1
Изобретение касается обработки металлов давлением и относится к устройствам для штамповки.
Цель изобретения - определение силы трения между пуансоном и деформируемой заготовкой в очаге деформации и в зоне протянутой части заготовки непрерывно на протяжении вытяжки.
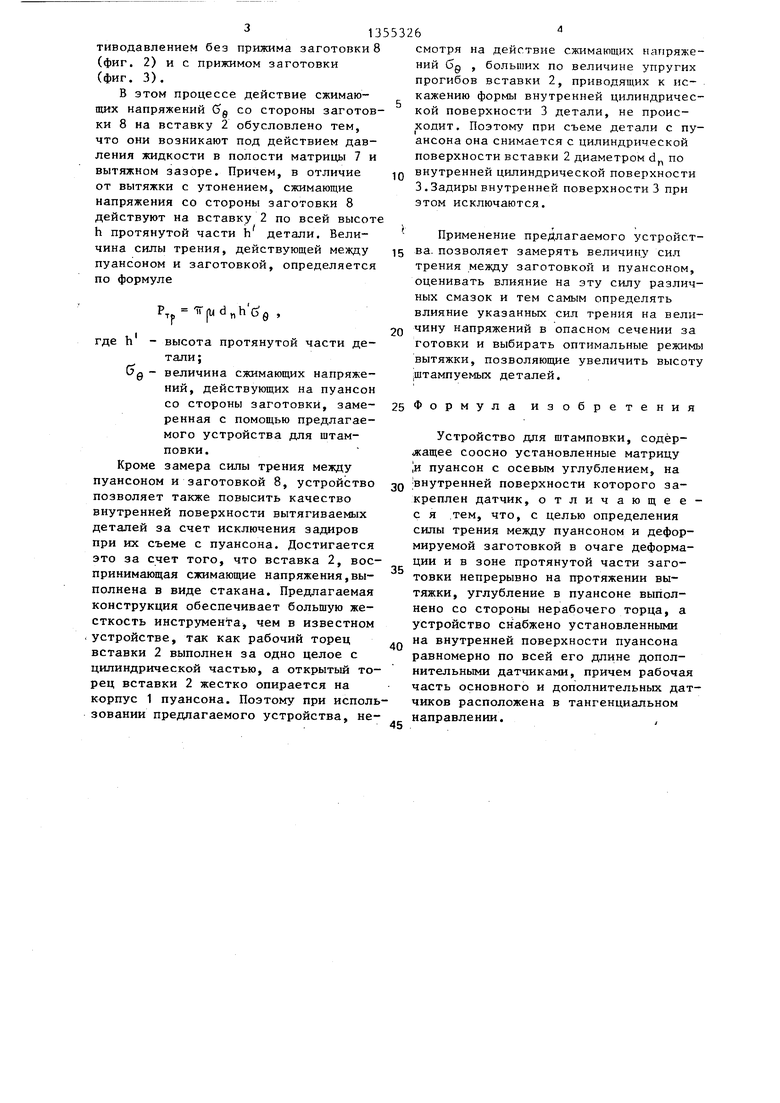
На фиг. 1 изображено предлагаемое устройство, общий вид, продольный разрез (используемое при вытяжке с принудительным утонением стенки); на фиг. 2 - то же (используемое при вытяжке с противодавлением без прижима) ; на фиг. 3 - то же (используемое при вытяжке с противодавлением с прижимом) .
Устройство содержит пуансон, состоящий из корпуса 1 и вставки 2,соединенной с корпусом, например, пос13
20 осциллограф. Величину сигнала с тен- .зорезисторов 4 осциллограф фиксирует непрерывно по ходу всего процесса вытяжки с утонением, так как тензорезисторы 4 установлены по всей
редством резьбы. Вставка 2 выполнена в виде стакана такой высоты Н, что заведомо превышает максимальную высо- 25 высоте вставки 2, а высота Н вставки ту готовой детали (не показано). На 2 заведомо превышает максимальную внутренней поверхности 3 вставки 2 высоту готовой заготовки 8. Это поз- жестко закреплены (например, приклеены клеем БФ-2 с наполнителем двуокисью титана в пропорции 1:1) датволяет известными способами по величине электрических сигналов опреде- 2Q лить сжимающие напряжения,действующие
чики, например тензорезисторы 4. Тензорезисторы 4 закреплены равномерно по всей высоте внутренней поверхности вставки 2 так, что их рабочая часть 5 расположена в тангенциальном направлении. Выводы тензорезисторов 4, протянуты через отверстие 6, выполненное в корпусе 1 пуансона, и соединены с регистрирующим прибором, например осциллографом (не показан). Устройство содержит также матрицу 7. Позицией 8 на чертежах обозначена деформируемая заготовка, а позицией 9 - очаг деформации.
Устройство работает следующим образом.
Полую заготовку 8, одетую на вставку 2 пуансона, протягивают через матрицу 7 под действием усилия вытяжки, прикладываемого к пуансону прессом (не показан).
