1
Изобретение относится к области электрометаллургии, конкретнее к процессам производства стали в дуговых сталеплавильных печах.
Цель изобретения - повьпаение производительности печи и стойкости футеровки.
На-фиг. 1 и 2 показаны параметры ведения плавки в дуговой электропечи предлагаемым и известным способами.
Согласно результатам исследований развернутая длина статора перемеши вающего устройства 3. и диаметр зер- : кала ванны жидкого металла D связаны соотношением
1с 1 Чм1357433У,.
ремешиванияо Развернутая длина статора УЭМП ,6 м.
В таблице приведены параметры ванны жидкого металла при изменении ее диаметра.
о
Как видно из таблицы, повышение производительности печи может быть достигнуто гри включении УЭМП после
10 расплавления, как минимумj 15 т металла, Перемеяшвающее устройство при )дУ1(, будет работать в нерациональном режиме. При з- еличении ,8 резко возрастает количество
15 металла, которое необходимо расплавить перед включением перемешивающего устройства. При увеличении /Ij, от 0,7 до 0,8 масса металла воз- , растает на 10 т, от 0,7 до 0,9 уже на 60 т или в 6 pas. Поэтому для включения УЭЖ необходимо расплавить в данном случае 15-25 т металла« -в Масса расплавленног о металла зависит от насыпной плотности шихты.
Для ДСП-200 высота металла в период рафинирования Н,, 1,35 м, а скорость движения металла до достижения, например, перепада температуры
20
25
Для осуществления предлагаемого способа ведения плавки включение уст- р.ойства электромагнитного перемешивания (УЭМП) должно осутдествляться при образовании ванны жидкого металла диаметром 0,7-0,8 длины перемеши- ва ощего устройства, При соотношении 1)..0,7 УЭ№1 будет работать в нерациональном режиме и неустойчиво, что приведет к производительности печи. При ,81 увеличива- ,
ется время плавления металла до вклю- должна быть равной v :0,8-0„ 9 м/с чения перемешивающего устройства и, снижения перепада температуры по
глубине не более Уд.должна быть увеличена до 1,0 м/с Соответственно, для обеспб;чения перепада температуры по глубине не более начальная скорость движения в период плавления должна
по всей глубине ванны не более 10 С
1/
следовательно 5 снижается производительность печи.
Скорость перемешивания определяется степенью неоднородности ванны Ж1-ЩКОГО металла по химическому составу и температуре. Поскольку основной источник энергии - электрические дуги - расположен на поверхности ванны, это вызывает большую неоднородность жидкого металла по температуре по глубине ванны, которая с увеличением глубины будет расти. Учитывая непрерывное увеличение глубины ванны жидкого металла от начального значения в момент включения до достижения максимального значения в конце периода плавления, скорость перемешивания необходимо увеличивать прямо пропорционально глубине жидкого металла. Максимальное значение, скорости перемешивания в конце периода плавления соответствует скорости перемешивания в период рафинирования, поскольку глубина жидкого металла в эти периоды примерно одинакова..
Пример, Плавку ведут в дуговой сталеплавильной печи, оборудованной устройством электромагнитного пе-
35
э°С
40
при ,0,7;
0,15 м/с; при ,-0,8;
0, 18 м/с; при D,/l,0,9; 45 гО 52 м/с.
V Y Л .,но:1| Vw.pacp.
-V м.нач, .
.0.4
M.MCS4. .М.. р
иач
paf 0,8
HQrU рПф
V. нсяи
paf
50
55
затем скорость движения металла увеличивают прямо пропорционально глубине металла до значения ., .pqm, 1,0 м/с.
Опытными исследованиями на про- мыишенной печи ДСП-25 установлено, что с повьЕчением осорости движения металла от O.I до 0,4 м/с скорость износа футеровки подины не превьш1ает критического значения и составляет менее 0,5% MgO/мин по изменению содержания MgO в шкале.
Увеличение скорости всего на 0,1 м/с - от 0,4 до 0,5 м/с приводит
должна быть равной v :0,8-0„ 9 м/с снижения перепада температуры по
по всей глубине ванны не более 10 С
1/
глубине не более Уд.должна быть увеличена до 1,0 м/с Соответственно, для обеспб;чения перепада температуры по глубине не более начальная скорость движения в период плавления должна
35
э°С
0
при ,0,7;
0,15 м/с; при ,-0,8;
0, 18 м/с; при D,/l,0,9; 5 гО 52 м/с.
V Y Л .,но:1| Vw.pacp.
-V м.нач, .
.0.4
M.MCS4. .М.. р
иач
paf 0,8
HQrU рПф
V. нсяи
paf
0
5
затем скорость движения металла увеличивают прямо пропорционально глубине металла до значения ., .pqm, 1,0 м/с.
