10
20
30
Изобретение относится к устройствам для группирования определенного количества штучных изделий и подачи их, например, на упаковку и может быть использовано на предприятиях пищевой, химической, фармацевтической и других отраслей промьшшенности
Цель изобретения - повышение производительности и надежности работы устройства за счет совмещения во вре-, мани операций подачи, нормирования вертикального ряда, группирования изделий друг на друге и выгрузки сформированной стопы, а также повьш1е-1 ние жесткости всей конструкции и исключение инерционных колебаний при повторяющихся шаговых перемещениях.
На фиг. 1 показано устройство для набора штучных изделий в стопу, разрез J на фиг. 2 - то же, вид в плане с частичным вырезом , на фиг. 3 - разрез А-А на фиг. 2.
Устройство для набора штучных изделий в стопу содержит многоручьевой подающий лоток 1, снабженный заслонкой 2 для регулирования количества изделий в стопе, накопитель с приводом (не показан), состоящий из приемного и формирующего блоков. Приемный блок выполнен в виде закрепленных на вертикальном валу 3 с возможностью вращения параллельных дисков 4 с подпружиненными направляющими 5, каждый из которых расположен на уровне соответствующего ручья подающего лотка 1.
Формирующий блок включает вертикальный цилиндрический корпус 6 с окном для захода дисков 4 приемного блока. На внутренней поверхности корпуса поярусно закреплены в плоскостях соответствующих дисков 4 приемного блока полки 7 .в виде незамкнутых колец, длина которых увеличивается на равную величину поярусно сверху вниз и равна длине шага звездочки 8 умноженной на число п-1, где ti - количество изделий 9, находящихся над полкой и сгруппированных в вертикальный ряд.
На уровне выходного конца нижней полки в боковой поверхности корпуса 6 выполнено окно для выгрузки стоп с заслонкой 10. Внутри корпуса 6 между полками 7 поярусно закреплены на пустотелом вертикальном валу 11с возможностью периодического поворота посредством мальтийского механизма
1359208.2
12 звездочки 8 для формирования и перемещения стоп изделий 9. Мальтийский механизм 12 получает движение от пары шестерен 13 и муфты 14.
Устройство работает следующим образом.
Изделия 9 подаются по многоручьевому лотку 1 механизмом подачи (не показан) или сплошными потоками по ручьям на параллельные, непрерывно вращающиеся диски 4 приемного блока. Далее, по каналам, образованным направляющими 5 и внутренней обечайкой 15 дисков, изделия попядают в карманы паза с(, где образуют сгруппированный вертикальный ряд. Карман - это ячейка, образованная соседними дисками приемного блока и поверхностью фигурного выреза звездочки 8.
Если вертикальньй ряд полный, - т.е. карманы приемного блока заполнены изделиями 9, то по сигналу датчика и исполнительного механизма (не 25 показаны) включается муфта 14, которая при помощи мальтийского механизма 12 поворачивает формирующий блок на один шаг звездочки. Изделия 9. из положения паза а зубьями звездочек 8 перемещаются в положение паза fc на параллельные полки 7. Так как для верхнего изделия 9 конструкцией полка 7 не предусмотрена, то оно ложится непосредственно на нижерасположенное, т.е. при первом повороте формирующего блока на один шаг в положении паза b сгруппированы друг на друга лишь два верхних изделия - остальные разделены друг от друга полками 7.
35
40
45
50
55
При повторном заполнении изделиями 9 карманов паза а по -сигналу датчика повторно срабатывает мальтийский механизм 12 и поворачивает формирующий блок на следующий шаг. Те изделия 9, которые были в положении паза Ь, перемещаются в положение паза с, а два раннее сгруппированных верхних изделия, так как полка под ними заканчивается, ложатся непосредственно на третье, нижерасположенное изделие. В данном вертикальном ряду паза с .находятся три сгруппированньпс изделия, все же остальные разъединены и находятся друг над другом на полках 7. Этим же повотором блока в положение паза Ъ перемещаются изделия из карманов паза а, причем два
5
0
5
При повторном заполнении изделиями 9 карманов паза а по -сигналу датчика повторно срабатывает мальтийский механизм 12 и поворачивает формирующий блок на следующий шаг. Те изделия 9, которые были в положении паза Ь, перемещаются в положение паза с, а два раннее сгруппированных верхних изделия, так как полка под ними заканчивается, ложатся непосредственно на третье, нижерасположенное изделие. В данном вертикальном ряду паза с .находятся три сгруппированньпс изделия, все же остальные разъединены и находятся друг над другом на полках 7. Этим же повотором блока в положение паза Ъ перемещаются изделия из карманов паза а, причем два
верхних изделия оказываются сгруппированными.
Группирование указанной стопки при дальнейшем перемещении вертикаль него ряда изделий в положения пазов d, е продолжается в аналогичном порядке. Когда стопка изделий окажется в положении паза f-, она будет полностью сгруппирована. При очередном повороте формирующего блока готовая стопка изделий перемещается в положение паза h, откуда идет на упаковку.