В процессе вытяжки с принудительным утонением стенки (фиг. 1) усилие расходуется на формоизменение заготовки 8 в очаге 9 пластической деформации по высоте h и на создание усилия на донную часть деформируемой заготовки 8. За счет удлинения заготовки 8 при утонении она скользит
553262
вверх по вставке 2 в очаге 9 деформации.
Сжимающие напряжения б , действующие в очаге 9 пластической деформации, направлены по нормали к поверхности матрицы 7 и вставки 2. Они уравновеши1ваются растягивающими напряжениями в матрице 7 и сжимающими
1Q во вставке 2. Напряжение, действующее на вставку 2 со стороны заготовки 8, стремится сжать вставку 2. Сжа тие вставки 2 приводит к деформации ее в тангенциальном направлении.Это
15 сжатие фиксируют тензорезисторы 4. Чем больше величина напряжения (5д , тем на большую величину сжимается вставка 2, тем большую величину сигнала с тензорезистора 4 фиксирует
20 осциллограф. Величину сигнала с тен- .зорезисторов 4 осциллограф фиксирует непрерывно по ходу всего процесса вытяжки с утонением, так как тензорезисторы 4 установлены по всей
25 высоте вставки 2, а высота Н вставки 2 заведомо превышает максимальную высоту готовой заготовки 8. Это поз- высоте вставки 2, а высота Н вставки 2 заведомо превышает максимальную высоту готовой заготовки 8. Это поз-
воляет известными способами по величине электрических сигналов опреде- лить сжимающие напряжения,действующие
на вставку 2 со стороны заготовки 8, в любой момент вытяжки с утонением. Зная величину сжимающих напряжений , действующих на пуансон в очаге 9 пластической деформации, можно определить силу трения, действующую между пуансоном и заготовкой 8, по формуле
0
где
f
5
d h 0
5
p,p T(ud hCTe
коэффициент трения между материалами детали и пуансона (определяется по справочникам) ;
наружный диаметр пуансона; высота очага пластической деформации, примыкающего к пуансону (определяется из геометрии или непосредственным замером на вытянутом из- делии);
величина сжимающих напряжений, действующих на пуансон в очаге пластической деформации, замеренная с помощью предлагаемого устройства для штамповки.
Аналогично используется устройство для штамповки при вытяжке с про етнводавлением без прижима заготовки 8 (фиг. 2) и с прижимом заготовки (фиг. 3).
В этом процессе действие сжимающих напряжений бд со стороны заготовки 8 на вставку 2 обусловлено тем, что они возникают под действием давления жидкости в полости матрицы 7 и вытяжном зазоре. Причем, в отличие от вытяжки с утонением, сжимающие напряжения со стороны заготовки 8 действуют на вставку 2 по всей высоте h протянутой части h детали. Величина силы трения, действующей между пуансоном и заготовкой, определяется по формуле
Е тр Р „Ь бд
где h
высота протянутой части детали;
Q - величина сжимающих напряжений, действующих на пуансон со стороны заготовки, замеренная с помощью предлагаемого устройства для штамповки.
Кроме замера силы трения между пуансоном и заготовкой 8, устройство позволяет также повысить качество внутренней поверхности вытягиваемых деталей за счет исключения задиров при их съеме с пуансона. Достигается это за счет того, что вставка 2, воспринимающая сжимающие напряжения,выполнена в виде стакана. Предлагаемая конструкция обеспечивает большую жесткость инструмента, чем в известном устройстве, так как рабочий торец вставки 2 выполнен за одно целое с цилиндрической частью, а открытый тоец вставки 2 жестко опирается на корпус 1 пуансона. Поэтому при использовании предпагаемого устройства, не0
5
0
смотря на действие сжимающих напряжений (JQ , больших по величине упругих прогибов вставки 2, приводящих к искажению формы внутренней цилиндрической поверхности 3 детали, не происходит. Поэтому при съеме детали с пуансона она снимается с цилиндрической поверхности вставки 2 диаметром d по внутренней цилиндрической поверхности 3. Задиры внутренней поверхности 3 при этом исключаются.
Применение предлагаемого устройства, позволяет замерять величину сил трения между заготовкой и пуансоном, оценивать влияние на эту силу различных смазок и тем самым определять влияние указанных сил трения на величину напряжений в опасном сечении за готовки и выбирать оптимальные режимы вытяжки, позволяющие увеличить высоту .штампуемых деталей.