Опытными исследованиями на про- мыишенной печи ДСП-25 установлено, что с повьЕчением осорости движения металла от O.I до 0,4 м/с скорость износа футеровки подины не превьш1ает критического значения и составляет менее 0,5% MgO/мин по изменению содержания MgO в шкале.
Увеличение скорости всего на 0,1 м/с - от 0,4 до 0,5 м/с приводит
к резкому повьшению износа футеров-- ки - в 5 раз, до 2,5% MgO/мин.
Для -печи ДСП-25 необходимая скорость движения металла в период рафинирования составляет 0,5 м/с. Согласно предлагаемому способу в период плавления движение металла начинают со скоростью 0,1 м/с и увеличивают прямо пропорционально глубине металла до 0,5 м/с (фиг. 1, график 1).
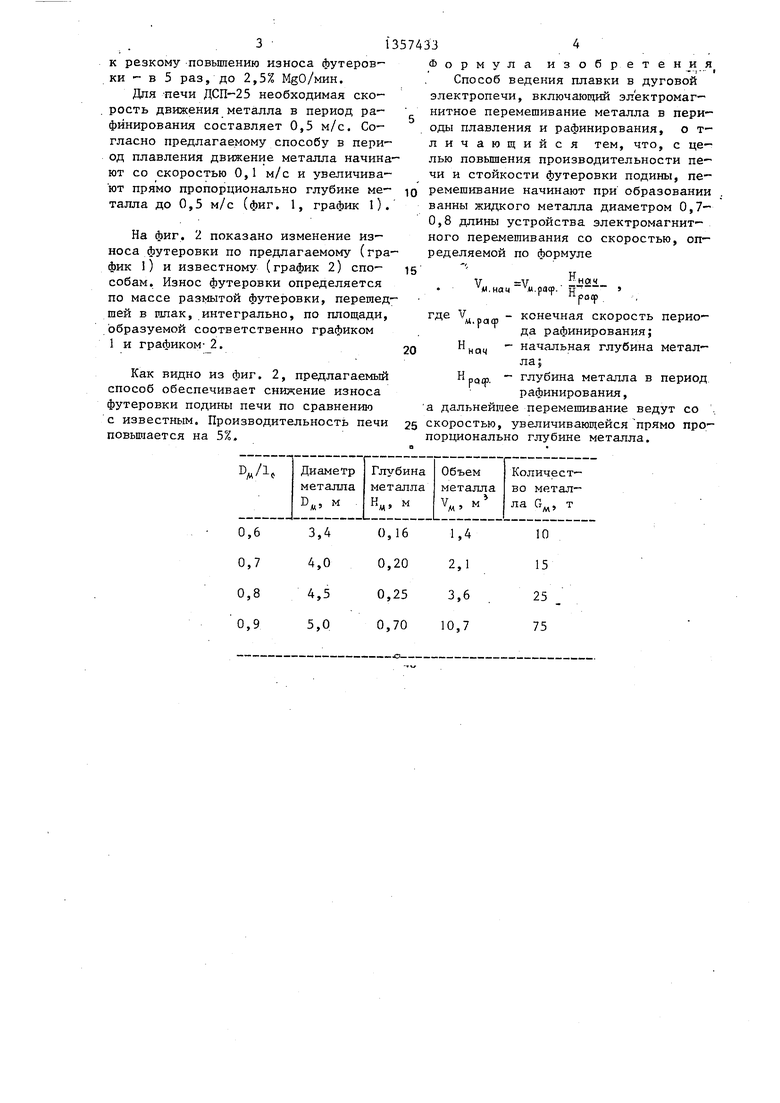
На фиг. 2 показано изменение износа футеровки по предлагаемому (график 1) и известному (график 2) способам. Износ футеровки определяется по массе размытой футеровки, перешедшей в шлак, интегрально, по площади, образуемой соответственно графиком 1 и графиком- 2.
Как видно из фиг. 2, предлагаемый способ обеспечивает снижение износа футеровки подины печи по сравнению с известным. Производительность печи повьш1ается на 5%.
3,4 4,0 4,5 5,0
Формула изобретен Д..я,
Способ ведения плавки в дуговой электропечи, включающий электромагнитное перемешивание металла в периоды плавления и рафинирования, о т- личающийся тем, что, с целью повышения производительности печи и стойкости футеровки подины, перемешивание начинают при образовании ванны жидкого металла диаметром 0,7- 0,8 длины устройства электромагнитного перемешивания со скоростью, определяемой по формуле
15
V V . -iJ21. |М,нач M.facf. и
-роср
где V
м.раф
конечная скорость периода рафинирования; начальная глубина металла;
глубина металла в период рафинирования, а дальнейшее перемешивание ведут со , скоростью, увеличивающейся прямо пропорционально глубине металла.
