

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки | 1988 |
|
SU1593739A1 |
| Устройство для штамповки | 1986 |
|
SU1355326A1 |
| Устройство для штамповки | 1979 |
|
SU774693A1 |
| Способ глубокой вытяжки полых изделий | 1987 |
|
SU1433562A1 |
| Устройство для вытяжки с утонением | 1981 |
|
SU1009568A1 |
| Устройство для штамповки | 1977 |
|
SU640786A1 |
| Штамп для вытяжки | 1986 |
|
SU1456265A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ изготовления полых заготовок спЕРЕМЕННыМ пОпЕРЕчНыМ СЕчЕНиЕМ | 1979 |
|
SU835580A1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |



&0 fO
Изобретение касается обработки металлов давлением и относится к штампам для вытяжки,.
Цель изобретения - улучшение ус- с ловий эксплуатации штампа путем упрощения ориентации датчиков при их установке,
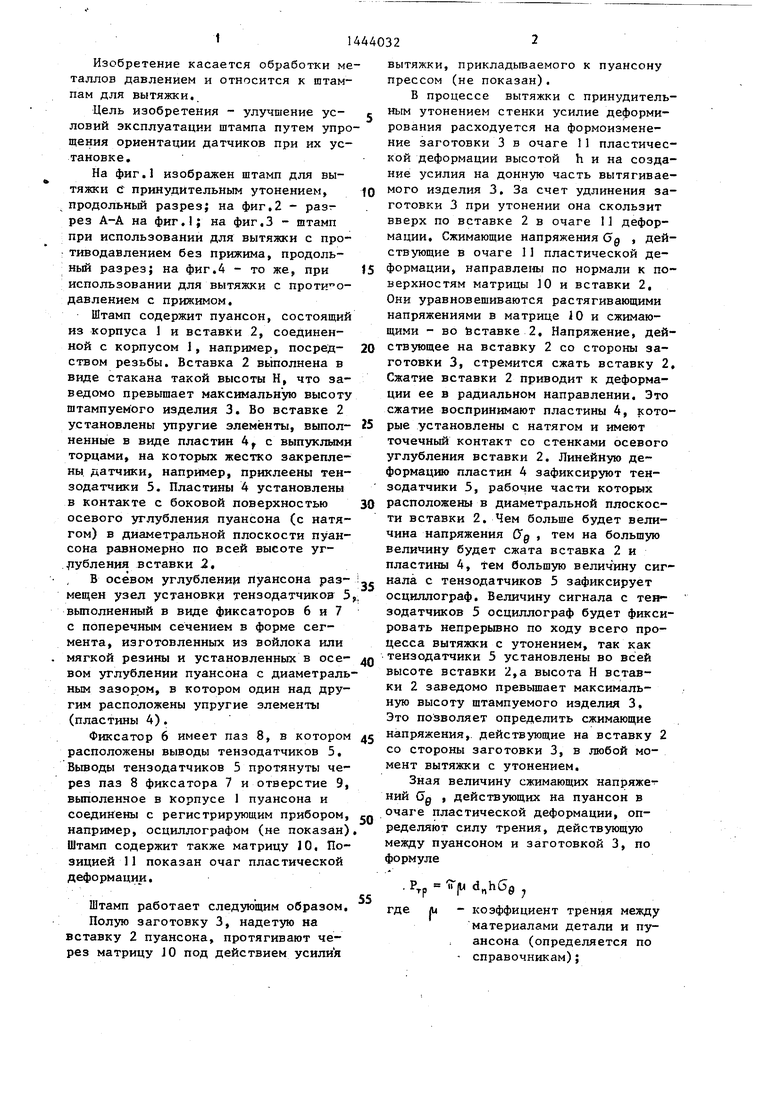
На фиг.I изображен штамп для вытяжки С принудительным утонением, fo продольный разрез; на фиг,2 - разрез А-А на фиг,1; на фиг,3 - штамп при использовании для вытяжки с про- : тиводавлением без прижима, продольный разрез; на фиг,4 - то же, при J5 использовании для вытяжки с проти о- давлением с прижимом.
