противоположной поверхности осуществляют пленкой на основе бумаги массой 80-130 г/м , воздухопроницаемостью 500-650 мл/мин, пропитанной меламиноформальдегидной смоло при содержании связующего 57-60%, летучих 4-6% или пленкой на основе бумаги массой 40-130 г/м с воздухо- проницаемостью 500-1000 мл/мин, про- питанной карбаминоформальдегидной смолой при содержании связующего 35- 45%, летучих 2-3%, или пленкой на основе бумаги массой 80-160 г/м с воздухопроницаемостью 1000-1500 мл /мин, пропитанной карбамидоформалъ- дегидной смолой с добавкой модификатора в количестве 10-30% при содержании связующего 35-45%, летучих 3-5%, поверхность которой отделана лаком кислотного отверждения. После чего
O
5
-5
0
0
осуществляют прессование при температуре плит пресса 160-200°С, давление. 1,5-1,8 МПа и выдержке 10-180 с.
Приме р 1. Пакет формируют из древесно-стружечной плить с осмолени- ем 10% облицовываемого наружного слоя, пленки-подслоя в качестве клеевого слоя, для чего применяют бумагу массой 20 г/м с содержанием связующего 10% и летучих 4%, затем укладывают декоративную пленку на основе бумаги массой 40 г/м с воздухопроницаемостью по Шопперу 500 мл/мин, пропитанную карбамидоформальдегидной смолой с содержанием связующего 35%, летучих 2%, после чего пакет прессуют при давлении 1,8 МПа, и выдержке в течение 6 мин. После кондиционирования и калибрования на необлицованную поверхность уклад)Шают пленку на основе бумаги массой 80 г/м с воздухопроницаемостью по Шопперу 500 мл/мин при содержании связующего 56% и летучих 4%, прессуют при давлении 1,5 МПа, 160 С и выдержке в течение 160 с.
П р и м е р 2. Технология формирования пакета аналогична примеру 1. Пакет набирают из стружечного ковра с осмолением 14% облицовываемого наружного слоя, пленки-подслоя на основе бумаги массой 80 г/м, пропитанной карбамидоформальдегидной смолой при содержании связующего 47%, летучих 4,5%, декоративной пленки на ос35 нове бумаги массой 80 г/м с воздухопроницаемостью по Шопперу 600 мл/мин, про питанн ой к арб а1 1идоформальде гиднбй смолой концентрацией 50% с содержанием связующего 40%, летучих 3% и
0 прессуют при давлении 1,9 МПа, 180 С и выдержке в течение 8 с. После калибрования набирают пакет из к-аждык двух плит облицованными сторонами друг к другу, с необлицованных сто5 рон укладывают пленку на основе бумаги массой 100 г/м -, воздухопроницаемостью 600 мл/мин, концентрацией 60% с содержанием связующего 60%.
П р и м е р 3. Пакет формируют
0 из древесно-стружечного ковра с осмолением 15% облицовываемого наружного слоя, пленки-подслоя на основе бумаги, пропитанной карабамидоформаль- дегидной смолой, массой 130 г/м с
5 содержанием связующего 50% и летучих 6%, декоративной пленки на основе бумаги массой 40 г/м с воздухопроницаемостью по Шопперу 650 мл/мин, пропитанной карбамидоформальдегидной
смолой с содержанием связующего 45%, летучих 2,5%, прессуют при давлении 2,2 МПа, 190 С и выдержке в течение 7 мин. После кондиционирования и калибрования набирают пакет из каждых двух плит облицованными сторонами друг к другу, а на необлицованные поверхности, укладывают пленку на основе бумаги массой 110 г/м с воздухопроницаемостью 650 мл/мин при содержании связующего 56% и летучих 6%, прессуют при давлении 1,7 МПа, 175 С и выдержке в течение 50 с.
П р и м е р 4. Пакет формируют из древесно-стружечного ковра с осмоле- нием 12% облицовываемого слоя, пленки-подслоя на основе бумаги, пропитанной карбамидоформальдегидной смолой, массой 40 г/м с содержанием связующего 45% и летучих 5%, декоративной пленки на основе бумаги массо 0 г/м с воздухопроницаемостью 1000 мл/мин, пропитанной карбамидоформальдегидной смолой с содержанием связующего 35%, летучих 3% и при содержании 10% модификатора при расходе лака кислотного отверждения 30 г/м прессуют при давлении 2,4 МПа и 160 в течение 7 мин. Облицовку противоположной стороны осуществляют пленко на основе бумаги массой 120 г/м с воздухопроницаемостью 540 мл/мин, пропитанной меламиноформальдегидной смолой, при содержании связующего 60%, летучих 5%, прессуют при давлении 1,7 МПа, 185°С в течение 30 с.