Н
Н
нач
pqrp.
1,4
2,1 3,6 10,7
10 15 25 75
дкпюцение по u aBecniHOAiy
поcnocQ6i/
пр&дтгаймому способу
t
I
6
I
-2 -2,0
-f.O
. 1
-ESXSSSSSSC
Время, Т : fpug.f
Редактор Н.Егорова
Составитель И.Чепикова Техред М.Дидык
5968/23
Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно -полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Время, .2 .
Г
Корректор А.Тяско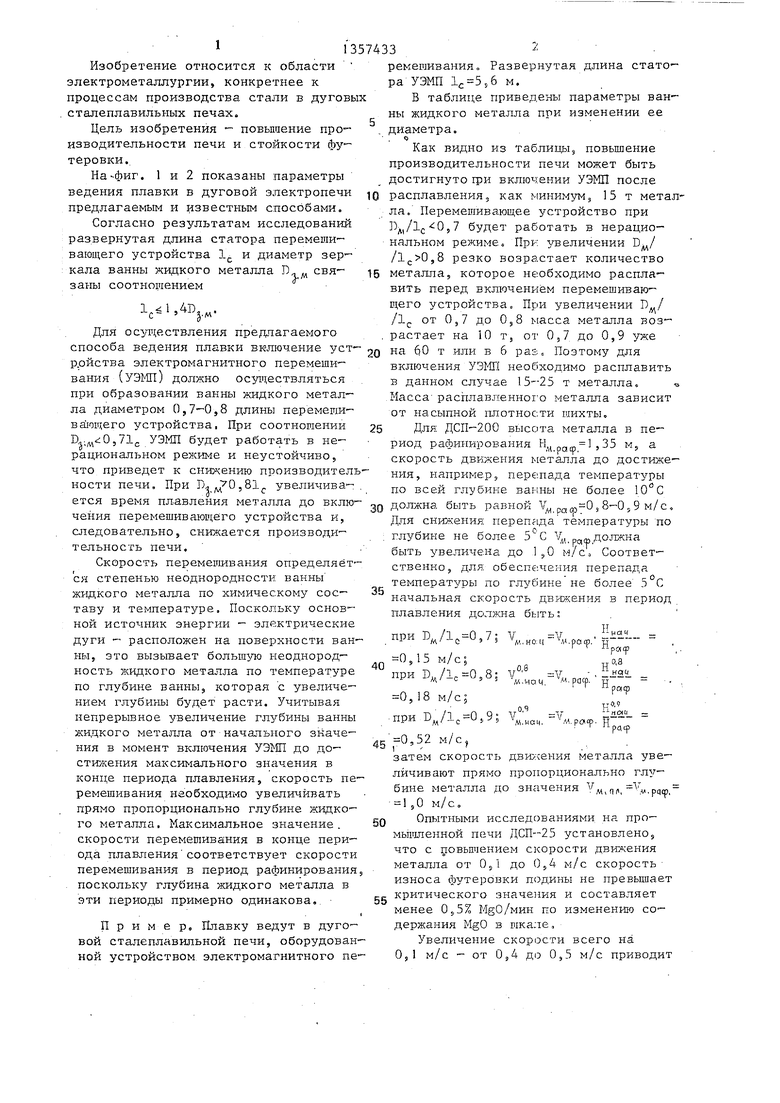
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2008 |
|
RU2393235C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2012 |
|
RU2493263C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2016 |
|
RU2645170C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ ИЗ МЕТАЛЛОЛОМА В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2021 |
|
RU2770657C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2010 |
|
RU2430973C1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| Способ производства углеродистых и низколегированных сталей в стотонных дуговых печах | 1989 |
|
SU1708868A1 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ В ДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА | 2005 |
|
RU2293268C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ И СПЛАВОВ | 1989 |
|
RU1716790C |
| Шлакообразующая смесь | 2024 |
|
RU2838609C1 |
Изобретение относится к электро- металлу14гии, конкретно к процессам производства стали в дуговых сталеплавильных печах. Целью изобретения является повьшение производительности печи и стойкости футеровки подины. Устройство для электромагнитного перемешивания включают при образовании ванны жидкого металла диаметром 0,7 0,8 длины устройства электромагнит- ного перемешивания металла и перемешивание ведут со скоростью, увеличивающейся прямо пропорционально глубине металла. Производительность печи повышается на 5%. 2 ил., 1 табл. (О со ел со со
| Способ ведения плавки | 1980 |
|
SU935533A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Тир Л.Л., Столов М.Я | |||
| Электромагнитные устройства для управления цир- |Куляцией расплава в электропечах- | |||
| М.: Металлургия, 1975, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
