1
Изобретение относится к области обработки металлов давлением и касается, в частности, устройства для вытяжки с утонением, которое позволяет определять пластические деформации 5 заготовки.
В основном авт.св. № 640786 описано устройство для штамповки,содержащее матрицу и пуансон,имеющий со стороны рабочего торца углубление, в ко-10 тором размещен датчик, обеспечивающий замер.усилий в стенках протянутой части заготовки 11Это устройство позволяет замерить величину усилия, прикладываемого пу- 15
(РП.Ч.) ансоном к донной части изделия Однако при регистрации указанного усилия в начальный момент вытяжки при расположении зоны пластического деформирования против образующей уг- 20 лубления, на стенке которого закреплен датчик, величина регистрируемого усилия РП.Ч. получается искаженной вследствие упругой деформации стенок пуансона и при обработке результатов 25 исключается.
Исключить искажение замеряемого усилия РП.Ц, путем увеличения толщины стенок, ограничивающих углебление в пуансЬне, можно только лишь приме- 30
нением пуансонов сравнительно больших диаметров (более 50 мм), но и в этом случае требуется опытная проверка пуансона на жесткость стенок, ограничивающих углубление, так как их жесткость зависит от механических свойстй материала пуансона и протя.гиваемой заготовки, степени деформации заготовки, угла матрицы и т.п.
Исключить искажение замеряемого усилия при применении пуансонов малого диаметра (менее 30 мм) практически невозможно. Для того, чтобы получить .истинное значение Pfn особенно при протягивании заготовок малого диаметра, возникает необходимость в увеличении длины подготавливаемой под протягивание заготовки на величину протяженности углубления, выполненного на рабочем торце пуансона. Это, в свою очередь, приводит к увеличению трудоемкости получения исходных заготовок, повышению расхода металла, увеличению номенклатуры оснастки, применяющейся при изготовлении заготовок, используемых для исследования процесса вытяжки с преднамеренным утонением стенки.
Следует также отметить, что иэвестное устройство не позволяет определить усилие РПЦ при вытяжке изделий малого диаметра, имеющих высоту меньшую, чем протяженность углубления, выполненного на рабочем торце пуансона.
Целью изобретения является повышение точности замера усилий в стенках протянутой части заготовки.
Для этого датчик закреплен в углублении пуансона на меньшей ступени ступенчатой вставки, которой снабжен пуансон и большая ступень которой образует его рабочий торец, а меньшая входит с зазором в углубление.
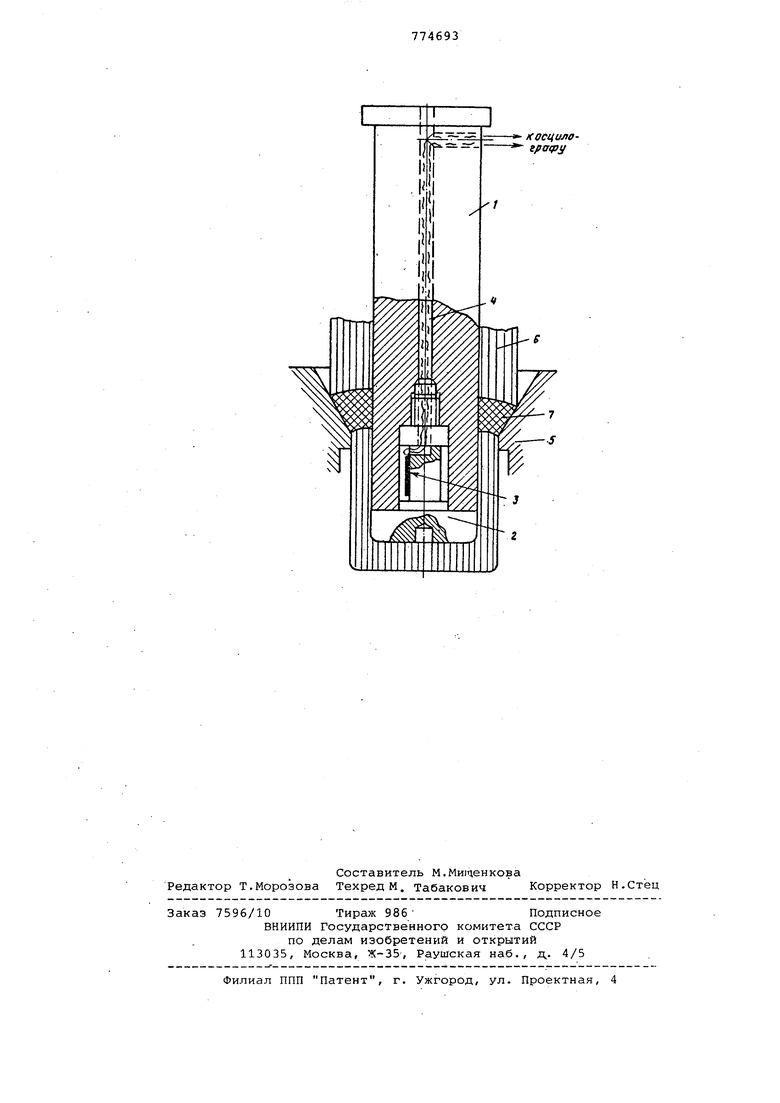
На чертеже изображено устройство для штамповки, разрез.