В зависимости от способа упаковки выгрузка сформированных стоп возмож- на в трех направлениях: как через окно, предусмотренное в корпусе 6, так и по оси паза h - вверх или вниз
При подаче изделий сплошными потоками по многоручьевому лотку 1 и , ручьям подпружиненная направляющая 5 выравнивает движущиеся изделия 9 и при повороте блока устраняет их заклинивание. Наличие пары шестерен 13 в цепи привода формирующего блока позволяет гибко менять производительность устройства в зависимости от скорости вращения приемного блока, так как за один оборот муфты 14 формирующий блок группирует и вьщает одну стопку сгруппированных изделий.
Для регулирования количества изделий в стопке.многоручьевой подающий лоток 1 имеет заслонку 2, которой пе рекрывается соответствующее число ручьев лотка. В зависимости от материала и формы группируемых изделий диски 4 приемного блока могут быть выполнены из различных материалов. . Их рабочие п оверхности имеют покрытия j обеспечивающие соответствующий
коэффициент трения между поверхностями изделии и дисков.
Формула изобретения
1.Устройство для набора штучных изделий в стопу, содержащее много- ручьевой подающий лоток и накопитель с приводом, отличающееся тем, что, с целью повьшения производительности и надежности работы, накопитель состоит из приемного и формирующего блоков, первый из которых выполнен в виде з.акрепленных: на вертикальном валу с возможностью вращения параллельных дисков, каждый из которых расположен на уровне соответствующего ручья подающего лотка, а формируклций блок включает вертикальный цилиндрический корпус с окном для захода дисков приемного блока,
на внутренней поверхности которого поярусно закреплены в плоскостях соответствующих дисков приемного блока полки в виде незамкнутых колец, длина которых увеличивается на равную величину поярусно сверху вниз причем на уровне выходного конца нижней полки в боковой поверхности корпуса выполнено окно для выгрузки сформированных стоп, а внутри корпуса между полками поярусно закреплены на вертикальном валу с возможностью периодического поворота звездочки для формирования и перемещения стоп изделий.
2.Устройство по П.1, отличающееся тем, что для регулирования количества изделий в стопе многоручьевой подающий лоток снабжен шибером.
//
У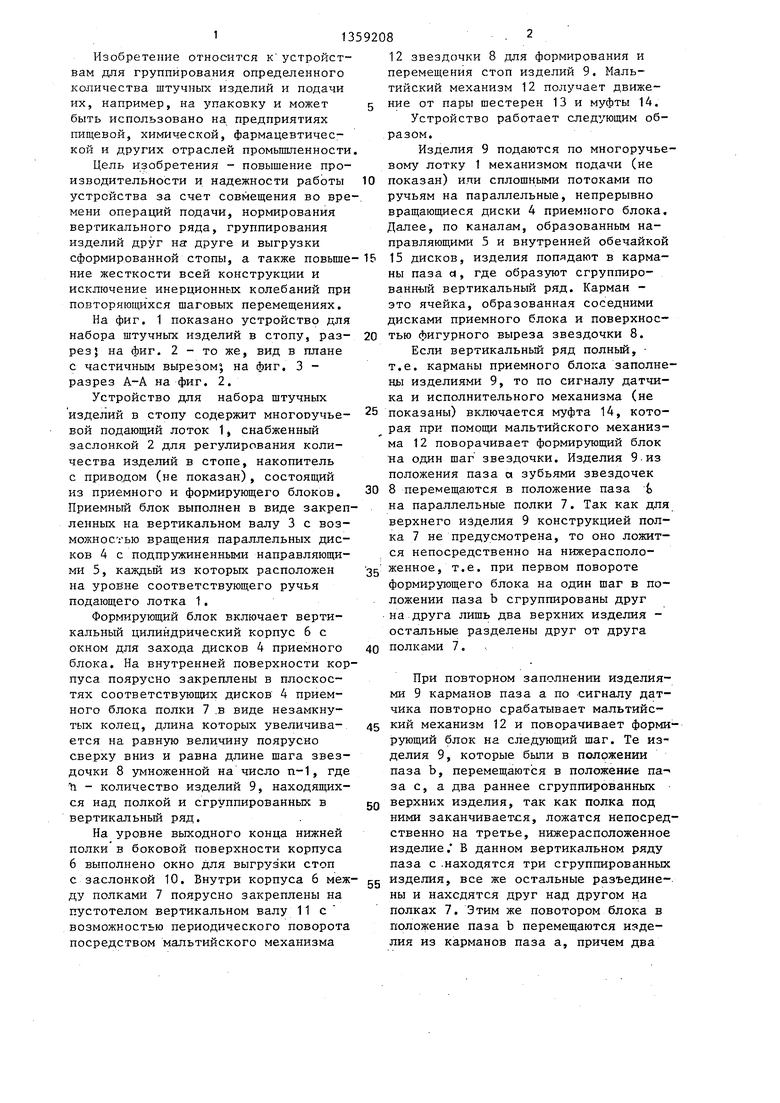