П р и м е р 5, Набирают пакет из стружечного ковра с осмолением 14% наружного слоя, пленки-подслоя на основе бумаги массой 80 г/м, пропитанной карбамидоформальдегидной смолой при содержании связующего 47% и
летучих 4,5%, декоративной пленки на 45 центрацией 60% при содержании свя- основе бумаги массой 100 г/м с воз- зующего 58%, летучих 5,5% и прессуют духопроницаемостью по Шопперу 1200мл/ при давлении 1,8 МПа, 180°С и вы- /мин, пропитанной карбамидоформаль- держке в течение 120 .с. дегидной смолой до содержания свя- П р и м е р 8. Пакет набирают из зующего 38% и летучих 4% с содержани- 50 стружечного ковра с осмолением 17%
ем модификатора 20% и расхода лака кислотного отверждения 50%, прессуют при давлении 2,5 МПа 175°С в течение 7j5 мин. На нерблицованную поверхнаружного облицовьгеаемого слоя, декоративной пленки на основе бумаги массой 130 г/м с воздухопроницаемостью по Шопперу 650 мл/мин, пропитанной
ность укладывают пленку декоративную 55 карбамидоформальдегидной смолой конна основе бумаги массой 100 г/м с воздухопроницаемостью 620 мл/мин, пропитанную меламиноформальдегидной смолой при содержании связующего.
центрацией 50% с содержанием связующего 43%, летучих 3%. Прессуют при давлении 2,1 МПа, 170°С и выдержке в течение 10 с. На небблицованные
36% и летучих 4,5%, прессуют при давлении 1,65 КПа и 195 С в течение 60с.
П р и м е р 6. Пакет набирают из стружечного ковра с осмолением 12% облицовываемого наружного слоя, пленки-подслоя на основе бумаги массой 40 г/м при содержании связующего 45%, летучих 5%, декоративной пленки на
основе бумаги массой 60 г/м с воздухопроницаемостью по Шопперу 550 мл/ /мин, пропитанной карбамидоформаль- дегидной смолой с содержанием связующего 37% и летучих 3%, прессуют при
давлении 2,0 МПа и 170°С в течение 10 мин, а после кондиционирования и калибрования набирают новый пакет облицованными сторонами друг к другу, с необлицованных сторон укладывают
пленку на основе бумаги массой 90 г/м с воздухопроницаемостью 550 мл/мин, пропитанную меламиноформальдегидной смолой при содержании связующего 58% и летучих 4,5%, прессуют при давлеНИИ 1,55 МПа и 170 с в течение 100 с. П р и м е р 7. Набирают пакет из стружечного ковра с осмолением 16% облицовываемого наружного слоя, декоративной пленки на основе бумагк массой 120 г/м с воздухопроницаемостью по Шопперу 650 мл/мин, пропитанной
карбамидоформальдегидной смолой концентрацией 48% с содержанием связующего 42% и летучих 2%. Сформированный
пакет подают в пресс и прессуют пр и давлении 2,4 МПа и 200 С в течение 9 мин. Затем плиты кондиционируют и калибруют, после чего набирают пакет из каждых двух плит облицованными
сторонами друг к другу. На необлицованные укладывают пленку на основе бумаги массой 120 г/м с воздухопроницаемостью 510 мл/мин, пропитанную
меламиноформальдегидной смолой конг
наружного облицовьгеаемого слоя, декоративной пленки на основе бумаги массой 130 г/м с воздухопроницаемостью по Шопперу 650 мл/мин, пропитанной
карбамидоформальдегидной смолой концентрацией 50% с содержанием связующего 43%, летучих 3%. Прессуют при давлении 2,1 МПа, 170°С и выдержке в течение 10 с. На небблицованные
стороны укладывают пленку на основе бумаги массой 130 г/м с воздухопроницаемостью 550 мл/м1-Шз пропитанную меламиноформальдегидной смолой при содержании связующего 60% и летучих 4% и прессуют при давлении 1,8 МПа, и выдержке в течение. 10 с.
