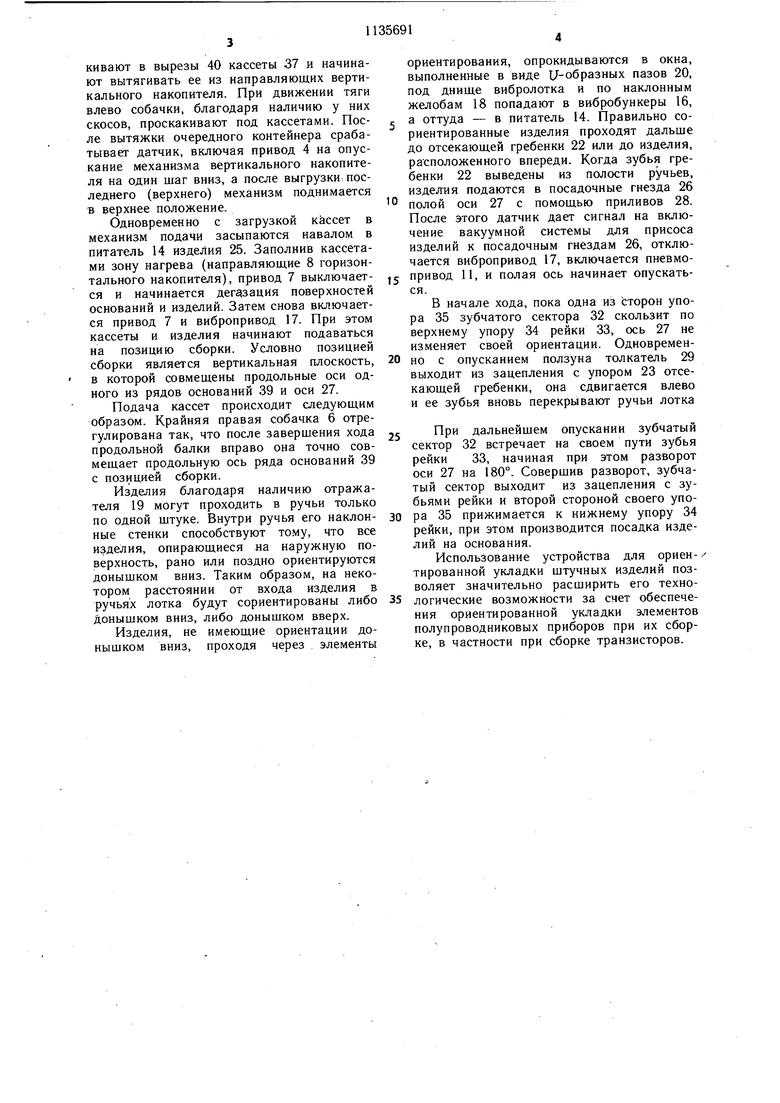
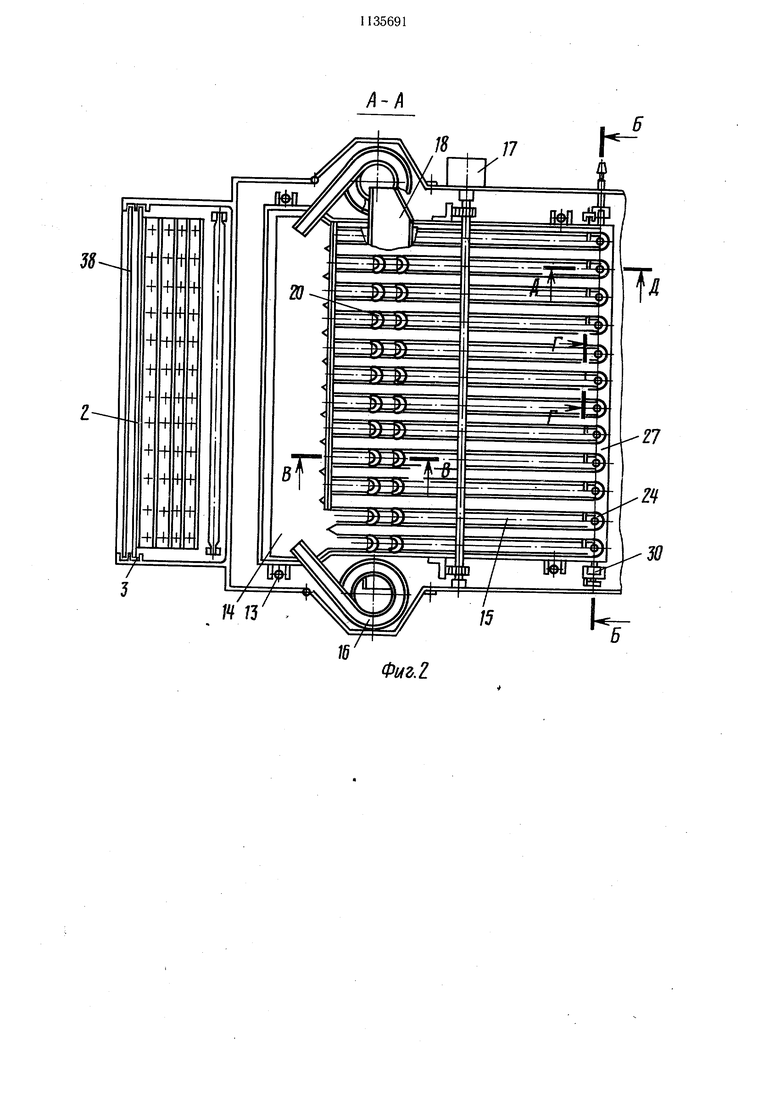
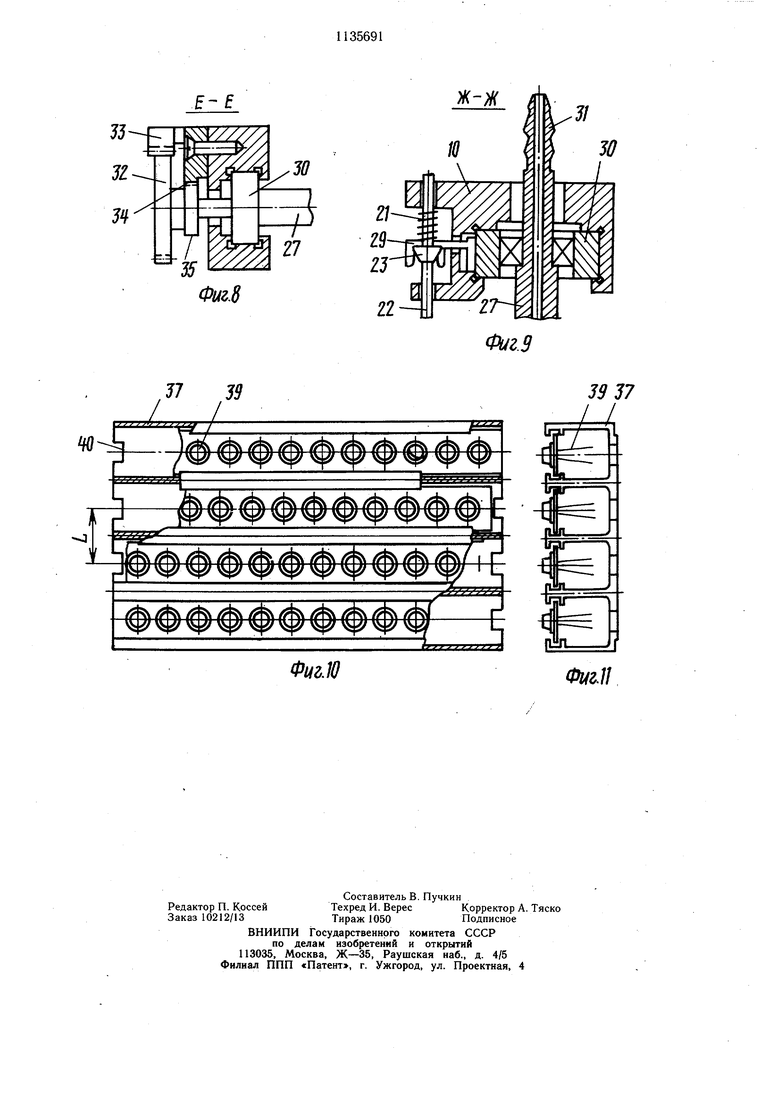
Изобретение относится к машиностроению, более конкретно - к устройствам, предназначенным для укладки изделий сложной формы. Известно устройство для ориентированной укладки штучных изделий, содержащее установленные в корпусе многоручьевой вибролоток, механизм накопления и передачи изделий, а также отсекатель 1. Недостатком известного устройства являются ограниченные технологические возможности. Цель изобретения - расщирение технологических возможностей путем обеспечения ориентированной укладки элементов полупроводниковых приборов при их сборке. Эта цель достигается тем, что Б устройстве для ориентированной укладки штучных изделий, содержащем установленные в корпусе мноюручьевой вибролоток, механизм накопления, и передачи изделий. а также отсекатель, механизм накопления и передачи изделии выполнен в виде связанной с вакуумной системой и расположенной в горизонтальной плоскости на выходе вибролотка полой оси с рядом посадочных гнезд, имеющих радиальные отверстия, установленной в корпусе с возможностью поворота вокруг своей оси и возвратнопоступательного перемещения в вертикальной плоскости, а отсекатель представляет собой подпружиненную в осевом направлении гребенку, связанную посредством толкателя с полой осью, при этом на выходе ручьев вибролотка выполнены вырезы под зубья гребенки. На фиг. 1 изображено устройство для ориентированной укладки штучных издеЛИЙ, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение на фиг. 2; на фиг. 5 - то же, вид сверху; на фиг. 6 - сечение Г-Г на фиг. 2; на фиг. 7 - сечение Д-Д на фиг. 2; на фиг. 8 сечение Е-Е на фиг. 3; на фиг. 9 сечение Ж-Ж на фиг. 7; на фиг. 10 - кассета с элементами полупроводниковых приборов, в которую укладывают щтучные изделия; на фиг. 11 - то же, вид сбоку. Устройство для ориентированной укладки штучных изделий содержит корпус 1, в вертикальныи накокотором размещены питель 2 кассет, выполненный в виде ряда горизонтальных полок (пластин), консольно заделанных в две спаренные между собой направляющие 3, связанные с приводом 4, и горизонтальный накопитель 5 кассет, представляющий собой две продольные балки с собачками 6, связанными рычажно-пружинным механизмом с кулачковым приводом 7. Балки смонтированы в горизонтальных направляющих 8. Устройство также содержит механизм для накопления и передачи лтучных изделий, выполненный в виде полой оси, закрепленной в подшипниках на Концах П-образной скобы 9, движуш,ейся в направляющих 10, которая связана с приводом 11. В корпусе, образуюш,ем замкнутую камеру, установлены нагревательные элементы 12. На стержневых пружинах 13 смонтирован питатель 14, связанный с многоручьевым вибролотком 15. По обеим сторонам вибролотка имеются вибробункеры 16. Привод вибролотка осуществляется виброприводом 17. Под вибролотком установлены наклонные желоба 18, концы которых опущены в чащи вибробункеров 16. Перпендикулярно ручьям вибролотка 15 над ним установлен отражатель 19, а в ручьях вибролотка выпол нены окна в виде U-образных пазов 20 для ориентирования изделий. На выходе из многоручьевого лотка имеется подпружиненная с одной стороны пружиной 21 отсекающая гребенка 22 с зубьями и упором 23. Для перемещения зубьев гребенки в ручьях выполнены щели 24, а перемычки между пазами снизу срезаны. Для подачи щтучных изделий 25 в гнезда 26, выполненные на оси 27, на выходе вибролотков имеются приливы 28. Привод отсекающей гребенки 22 осуществляется