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной укладки изделий в стопу | 1976 |
|
SU600036A1 |
| Загрузочное устройство | 1977 |
|
SU677871A2 |
| Устройство для перегруппировки изделий из нескольких ручьев в один | 1983 |
|
SU1113340A1 |
| Устройство для автоматической укладки расфасованных пачек и штучных изделии в ящики | 1956 |
|
SU107549A1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| Устройство для дозирования штучных изделий | 1987 |
|
SU1493546A1 |
| МОДУЛЬ ПЕРЕМЕЩЕНИЯ КОНТЕЙНЕРОВ В КАМЕРЕ ДЛЯ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2812238C1 |
| КАМЕРА ДЛЯ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2813445C1 |
| СИСТЕМА ДЛЯ ИНКУБАЦИИ И ФОРМИРОВАНИЯ ЦИФРОВЫХ ИЗОБРАЖЕНИЙ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811721C1 |
| ТОРГОВЫЙ АВТОМАТ И УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ТОВАРОВ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕМ | 2015 |
|
RU2583773C1 |
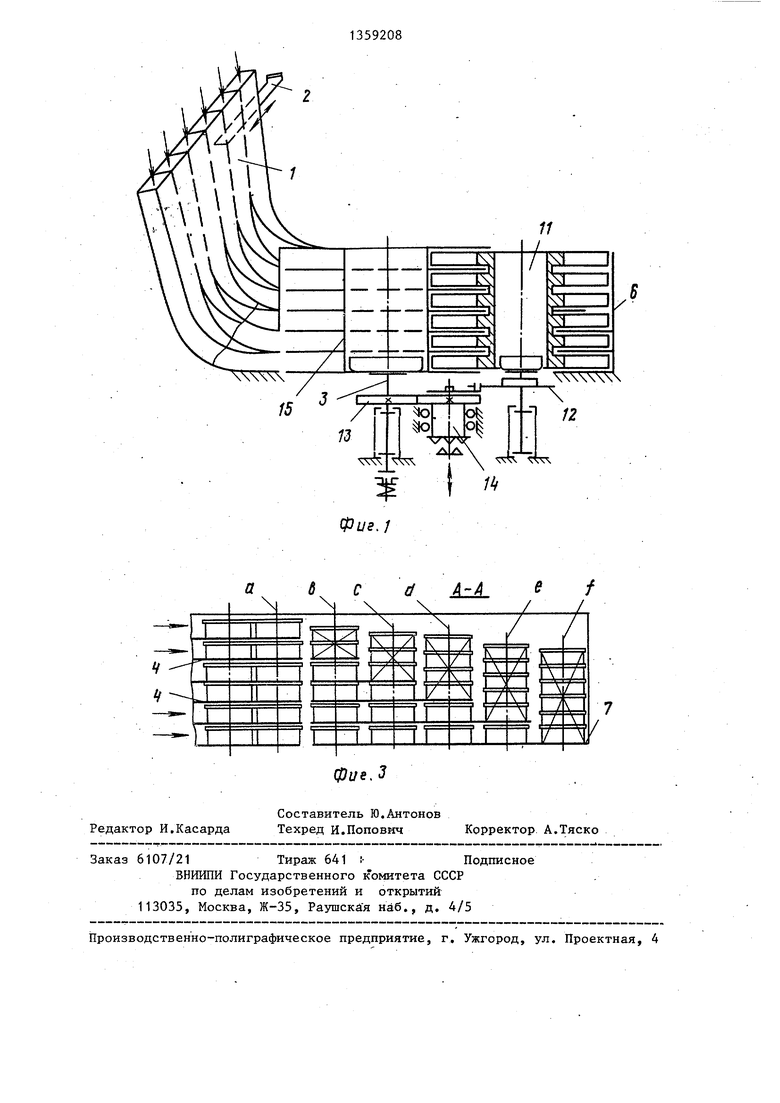
Изобретение относится к устройствам для группирования определенного количества штучных изделий и подачи их на упаковку. Целью изобретения является повышение производи. тельности и надежности работы..По многоручьевому лотку 1 изделия 9 подаются на вращающиеся диски 4, расположенные ярусами на вертикальном валу. Далее по каналам, образованным направляющими 5 и внутренней обечайкой 15, изделия попадают в карманы паза, образованного фигурным вырезом в звездочках 8 и соседними дисками приемного блока. По наполнении вертикального ряда изделий звездочки 8 поворачиваются и изделия последова- :тельно занимают позиции а, Ь,с, d, е, f, h. На последней позиции в корпусе 6 расположено окно для выгрузки стопы с заслонкой 10. Изделия движутся по параллельным полкам 7, длина которых увеличивается поярусно сверху вниз, и вследствие этого на позиции h все изделия оказьгоаются лежащими друг на друге. 1 з.п.ф-лы, , 3 ил. (Л с со ел со to о 00 е 0 h Фие.2
Фиг
Фие, 3
Редактор И.Касарда
Составитель Ю.Антонов Техред И.Попович
Заказ 6107/21 Тираж 641 , Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушскйя наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Тяско
| Устройство для набора штучных предметов в стопку и подачи в упаковку | 1978 |
|
SU743681A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