Штамп содержит пуансон, состоящий из корпуса 1 и вставки 2, соединенной с корпусом 1, например, посред- 20 ством резьбы. Вставка 2 выполнена в виде стакана такой высоты Н, что заведомо превышает максимальную высоту штампуемого изделия 3. Во вставке 2 установлены упругие элементы, выпол- 25 ненные в виде пластин 4. с выпуклыми торцами, на которых жестко закреплены датчики, например, приклеены тен- зодатчики 5. Пластины 4 установлены в контакте с боковой ловерхностью 30 осевого углубления пуансона (с натягом) в диаметральной плоскости пуансона равномерно по всей высоте уг- тубления вставки 2,
, В осевом углублении Пуансона раз- U, мещен узел установки тензодатчиког 5,, выполненный в виде фиксаторов 6 и 7 с поперечным сечением в форме сегмента, изготовленных из войлока или мягкой резины и установленных в осе- Q BOM углублении пуансона с диаметральным зазором, в котором один над другим расположены упругие элементы (пластины 4).
Фиксатор 6 имеет паз 8, в котором дз расположены выводы тензодатчиков 5, Вьюоды тензодатчиков 5 протянуты через паз 8 фиксатора 7 и отверстие 9, вьтоленное в корпусе 1 пуансона и соединены с регистрирующим прибором, Q например, осциллографом (не показан), Штамп содержит также матрицу 10, Позицией 1 1 показан очаг пластической деформации.
Штамп работает следующим образом. Полую заготовку 3, надетую на вставку 2 пуансона, протягивают через матрицу JO под действием усили я
вытяжки, прикладьшаемого к пуансону прессом (не показан).
В процессе вытяжки с принудительным утонением стенки усилие де(})орми- рования расходуется на формоизменение заготовки 3 в очаге 11 пластической деформации высотой h и на создание усилия на донную часть вытягиваемого изделия 3, За счет удлинения заготовки 3 при утонении она скользит вверх по вставке 2 в очаге П деформации. Сжимающие напряжения Gg , действующие в очаге 1 пластической деформации, направлены по нормали к поверхностям матрицы 0 и вставки 2, Они уравновешиваются растягивающими напряжениями в матрице 10 и сжимающими - во йставке 2, Напряжение, действующее на вставку 2 со стороны заготовки 3, стремится сжать вставку 2, Сжатие вставки 2 приводит к деформации ее в радиальном направлении. Это сжатие воспринимают пластины 4, которые установлены с натягом и имеют точечный контакт со стенками осевого углубления вставки 2, Линейную деформацию пластин 4 зафиксируют тен- зодатчики 5, рабочие части которых расположены в диаметральной плоскости вставки 2, Чем больше будет величина напряжения ffg , тем на большую величину будет сжата вставка 2 и пластины 4, тем большую велич ину сигнала с тензодатчиков 5 зафиксирует осциллограф. Величину сигнала с тензодатчиков 5 осциллограф будет фиксировать непрерывно по ходу всего процесса вытяжки с утонением, так как тензодатчики 5 установлены во всей высоте вставки 2,а высота Н вставки 2 заведомо превьшает максимальную высоту штампуемого изделия 3, Это позволяет определить сжимающие напряжения,, действующие на вставку 2 со стороны заготовки 3, в любой момент вытяжки с утонением.
Зная величину сжимающих напряже- - НИИ Оа ) действующих на пуансон в очаге пластической деформации, определяют силу трения, действующую между пуансоном и заготовкой 3, по формуле
. Р,р -S-jU
где ju - коэффициент трения между материалами детали и пуансона (определяется по справочникам);
GTe наружный диаметр пунсона; высота очага пластической деформации, примъкающего к пуансону (определяется из геометрии или непосредственным замером на вытянутом изделии); величина сжимающих напряжений, действующих на пу- ансон в очаге пластической деформации, замеренная с помощью данного штампа. По величине сил трения между заготовкой 3 и пуансоном оценивают влия- кие на эту силу различных смазок, и, тем самым, определяют влияние указанных сил трения на величину напряжений в опасном сечении заготовки 3 и выбирают оптимальные режимы вытяжки, позволяющие увеличить высоту штампуе- мых деталей 3.
Аналогично щтамп используется для вытяжки г противодавлением без при жима заготовки (фиг.3) и с прижимом заготовки (фиг.4),
В этом случае действие сжимающих напряжений б а со стороны заготовки 3 на вставку 2 обусловлено тем, что они возникают под действием давления жидкости в полости матрицы и вытяжном зазоре. При этом, в отличие от вытядеки с утонением, сжимающие напряжения со стороны заготовки 3 действуют на вставку 2 по всей высоте I протянутой части изделия 3.