толкателем 29. Полая ось 27 смонтирована в подщипниках ползунов 30, перемещающихся в направляющих 10, и имеет отверстия в каждом посадочном гнезде, соединяющие эти гнезда с внутренней полостью 31 оси. Для соединения внутренней полости 31 с вакуумной системой один из концов оси 27 имеет щтуцер. На другом конйе полой оси закреплен зубчатый сектор 32, взаимодействующий с зубчатой рейкой 33. Вне нарезной части рейка имеет два упора 34, а зубчатый сектор - один двусторонний упор 35. Все механизмы устройства для ориентированной укладки щтучных изделий и его рабочая камера закрыты кожухом 36, а загрузочная полость вертикального накопителя 2 кассет 37 - заслонкой 38. Основания 39, на которые производят укладку штучнь1х изделий, закреплены в кассетах 37. Для захвата кассет при подаче, на их днищах выполнены вырезы 40. Устройство для ориентированной укладки щтучных изделий работает следующим образом. При открытой заслонке 38 кассеты 37 загружаются вручную на направляющие пластины вертикального накопителя 2. После загрузки заслонка 38 закрывается, включаются нагревательные элементы 12 и привод 7. Равномерно вращаясь, кулачок привода через систему подпружиненных рычагов заставляет горизонтальный накопитель 5 кассет периодически совершать возвратно-поступательное движение. При движении накопителя вправо подпружиненные собачки 6 заскакивают в вырезы 40 кассеты 37 и начинают вытягивать ее из направляющих вертикального накопителя. При движении тяги влево собачки, благодаря наличию у них скосов, проскакивают под кассетами. После вытяжки очередного контейнера срабатывает датчик, включая привод 4 на опускание механизма вертикального накопителя на один шаг вниз, а после выгрузки последнего (верхнего) механизм поднимается в верхнее положение.
