(54) ЛЕПЕСТКОВЫЙ КРУГ
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1986 |
|
SU1357207A1 |
| Лепестковый полировальный круг | 1982 |
|
SU1024252A1 |
| Лепестковый полировальный круг | 1981 |
|
SU965751A1 |
| Торцовый лепестковый круг | 1980 |
|
SU984853A1 |
| Торцовый полировальный круг | 1980 |
|
SU905039A1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ КРУГ | 1999 |
|
RU2151051C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2241591C1 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1992 |
|
RU2032525C1 |
| Лепестковый абразивный инструмент | 1987 |
|
SU1459911A1 |
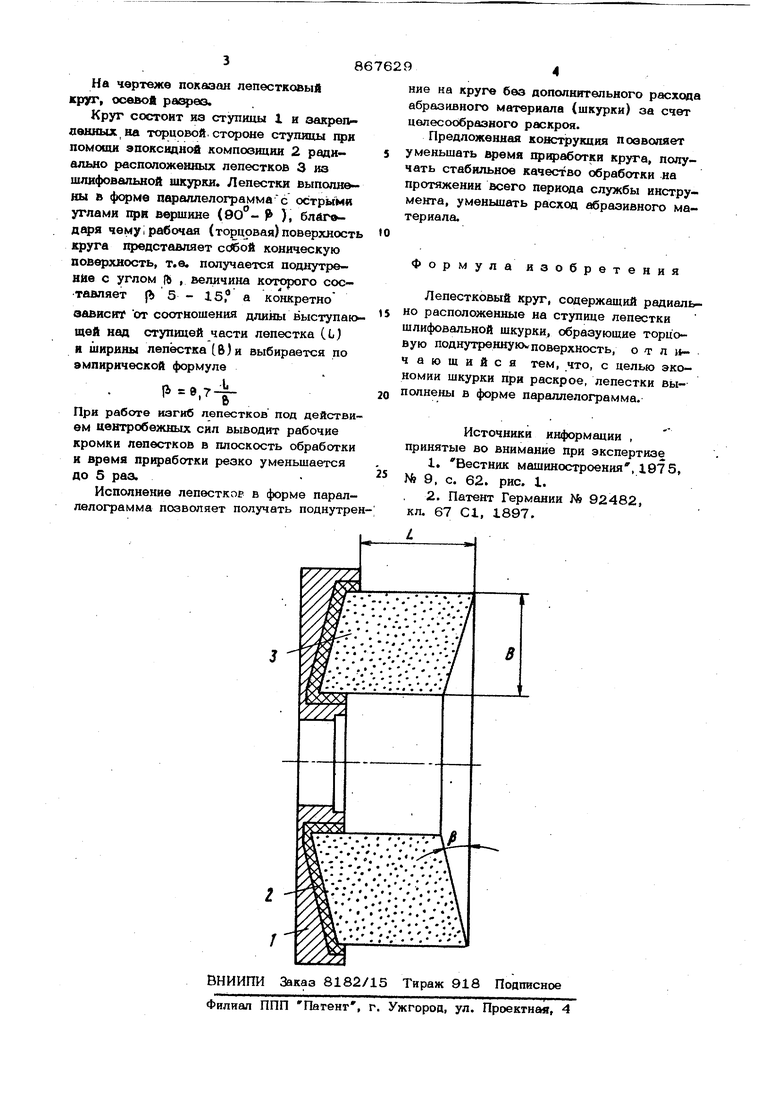
Изобретение относится к механической обработке металлов и касается конструкций лепестковых полировальных инструмен тов. Известны торцовые лепестковые круги которые содержат радиально расположенные на торце ступицы лепестки из Шлифовальной шкурки. В этих кругах рабочая (торцовая) поверхность круга выполнена плоской, перпендикулярна оси круга и образована лепестками, выполненными в форме прямоугольника ij Недостатки такого круга заключаются в том, что при вращении круга под дейст вием центробежных сил эластичные лепестки, изгибаясь, расходятся в радиальных направлениях, в результате чего участки лепестков ближе к центру круга в начальный период работы оказываются наиболее выступающими. Таким образом, в процессе приработки эти участки лепест ков изнашиваются более интенсивно, чем переферийные. Это удлиняет цикл приработки круга, ведет непосредственно к непроиавоаительному расходу шлифовальной щкурки. Известен также лепестковый полировальный круг, содержащий радиально расположенные на ступице лепестки, образующие торцовую поднутренную поверхность 2} Недостатком известного устройства является повышенный расход материала при раскрое лепестков иэ-за Их нерациональной формы. Цель изобретения экономия шкуркн при раскрое, лепестков. Для достижения поставленной цели лепестки выполнены в форме п аллелог рамма с углом поднутрения, равным 5 -15 и выб1фаемым /из соотношения Ь 8,7, где, L - длина выступающей под ступицей части лепестка; В) - ширина лепестка, причем лепестки вьшолнены в форме параллелограмма с острыми углами при вершинах, равными 9О°-6. На чертеже показан лепестковый круг, осевой ра)вз. Круг состоит иа ступицы 1 и закреп ав1Ш{ых,на торцовой,стороне стушщы при помощи эпоксидной композиции 2 ради- ально расположенных лепестков 3 из шлифовальной шкурки. Лепестки выполнены в форме параллелограммас острыми углами при вершине (90 - f ), благодаря чему; рабочая (торцовая)поверхност круга представляет коническую поверхность, т.е. получается поднутрение с углом (U , величина которого составляет fb 5 - 15, а конкретно зависит от соотношения длины выступак щей над ступицей части лепестка (L) и ширины лепестка (В) и выбирается по эмпирической формуле .7-|При работе нагиб лепестков под действи ем центробежных сил выводит рабочие кромки лепестков в плоскость обработки и время приработки резко уменьшается до 5 раа Исполнение лепестков в форме парал лелограмма позволяет получать поднутр ние на круге без дополнительного расхода абразивного материала (шкурки) за счет целесообразного раскроя. Предложенная конструкция позволяет уменьшать время пр1фаботки круга, получать стабильное качество обработки на протяжении всего периода службы инструмента, уменьшать расход абразивного материала. Формула изобретения Лепестковый круг, содержаший радиально расположенные на ступице лепестки шлифовальной шкурки, образующие торцовую поднутреннукк-поверхность, о т л jjчаюшийся тем, что, с целью экономии шкурки при раскрое, лепестки выполнены в форме параллелограмма. Источники информации , принятые во внимание при экспертизе 1.Вестник машиностроения, 1975, № 9, с. 62. рис. I. 2.Патент Германии № 92482, кл. 67 С1, 1897.