Сжимающие-напряжения (jg направлены по нормали к поверхности вставки 2. Они уравновешиваются сжимающи- ми напряжениями, действующими во вставке 2. Напряжения, действующие со стороны заготовки 3 на вставку 2, стремятся сжать последнюю по всей высоте h протянутой части изделия. При сжатии вставки 2 в пределах упругих деформаций уменьшается ее диаметр d, т.е. сжатие вставки 2 приводит к деформации ее в радиальном направлении. Радиальное сжатие вставки 2 преобразуется в линейную деформацию пластин 4. Эту .деформацию фиксируют тензодатчики 5, рабочие чати которых расположены в диаметральном направлении. Чем больше будет величина напряжения, тем на большую величину будет сжата вставка 2, тем больше будет деформация пластин А и величина сигнала с тензодатчиков S,
g 0 5 0 -
5
которую зафиксирует осциллограф. Надо отметить, что величину сигнала с тензодатчиков 5 осциллограф будет фиксировать непрерывно по ходу всего процесса вытяжки с противодавлением, так как тензодатчики 5 установлены по все высоте вставки 2, а высота Н вставки 2 заведомо превышает максимальную высоту штампуемого изделия 3. Это позволяет определить сжимающие напряжения, действующие на вставку 2 со стороны заготовки 3 в любой момент вытяжки с противодавлением в любой-, точке вставки 2, соприк-асающей- ся с протянутой на высоту h частью издел 1я 3.
Данный щтам позволяет определить величину сжимающих напряжений, действующих на пуансон при вытяжке с утонением и вытяжке с противодавлением.
При вытяжке с противодавлением величина силы трения, действующей между пуансоном и заготовкой, определяется по формуле
0
5
5
n 0
5
ITjU GQ 1 fUH d
где /u и d - те же величины, что
и в предыдущей формуле; h - высота протянутой час, ти изделия; Of) - величина сжимающих напряжений, действующих на пуансон со стороны заготовки, замеренная с помощью данного штамца. Так как при использовании данного штампа фиксируется только определенная величина сигнала с тензодатчиков 5, а не напряжения 15 и О , то для определения напряжений.по величине сигнала тензодатчиков 5 используются известные тарировочные устройства (не показаны).
Таким образом, использование данного штампа позволяет, по сравнению с известным, повысить качество информации о действии сжимающих напряжений со стороны заготовки, за счет исключения погрешностей установки тензодатчиков в осевое углубление пуансона.
Кроме того, данный штамп обладает хорошей ремонтопригодностью. В случае выхода из строя какого-либо тензодат- чика 5 замена его не вызывает трудг .ностей. Для замены тензодатчика 5 из вставки 2 необходимо вынуть фиксаторы 6 и 7, Затем последовательно выяимаются, например пинцетом пластины 4 с наклеенными тензодатчиками 5, После, выемки пластины 4 с поврежденным тензодатчиком 5 производится его замена. Переклейка тензодатчик.а 5 на пластине 5 с соблюдением всех технологических условий не вызывает трудностей,, Сборка штампа осуществляется в обратном порядке. Пласти- Ны 4 с наклеенными тензодатчиками 5 пинцетом уста:навливаются в осевое углубление вставки 2, Для предотвра- .щения поворота пластин 4, относительно своейГ горизонтальной оси, с обеих сторон устанавливаются фиксаторы 6 и 7. Таким образом, при выходе из строя одного тензодатчика 5 нет 1 необходимости производить замену всех тензодатчиков 5.
Наличие в данном штампе упругих : элементов, на которых закреплены датчики, и узла установки датчиков значительно упрощает ориентацию датчиков в радиальном направлении при их установке на пуансон, что по сравнению с известным штампом приводит к улучшению условий эксплуатации штам- па.
Кроме того, данный штамп позволяет повысить точность определения величины сил трения.между заготовкой и пуансоном, и более точно оценить влияние на эту силу различных смазок и тем самым определить влияние указанных сил трения на величину напряжений в опас ном сечении заготовки. Применение данного штампа позволяет быстро выбрать и применить оптимальную смазку, обеспечивающую значительную величину полезной силы трения между пуансоном и заготовкой и, в то же время, хорошие условия съема изделия с пуансона.
/{ oc(4UJ}JiozpaQ:)i/
Ю
Ц)иг, 1
фиг.2.
цзиг,3
фиг. 4
f( осциллографу/ 1
| Устройство для штамповки | 1986 |
|
SU1355326A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