Одновременно с загрузкой кассет в механизм подачи засыпаются навалом в питатель 14 изделия 25. Заполнив кассетами зону нагрева (направляющие 8 горизонтального накопителя), привод 7 выключается и начинается дегазация поверхностей оснований и изделий. Затем снова включается привод 7 и вибропривод 17. При этом кассеты и изделия начинают подаваться на позицию сборки. Условно позицией сборки является вертикальная плоскость, в которой совмещены продольные оси одного из рядов оснований 39 и оси 27.
Подача кассет происходит следующим образом. Крайняя правая собачка 6 отрегулирована так, что после заверщения хода продольной балки вправо она точно совмещает продольную ось ряда оснований 39 с позицией сборки.
Изделия благодаря наличию отражателя 19 могут проходить в ручьи только по одной щтуке. Внутри ручья его наклонные стенки способствуют тому, что все изделия, опирающиеся на наружную поверхность, рано или поздно ориентируются доныщком вниз. Таким образом, на некотором расстоянии от входа изделия в ручьях лотка будут сориентированы либо доныщком вниз, либо донышком вверх.
Изделия, не имеющие ориентации доныщком вниз, проходя через элементы
ориентирования, опрокидываются в окна, выполненные в виде U-образных пазов 20, под днище вибролотка и по наклонным желобам 18 попадают в вибробункеры 16,
г а оттуда - в питатель 14. Правильно сориентированные изделия проходят дальще до отсекающей гребенки 22 или до изделия, расположенного впереди. Когда зубья гребенки 22 выведены из полости ручьев, изделия подаются в посадочные гнезда 26
полой оси 27 с помощью приливов 28. После этого датчик дает сигнал на включение вакуумной системы для присоса изделий к посадочным гнездам 26, отключается вибропривод 17, включается пневмопривод 11, и полая ось начинает опускаться.
В начале хода, пока одна из сторон упора 35 зубчатого сектора 32 скользит по верхнему упору 34 рейки 33, ось 27 не изменяет своей ориентации. Одновременно с опусканием ползуна толкатель 29 выходит из зацепления с упором 23 отсекающей гребенки, она сдвигается влево и ее зубья вновь перекрывают ручьи лотка
5 При дальнейщем опускании зубчатый сектор 32 встречает на своем пути зубья рейки 33, начиная при этом разворот оси 27 на 180°. Совершив разворот, зубчатый сектор выходит из зацепления с зубьями рейки и второй стороной своего упора 35 прижимается к нижнему упору 34 рейки, при этом производится посадка изделий на основания.
Использование устройства для ориен-/ тированной укладки штучных изделий позволяет значительно расширить его технологические возможности за счет обеспечения ориентированной укладки элементов полупроводниковых приборов при их сборке, в частности при сборке транзисторов.
