Изобретение относится к ремонту, а именно к способам торможения роста усталостных трещин в деталях, и может быть использовано при ремонте авиационной техники и в других отраслях машиностроения.
Целью изобретения является повышение эффективности торможения роста усталостных трещин в деталях, преимущественно несквозных трещин, за счет изменения вида напряженного состояния материала.
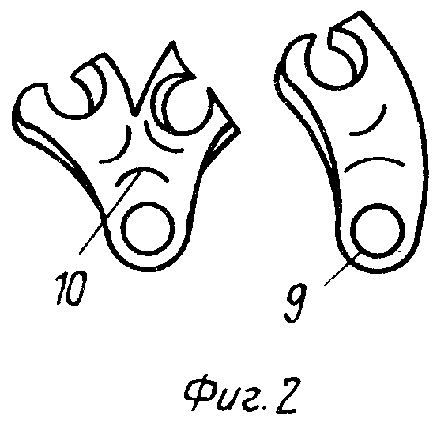
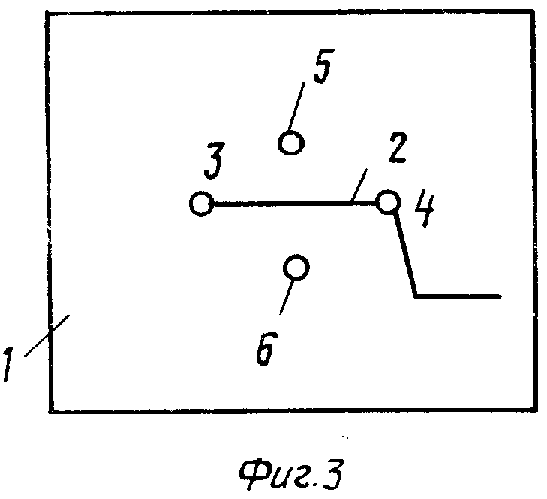
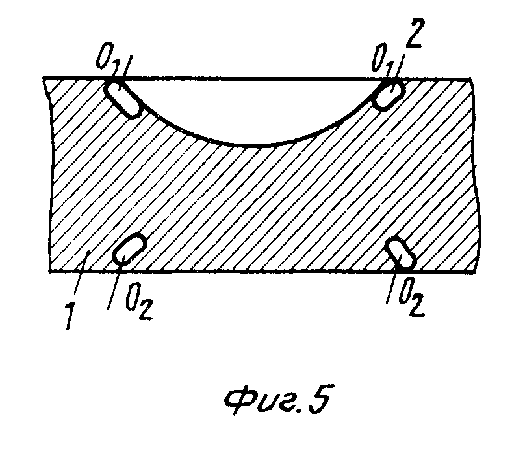
На фиг. 1 представлено сечение детали в плоскости одного из отверстий с устройством, реализующим способ; на фиг. 2 - шайбы, располагаемые под головками крепежных элементов; на фиг. 3 - схема расположения отверстий в детали с несквозной трещиной; на фиг. 4 - кинематическая пространственная схема расположения крепежных элементов и стяжных устройств с указанием мест входа О1 отверстий и их выхода О2, на фиг. 5 - сечение детали в плоскости трещины после сверления всех отверстий.
Технология способа состоит в следующем.
Брали деталь 1 с несквозной трещиной 2 и сверлили отверстия так, чтобы выход О2 одного отверстия был расположен напротив входа О1 соседнего отвеpстия, находящегося справа. Отверстия 3 и 4 начинали сверлить в вершинах усталостной трещины 2, а отверстия 5 и 6 - в ее срединной части симметрично относительно ее плоскости и на одинаковом расстоянии от отверстий 3 и 4 в вершине трещины 2. В отверстия помещали крепежные элементы 7 с шайбами 8, 9 и 10. Располагали в шайбах 8 и 9 тяги 11, после чего осуществляли их стягивание при помощи резьбовых муфт 12. Муфты 12 имели с одной стороны левую резьбу, а с другой стороны правую. Соответственные резьбы имели и тяги 11. Затем гайками 13 затягивали крепежные элементы 7, т. е. производили сжатие в направлении сверления отверстий.
Во время эксплуатации детали 1 происходило постепенное переориентирование плоскости развития трещины 2 в направлении максимального растягивающего эквивалентного напряжения, что вызывало задержку развития трещины 2, а далее при ее росте в другой плоскости происходило явление фреттингования ее берегов при наличии крутящих и изгибающих моментов в объеме, прилегающем к плоскости трещины 2.
