I
Изобретение относится к механической обработке металлов, в частности касается конструкции лепестковых кругов, и может быть использовано при шлифовании и полировании заготовок.
Целью изобретения является повышение качества обработки лепестковым кругом.
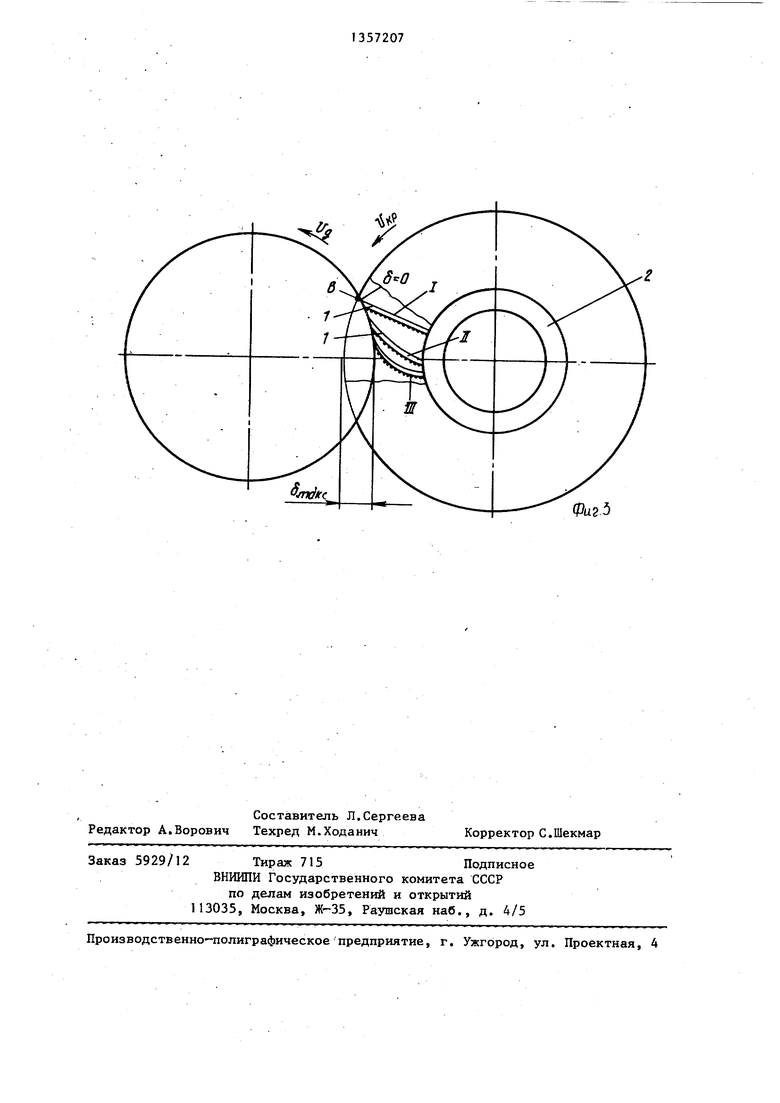
На фиг. 1 показан предлагаемый полировальный круг; на фиг. 2 - то же, после приработки; на фиг. 3 - схема деформации лепестка при перемещении по обрабатываемой поверхности.
Лепестки 1 закреплены на ступице 2 из эпоксидной смолы. Только изготовленный, не бывший в работе круг, ищеет прямолинейную образуюшую. Со стороны одного из торцов (участок а) лепестки импрегнированы эпоксидной композицией. Этот участок выбирается равным 1/3-1/2 пгарины рабочей части лепестка. На остальном участке б лепестки не импрегнированы.
В период приработки в связи с неравномерной жесткостью лепестков и, следовательно, неравномерной силой прижатия к обрабатываемой поверхности рабочая кромка лепестка принимает криволинейный профиль (фиг. 2). При работе в процессе перемещеь ия лепестка в зоне резания деформация егоS изменяется от нуля до 5,(, (фиг. З). В начальный момент (положение I) в контакт с деталью входит точка В лепестка как наиболее выступающая. При его перемещении в положение II зона б лепестка под действием сил резания оказывается отогнутой, а зона а под действием центробежных сил стремится сохранить радиальное положение. Изогнутым по всей ширине лепесток оказывается в зоне III. В результате описанного совместного действия изменяющихся сил резания и центробежных сил изгибание лепестков происходит не в плоскости, перпендикулярной оси вращения круга, а под углом к ней. При этом рабочая кромка каждого лепестка при перемещении в зоне резания постоянно изменяет свою кривизну. В связи с этим траектория
15
20
572072
контактирующих зерен проходит не в плоскостях, перпевдикулярных оси вращения круга, а наносимые ими риски пересекаются, что обеспечивает снижение высоты микронеровностей полируемой поверхности.
Пример. Для импрегнирования применяют состав, мае.ч.: эпоксидная
Q смола ЭД-20 100, дибутилфталат 40
и полиэтиленполиамин 15. Для пропитки собранный лепестковый круг помещают торцовой частью в ванну с эпоксидной композицией на 1/3-1/2 ширины лепестков.
Проведены сравнительные испытания импрегнированных и неимпрегнирован- ных лепестковых кругов ППбОО63- 305. Лепестки кругов изготовлены из шлифовальной водостойкой шкурки зернистостью 14А4. Обрабатьгоают хромированные . поверхности штоков 24 мм на станке ЗБ151, скорость круга м/с, 5макс 1.25 мм.
