(Л
-f
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1986 |
|
SU1357207A1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| Лепестковый круг | 1986 |
|
SU1430242A1 |
| Лепестковый абразивный круг | 1986 |
|
SU1421509A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
Изобретение относится к механообработке, а именно к конструкциям лепестковых кругов. Целью изобретения является повышение качества обработки фасонных поверхностей. Лепестковый полировальный круг содержит пакеты лепестков 1. Лепестки 1 расположены в плоскостях, перпендикулярных оси круга, и закреплены на ступице 2 из эпоксидной композиции. Каждый пакет состоит из нескольких групп лепестков, образующих криволинейный рабочий профиль круга вдоль оси. Количество групп и их ширина (каждой группы) равны соответственно количеству и ширине разнонаправленных относительно оси круга участков криволинейного профиля. Абразивные поверхности лепестков в каждой группе обращены в сторону меньшего диаметра круга на этом участке. В результате такой комбинации лепестков возможно качественное полирование фасонных поверхностей деталей машин. 3 ил.
со со
Фиг.г
Изобретение относится к механообработке и может быть использовано при полировании фасонных поверхностей.
Целью изобретения является повышение качества обработки.
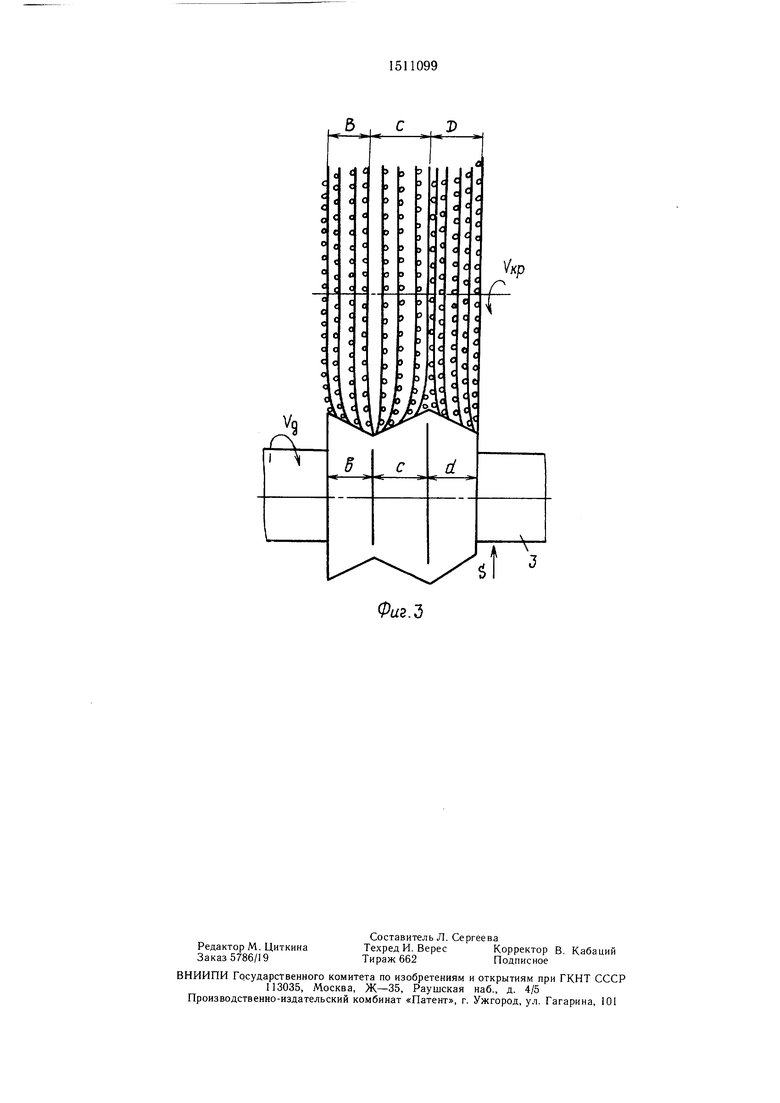
На фиг. 1 показан лепестковый круг; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема обработки фасонной поверхности предлагаемым кругом.
Круг состоит из пакетов лепестков 1, расположенных в плоскостях, перпендику- лярных оси круга и закрепленных на ступице 2 из эпоксидной композиции. Каждый пакет состоит из нескольких групп лепестков, образующих криволинейную рабочую поверхность вдоль оси круга. Коли- чество групп и их ширина (каждой группы) равны соответственно количеству и ширине разнонаправленных относительно оси круга участков криволинейного профиля рабочей повехности круга. Абразивные поверхности лепестков в каждой группе об- ращены в сторону меньшего диаметра круга на этом участке.
Круг работает следующим образом.
На рабочей скорости вращения круг подводится до контакта с заготовкой 3, а затем подается дополнительно по лимбу винта поперечного перемещения шлифовальной бабки станка на величину необходимой для полирования деформации. В процессе обработки группами В пакетов лепестков полируется участок b обрабатываемой заготовки; группами лепестков «С - участок с, группами D - участок d.
Пример. Был изготовлен фасонный лепестковый круг 300 мм зернистостью 14А8 и образец из стали 15Х (HRC 56-62) с конфигурацией, аналогичной приведенной на фиг. 3. Испытания проводили на станке ЗБ12 при Vrp 35 м/с, V, 20 м/мин. Деформация лепестков ,8 мм.
Образцы имели исходную шероховатость поверхности ,8-2,5 мкм, после обработки в течение 1,5 мин шероховатость криволинейной поверхности образца была ,9- 1,2 мкм.
Формула изобретения
Лепестковый полировальный круг,на ступице которого закреплены лепестки абразивной шкурки из условия образования криволинейного профиля рабочей поверхности вдоль оси круга, при этом абразивные поверхности лепестков расположены в плоскостях, перпендикулярных оси круга, отличающийся тем, что, с целью повышения качества обработки фасонных поверхностей лепестки расположены группами, количество которых равно количеству разнонаправленных участков криволинейного профиля круга, а ширина каждой из групп лепестков равна ширине разнонаправленного участка криволинейного профиля, при этом абразивные поверхности лепестков в каждой группе обращены в сторону меньшего диаметра круга на этом участке.
А
Vxp
Фиг.:5
| Вододействующий затвор | 2020 |
|
RU2743585C1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