Сверление отверстий перпендикулярно к наружной поверхности детали позволяло в последующем, после установки крепежных элементов, реализовать сжимающие усилия во всем объеме металла, прилегающего к плоскости трещины. Помимо этого, стягивание крепежных элементов дополнительно в двух параллельных плоскостях проходящих через вход отверстия у вершины трещины и вход отверстия в срединной части трещины, а с противоположной стороны детали - через места выхода тех же отверстий, позволяло осуществлять дополнительное динамическое сжатие в объеме материала, примыкающего к плоскости усталостной трещины, и создавать изгибающие и крутящие моменты в плоскости трещины и вокруг нее. Это меняло вид напряженного состояния материала в объеме, прилегающем к плоскости трещины, и позволяло перевести внешнюю растягивающую нагрузку переменного цикла нагружения детали в объемное нагружение материала в области усталостной трещины в виде разноориентированных в пространстве крутящих и изгибающих моментов, создавать тем самым предпочтительные условия для затрат энергии на ротационную пластическую деформацию материала и исключить в последующем продвижение трещины без явления контактного взаимодействия. Все это создало условия для задержки развития трещины и последующего ее распространения с низкой скоростью.
П р и м е р. Способ реализовали на плоской плите из алюминиевого сплава Д1Т. Плита имела толщину 20 мм. На поверхность, от которой зарождали усталостную трещину, наносили концентратор с помощью фрезы в виде полуэллиптической зоны. Устанавливали пластину шириной 80 мм и толщиной 20 мм на испытательный стенд и при растягивающей нагрузке по циклу, близкому к пульсирующему, зарождали трещину при уровне напряжений 18 кг/мм2 (178 МПа). О наличии усталостной трещины судили визуально по наружной поверхности в процессе опыта с использованием оптического устройства.
После фиксирования наличия трещины длины в несколько миллиметров испытания прекращали и выполняли в плите четыре отверстия диаметров 8 мм: два перед вершинами трещины и два в срединной части трещины. При этом располагали входы отверстий с наружной поверхности детали, там, где фиксировали наличие усталостной трещины а выход каждого отверстия на задней поверхности детали располагали напротив входа соседнего отверстия, т. е. располагали вход и выход соседних отверстий на передней и задней поверхностях детали на одной прямой, параллельной плоскости трещины и перпендикулярной наружной поверхности детали. Выполняли выточки по входным и выходным отверстиям под головки крепежа и устанавливали в отверстия прецизионные болты диаметром 8 мм. Под головками крепежа располагали стальные шайбы толщиной 3 мм из стали 12Х2Н4А с цилиндрическими пазами диаметром 10 мм, в которые помещали стяжные элементы диаметром 10 мм. Стяжные элементы также изготавливали из стали 12Х2Н4А. Каждые противоположно расположенные стяжные элементы тяги имели противоположное направление резьбы. С передней стороны детали стягивание крепежных элементов проводили гайкой в двух параллельные плоскостях, проходящих через входы отверстий 3 и 4, а также 5 и 6, помимо этого в плоскостях, проходящих через отверстия 3 и 5, а с противоположной стороны - через выходы тех же отверстий 3-6.
После выполнения операций по предлагаемому способу устанавливали пластину на испытательный стенд и продолжали циклическое нагружение при тех же параметрах цикла, что и до выполнения операций по торможению роста усталостной трещины. После 8 105 циклов нагружения подрастания трещины не было выявлено при визуальном наблюдении за трещиной по передней поверхности плиты.
Далее испытания прекращали и крепежные элементы со стяжными элементами удаляли. В таком состоянии плиты продолжали ее циклическое нагружение и после фиксирования страгивания трещины прекращали испытания. Проводили растяжение плиты и доламывали ее, вскрывая трещину для последующих фрактографических исследований.
Микроскопический анализ излома показал, что развитие трещины происходит в три стадии и характеризуется тремя зонами излома. Не зафиксированное по наружной поверхности образца развитие трещины в процессе испытаний сопровождалось после выполнения операций по торможению роста усталостных трещины медленным подрастанием трещины с формированием продуктов фреттинга черного цвета. За 8 105 циклов трещина распространилась на 7 мм в глубь образца, т. е. средняя скорость составила 9 10-6 мм/циклов. Это значение скорости было сопоставлено с данными микрофрактографических исследований. Исследования проводили на растровом электронном микроскопе.
Установлено, что шаг усталостных бороздок, характеризующий прирост трещины в каждом цикле приложения нагрузок, при росте трещины до выполнения операций по предлагаемому способу возрастает вплоть до 6 10-4 мм. Далее в зоне формирования продуктов фреттинга скорость упала до 9 10-6 мм/цикл, а после удаления с плиты крепежа скорость роста трещины опять резко возросла. Полученный результат указывает на существенное снижение скорости роста трещины, когда в плите располагали крепеж и стяжные элементы согласно предлагаемому способу.
Использование изобретения повышает эффективность способа, увеличивает период задержки роста трещины в результате изменения плоскости ее последующего роста, снижает скорость распространения трещины в результате уменьшения уровня эквивалентных напряжений, а также за счет явления фреттингования берегов усталостной трещины, что существенно повышает срок службы детали с несквозной усталостной трещиной. Изменение вида напряженного состояния материала в направлении предполагаемого роста трещины позволяет повысить долговечность детали в несколько раз по сравнению с известными способами торможения развития усталостной трещины и увеличить период ее эксплуатации между ремонтами. (56) Патент США N 3110086, кл. 29-155, 1963.
Авторское свидетельство СССР N 1267792, кл. В 23 P 6/00, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОРМОЖЕНИЯ РОСТА НЕСКВОЗНЫХ УСТАЛОСТНЫХ ТРЕЩИН В ИЗДЕЛИИ | 1985 |
|
SU1401894A1 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА НЕСКВОЗНЫХ УСТАЛОСТНЫХ ТРЕЩИН В ИЗДЕЛИИ | 1985 |
|
SU1401892A1 |
| СПОСОБ ЗАДЕРЖКИ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В КОНСТРУКЦИЯХ | 1985 |
|
RU1343689C |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН | 1986 |
|
RU1354547C |
| СПОСОБ ЗАДЕРЖКИ РАЗВИТИЯ ДЕФЕКТОВ В КОНСТРУКЦИЯХ И УСТРОЙСТВО "ТОКМАЧ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2519386C2 |
| СПОСОБ ЗАДЕРЖКИ РАЗВИТИЯ ДЕФЕКТОВ В КОНСТРУКЦИЯХ И УСТРОЙСТВО "КЫСКЫЧ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500512C2 |
| Способ восстановления работоспособности деталей с усталостными трещинами | 1986 |
|
SU1368153A1 |
| СПОСОБ ТОРМОЖЕНИЯ УСТАЛОСТНЫХ НЕСКВОЗНЫХ ТРЕЩИН | 1987 |
|
SU1476909A1 |
| Способ задержки роста усталостных трещин | 1986 |
|
SU1366343A1 |
| СПОСОБ ТОРМОЖЕНИЯ УСТАЛОСТНЫХ НЕСКВОЗНЫХ ТРЕЩИН В ИЗДЕЛИЯХ | 1986 |
|
SU1382007A1 |


Изобретение относится к ремонту, в частности к способу торможения роста усталостных трещин в деталях, и может быть использовано при ремонте авиационной техники. Цель изобретения - повышение эффективности способа торможения роста усталостных трещин в деталях преимущественно с несквозными трещинами за счет изменения вида напряженного состояния материала. Способ включает сверление отверстий в вершинах трещин, установку в эти отверстия крепежных элементов и их затяжку. Сверление отверстий начинают с передней поверхности детали, дополнительно сверлят отверстия в срединной части трещины симметрично ее плоскости и вершине трещины. Выход каждого отверстия с противоположной стороны детали располагают напротив места начала сверления соседнего отверстия. Располагают оси отверстий в разных плоскостях, а попарное стягивание крепежных элементов дополнительно осуществляют в двух параллельных плоскостях, проходящих в передней поверхности детали через входы отверстия у вершины трещины и отверстия в срединной части трещины, а с противоположной стороны детали - через места выхода тех же отверствий. Такая последовательность операций позволяет реализовать сжимающие усилия во всем объеме металла, прилегающего к плоскости трещины, а также дополнительное динамическое сжатие в объеме металла, примыкающего к плоскости трещины, создать изгибающие и крутящие моменты. Все это создает условия для задержки развития трещины и последующего ее распространения с низкой скоростью. 5 ил.
СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ДЕТАЛЯХ преимущественно с несквозными трещинами, включающий сверление отверстий в вершинах трещины, установку в эти отверстия крепежных элементов и их затяжку, причем перед затяжкой крепежные элементы попарно стягивают в плоскости распространения трещины, параллельной поверхности детали с трещиной, отличающийся тем, что, с целью повышения эффективности торможения за счет изменения вида напряженного состояния материала, при сверлении входы отверстий распологают на поверхности со стороны трещины, дополнительно сверлят отверстия в срединной части трещины симметрично относительно ее плоскости и вершин и устанавливают в них крепежные элементы, при этом выход каждого отверстия располагают напротив входа соседнего отверстия, находящегося справа, и дополнительно осуществляют стягивание крепежных элементов в двух параллельных плоскостях, проходящих через входы отверстий у вершин трещины и отверстия в срединной части трещины и через выходы тех же отверстий.