ft
8
f
+ t f t
i +
4
И
4 + -f
+ +
4 +
f 4
-I- 4
4
hf
Ш
/
5
Б- Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентированной укладки штучных изделий в тару | 1986 |
|
SU1433848A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Устройство для укладки штучных предметов | 1982 |
|
SU1097519A1 |
| Устройство для дозированного упаковывания штучных изделий | 1985 |
|
SU1324938A1 |
| Бункер для накопления и выдачи стержнеобразных изделий | 1982 |
|
SU1121187A1 |
| Устройство для укладки стержнеобразных предметов | 1980 |
|
SU921972A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для укладки изделий на поддон | 1977 |
|
SU632626A1 |
| Устройство для укладки штучных предметов | 1977 |
|
SU710868A1 |
| Устройство для ориентированной подачи изделий | 1985 |
|
SU1339056A1 |
УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ, содержащее установленные в корпусе многоручьевой вибролоток, механизм накопления и передачи изделий, а также отсекатель, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения ориентированной укладки элементов полупроводниковых приборов при их сборке, механизм накопления и передачи изделий выполнен в виде связанной с вакуумной системой и расположенной в горизонтальной плоскости на выходе вибролотка полой оси с рядом посадочных гнезд, имеющих радиальные отверстия, установленной в корпусе с возможностью поворота вокруг своей оси и возвратно-поступательного перемещения в вертикальной плоскости, а отсекатель представляет собой подпружиненную в осевом направлении гребенку, связанную посредством толкателя с полой осью, при этом на выходе ручьев вибролотка выполнены вырезы под зубья гребенки. П I ккш /9 /5 П 36 21 I I I 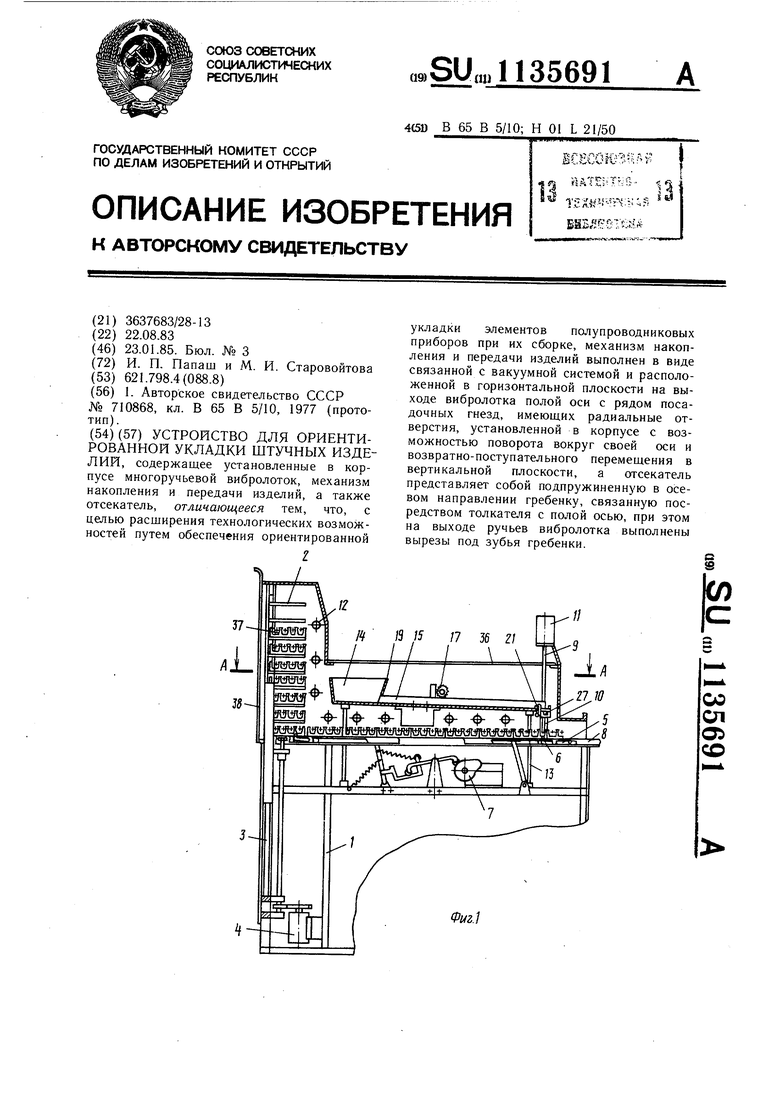
В-В
Ф1Аг.
к
Фиг.5
Фцъ.б
Е-Е
30
Ш
35
Фиг.8
Фц.Ю
Ж-Ж
31
Фиг.9
Фиг.11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для укладки штучных предметов | 1977 |
|
SU710868A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