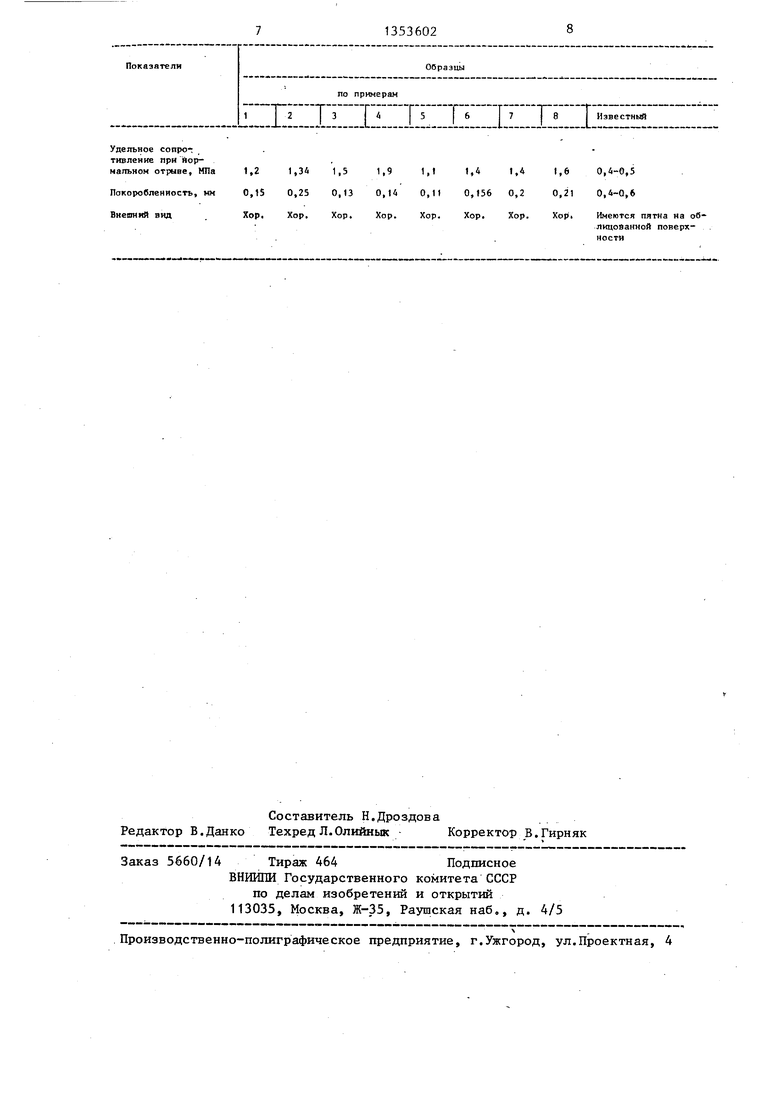
Показатели полученных по примерам 1-8 образцов приведены в таблице
Способ обеспечивает улучшение качества облицованной поверхности плит а использование в качестве облицовочного покрытия указанных пленок в предложенном сочетании обеспечивает широкий выбор отделочных покрытий, обеспечивающий значительное расшире- нйе ассортимента облицованных с двух сторон древесно-стружечных плит.
Снижение количестна модификатора менее 10% уменьшает эластичность пленки, а увеличение выше 30% - экономически нецелесообразно.
Указанные пленки с данньми характеристиками обеспечивают высокое удельное сопротивление отрыву и получение плит с низкой покоробленностью
Экономический эффект от внедрения предложенного способа составит 1э44 млн„ руб, при объеме 2 млн„ м.