25 Формула изобретения
Устройство для щтамповки, содеращее соосно установленные матрицу , и пуансон с осевым углублением, на ;внутренней поверхности которого закреплен датчик, отличающее- с я .тем, что, с целью определения силы трения между пуансоном и деформируемой заготовкой в очаге деформации и в зоне протянутой части заготовки непрерывно на протяжении вытяжки, углубление в пуансоне выполнено со стороны нерабочего торца, а устройство снабжено установленными на внутренней поверхности пуансона равномерно по всей его длине дополнительными датчиками, причем рабочая часть основного и дополнительных датчиков расположена в тангенциальном направлении.,
/fOfilU/Urfft O
1
/f oc4uMieefla f y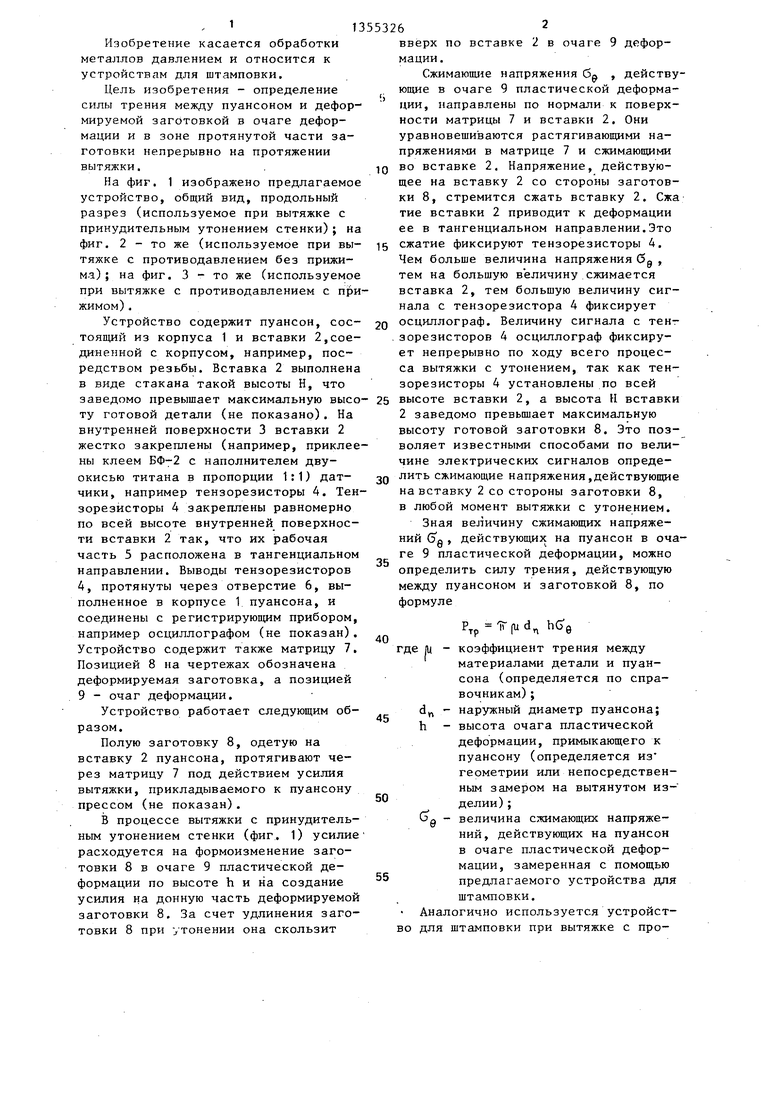
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки | 1988 |
|
SU1593739A1 |
| Штамп для вытяжки | 1987 |
|
SU1444032A1 |
| Устройство для штамповки | 1979 |
|
SU774693A1 |
| Устройство для штамповки | 1977 |
|
SU640786A1 |
| Способ глубокой вытяжки полых изделий | 1987 |
|
SU1433562A1 |
| Устройство для вытяжки с утонением | 1981 |
|
SU1009568A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| Устройство для защиты от шума, светового излучения и аэрозолей к горелкам для термической обработки | 1990 |
|
SU1771906A1 |
| Способ изготовления диска колеса легкового автомобиля | 1989 |
|
SU1794542A1 |
| Способ изготовления полых заготовок спЕРЕМЕННыМ пОпЕРЕчНыМ СЕчЕНиЕМ | 1979 |
|
SU835580A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении полых деталей из листового металла. Цель изобретения - увеличение высоты штампуемых деталей путем измерения силы трения между пуансоном и деталью. Сжимающие напряжения, действуюпще в процессе вытяжки на вставку 2 со стороны детали 8, стремятся сжать вставку 2. Это сжатие . фиксируют тензорезисторы 4, передающие электрические сигналы на осциллограф. По величине сжимающих напряжений можно определить силу трения, действующую между пуансоном и деталью 8. Вставка 2 пуансона выполнена в виде стакана, высота которого превышает высоту готовой детали 8. Тензорезисторы 4 установлены равномерно по всей высоте вставки. Рабочие части 5 тензорезисторов расположены в тангенциальном направлении. 3 ил. (Л со 01 ел со ND а
Составитель В. Муслимов Редактор Т. Парфенова Техред Л.Олийнык Корректор Г. Решетник
- Заказ 5740/10 Тираж 731, Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для штамповки | 1977 |
|
SU640786A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