25 Каждый из кругов перед опытом в рабочем режиме подвергают приработке до приобретения устойчивой формы рабочей поверхности.
Результаты испытаний приведены в таблице.
Из приведенных данных видно, что при импрегнировании лепестков на глубину 1/5-1/4 ширины лепестков эффект импрегнирования незначителен. То же можно сказать и о кругах, импрегни-
35 рованных на 2/3 и полностью импрегни- рованных. Ощутимый эффект, выражаюпщй- ся в снижении высоты микронеровностей на 35-40%, достигается при полировании кругами, импрегнированными на глу
0 бину 1/3-1/2 ширины лепестков.
Формула изобретения
30
Лепестковый полировальный круг, на ступице которого радиально закреплены лепестки абразивной шкурки с импрегнатором, отличающи й- с я тем, что, с целью повьш1ения качества обработки, шкурка содержит им- прегнатор на одной из боковых сторон лепестка на глубину 1/3-1/2 ширины рабочей части лепестков.
3.13572074
Шероховатость поверхности Rg, мкм, при глубине импрегнирования иирины лепестков
0,4-0,35 0,38-0,34 0,38-0,33 0,28-0,22 0,25-0,19 0,32- 0,36-0,41
0,35

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| Лепестковый круг | 1980 |
|
SU867629A1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
| Лепестковый полировальный круг | 1984 |
|
SU1220768A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1511099A1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Торцовый полировальный круг | 1980 |
|
SU905039A1 |
| ЛЕПЕСТКОВЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2066620C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239542C1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ | 2003 |
|
RU2239541C1 |
Изобретение относится к механической обработке металлов, в частности касается конструкции лепестко- вьк кругов, и может быть использовано при шлифовании и полировании заготовок. Целью изобретения является повьшение качества обработки лепест- ковым кругом. Для этого с одного из торцов круга лепестки 1,закрепленные на ступице 2, импрёгнированы эпоксидной композицией (участок а). Участок а импрегнированйй , выбирается равным 1/3-1/2 ширины рабочей части лепестка. На остальном участке б лепестки не импрёгнированы. При обработке предложенным кругом рабочая кромка каждого лепестка при перемещении Б зоне резания постоянно изменяет свою кривизну. В связи с этим траектория контактирующих зерен проходит не в плоскостях, перпендикулярных оси вращения круга, а наносимые ими риски пересекаются, что обеспечивает снижение высоты микронеровно- стей полируемой поверхности. 3 ип., 1 табл. (Л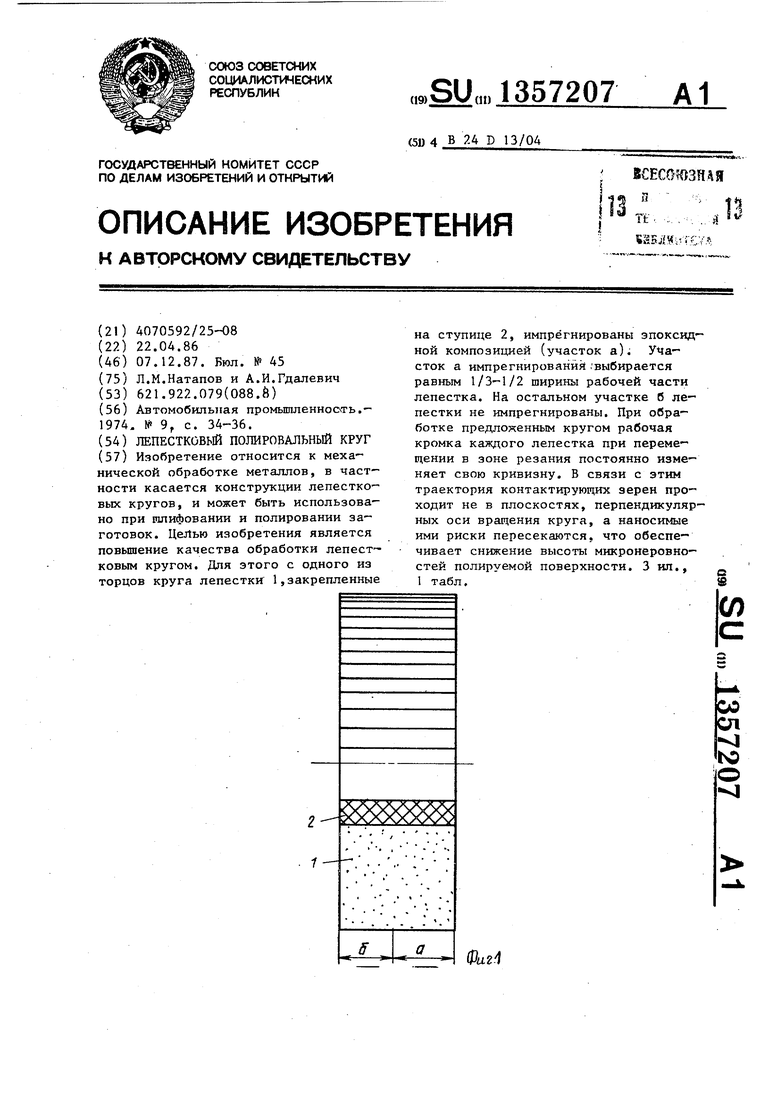
Фиг.г
ФигЗ
Составитель Л.Сергеева Редактор А.Ворович Техред М.Ходанич
5929/12
Тираж 715Подписное
ВНИКЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор С.Шекмар
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