Формула изобретения
Способ изготовления облицованных древесно-стружечных плит, включающий формирование пакета, нанесение на лицевую поверхность клеевого слоя и декоративной облицовочной пленки на ;основе пропитанной бумаги, прессова- ние, а также облагораживание противо роложной поверхности .путем нанесения покрытия и прессования, отличающийся тем, что, с целью улучшения качества поверхности, повышения удельного сопротивления отрыву снижения покоробленности и расщирени ассортимента выпускаемой продукции, йа сформированньй пакет в качестве
0
клеевого слоя накладывают пленку на основе бумаги массой 20-130 г/м , пропитанную карбамидоформальдегидной смолой при содержании связующего 35- 40% и летучих 4-6%, а в, качестве декоративной облицовочной пленки - бумагу массой 40-130 г/м с воздухопроницаемостью 500-1000 мл/мин, пропитанн.ую
карбамидоформальдегидной смолой при содержании связующего 35-45% и летучих 2-3%, или бумагу массой 80- 160 воздухопроницаемостью . 1000-1500 мл/мин, пропитанную карбаg мидоформальдегидной смолой с добавкой модификатора в количестве 10-30% при содержании связующего 35-45% и летучих 3-5%, поверхность которой отделана лаком кислого отверждения, или бумагу массой 80-130 г/м, воздухопроницаемостью 500-650 мл/мин, пропитанную меламиноформальдегидной смолой при содержании связующего 57-60% и летучих 4-6%5 прессуют плиту при
с температуре 160-200 С и давлении 1,8- 2,5 МПа и выдержке в течение 6-10 мин, а облагораживание противоположной поверхности осуществляют пленкой на основе бумаги массой 80-130 г/м возQ духопроницаемостью 500-650 мл/мин, пропитанной меламиноформальдегидной смолой при содержании связующего 57- 60%, летучих 4-6%, lum пленкой на основе бумаги массой 40-130 г/м с воздухопроницаемостью 500-1000 мл/мин, пропитанной карбамидоформальдегидной смолой при содержании связующего 35- 45%, летучих 2-3%, или пленкой на основе бумаги массой 80-160 г/м с воздухопроницаемостью 1000-1500 мл/ /мин, пропитанной карбамидоформальдегидной смолой с добавкой модификатора в количестве 10-30% при содержании связующего 35-45%, летучих 3-5%, поверхность которой отделана лаком кислого отверждения с последующим прессованием при температуре плит пресса 160-200°С, давлении 1,5- IjS МПа и выдержке 10-180 с.
5
0
5
1,21,34 1,51,91,11,41,4
0,15 0,25 0,13 0,14 0,11 0,136 0,2 Хор. Хор, Хор. Хор. Хор. Хор. Хор.
0,4-0,5
0,4-0,6
Имеются пятна на облицованной поверхности
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления облицованных древесностружечных плит | 1991 |
|
SU1819215A3 |
| Материал для изготовления пола | 1985 |
|
SU1271955A1 |
| Способ облицовки древесных плит | 1976 |
|
SU589138A1 |
| СПОСОБ ПОКРЫТИЯ ДРЕВЕСНОСТРУЖЕЧНОЙ ПЛИТЫ | 1995 |
|
RU2101167C1 |
| Способ изготовления древесной плиты | 1985 |
|
SU1289688A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2019619C1 |
| ДЕКОРИРУЮЩАЯ БУМАГА ДЛЯ ЛАМИНАТА | 2018 |
|
RU2719829C1 |
| Пресс-прокладка для ламинирования древесных плит | 1985 |
|
SU1407685A1 |
| БУМАГА-ОСНОВА ДЛЯ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ ДЛЯ ФОРМИРОВАНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ | 2008 |
|
RU2422574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО БУМАЖНО-СЛОИСТОГО ПЛАСТИКА | 2008 |
|
RU2383441C1 |
Изобретение относится к способам изготовления облицованных древесностружечных плит и может быть использовано в деревообрабатывающей промышленности. Цель изобретения - улучшение качества поверхности, повьшение удельного сопротивления отрыву, снижение покоробленности и расширение ассортимента выпускаемой продукции. При изготовлении облицованных древес- но-стружечных плит набирают пакет иэ) стружечного ковра с осмолением облицовываемого наружного слоя 10-13%, пленки подслоя на основе бумаги массой 20-130 г/м, пропитанной карба- мидоформальдегидной смолой, при содержании связующего 40-50% и летучих 4-6%, затем декоративной пленки на основе бумаги массой 40-130 г/м с воздухопроницаемостью по Шопперу 500- 650 мл/мин, пропитанной карбамидо- формальдегидной смолой концентрации 45-50% при содержании связующего 35- 45% и летучих 2-3%, пакет прессуют при 160-200°С, давлении 1,8-2,5 МПа и выдержке в течение 6-10 мин. После кондиционирования, калибрования набирают новый пакет из каждых двух плит облицованными сторонами друг к другу. С необлицованных сторон пакета укладывают пленку на основе бумаги массой 80-130 г/м, воздухопроницаемостью по Шопперу 500-650 мл/мин, пропитанную меламиноформальдегидной смолой концентрации 50-60% при содержании связующего 56-60% и летучих 4-6%, прессуют при помощи пресс-прокладок, давлении 1,5-1,8 МПа, температуре плит пресса 160-200 С и выдержке в течение 10-180 с. 1 табл.