Устройство содержит пуансон, состоящий из корпуса 1 и ступенчатой вставки 2, помещенной, меньшей ступенью в полость , выполненную со стороны рабочего торца пуансона. На поверхности вставки 2 жестко закреплен например прикреплен клеем ВФ/2 с наполнителем двуокисью титана в пропорции 1:1, тензорезистор 3. Выводы тензорезистора 3, протянутые через отверстие 4, выполненное в корпусе пуансона 1 и вставке 2, соединены с регистрирующим прибором, например осциллографом. Устройство содержит также матрицу 5.
Устройство работает следующим образом.
Полуфабрикат 6, одетый на пуансон протягивают через матрицу 5 под действием общего усилия вытяжки, прикладааваемого к пуансону прессом.
В процессе вытяжки с принудительным утонением стенки усилие частично расходуется на формоизменение заготовки в очаге 7 пластической деформации и на создание усилия на донную часть вытягиваемого изделия. Усилие, приложенное к протянутой части, уравновешивают силы, вызванные действием растягивающих напряжений в стенках протянутой части изделия. Давлением РПЦ на кольцевую площадь протянутой части изделия определяют величину напряжений, возникающих в стенках протянутой части заготовки на любом этапе бытяжки.
Применение предложенного устройства при вытяжке с принудительным утонением стенки заготовки позволяет замерить величину усилия, приложенного к протянутой части изделия на е любом этапе вытяжки при протягивании заготовок сколь угодно малой или большей высоты. С помощью предложенного Устройства удается проследить силовые характеристики начального
этапа вытяжки при формировании стационарного очага пластической деформации и тем самым изучить факторы (угол матрицы, коэффициент утонения и т.п.), влияющие на величину напряжений, действующих в опасном сечении
5 (в радиусе перехода донной части в цилиндр) полуфабриката при его вытяжке Кроме того, устройство позволяет также снизить трудоемкость подготовки эксперимента при получении заготовок полуфабрикатов, так как позволяет использовать полуфабрикаты сколь угодно малой высоты.
Применение предложенного устройства при вытяжке с принудительным утонением стенки позволило быстро и точно выбрать технологические параметры процессаj угол матрицы, смазку и т.п. при изготовлении деталей, имеющих малую высоту, при обеспечении минимальных растягивающих напряжений, действующих в протянутой части изделия.
Формула изобретения
Устройство для шталтовки по авт.св. № 640786, отличающееся тем, что, с целью повышения точности замера усилий в стенках проТянутой части заготовки, датчик закреплен в углублении пуансона на меньшей ступени ступенчатой вставки, которой снабжен пуансон и большая ступень которой образует его рабочий торец, а меньшая входит с зазором в углубление.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 640786, кл. В 21 D 22/20, от 1977 (прототип).
косцилоefcrtpy

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки | 1977 |
|
SU640786A1 |
| Устройство для штамповки | 1986 |
|
SU1355326A1 |
| Штамп для вытяжки | 1988 |
|
SU1593739A1 |
| Устройство для вытяжки с утонением | 1981 |
|
SU1009568A1 |
| Штамп для вытяжки | 1987 |
|
SU1444032A1 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |