Изобретение относится к обработке металлов пластической деформацией и может быть использовано при ремонте изделий авиационной техники.
Цель изобретения - повышение срока службы изделия.
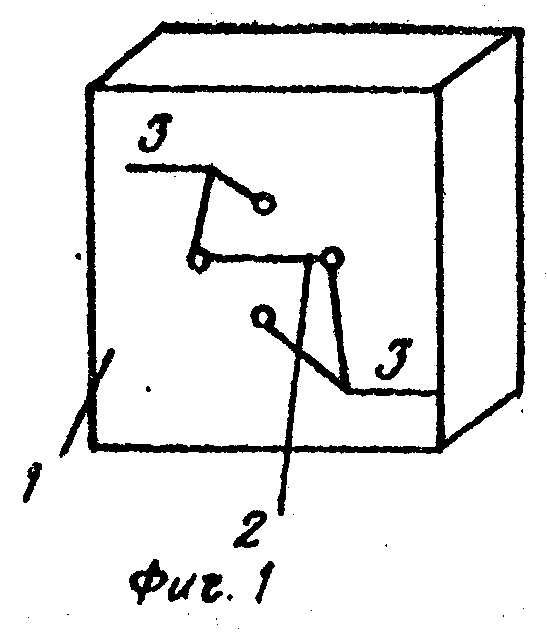
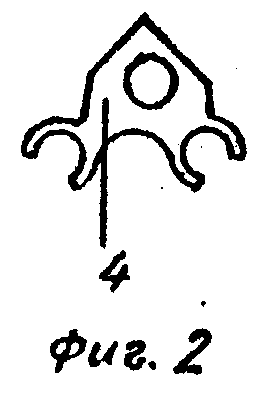
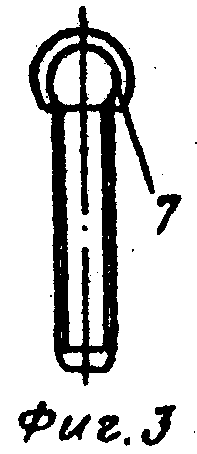
На фиг. 1 приведена схема расположения отверстий детали; на фиг. 2 - уголок, помещаемый под головку болтов, в которой вставляются стяжные элементы; на фиг. 3 - стяжной элемент, вставляемый в уголок, помещаемый под головку болта; на фиг. 4 - разрез детали в сечении, проходящем через вершину трещины, и одно из отверстий в средней части трещины с устройством для торможения роста несквозной трещины, выполненным в соответствии с предлагаемым способом.
На фиг. 1-4 даны следующие обозначения: 1 - изделие, 2 - несквозная усталостная трещина, 3 - отверстие, 4 - уголки, 5 - прецизионные болты, 6 - гайки, 7 - тяги, 8 - резьбовые муфты.
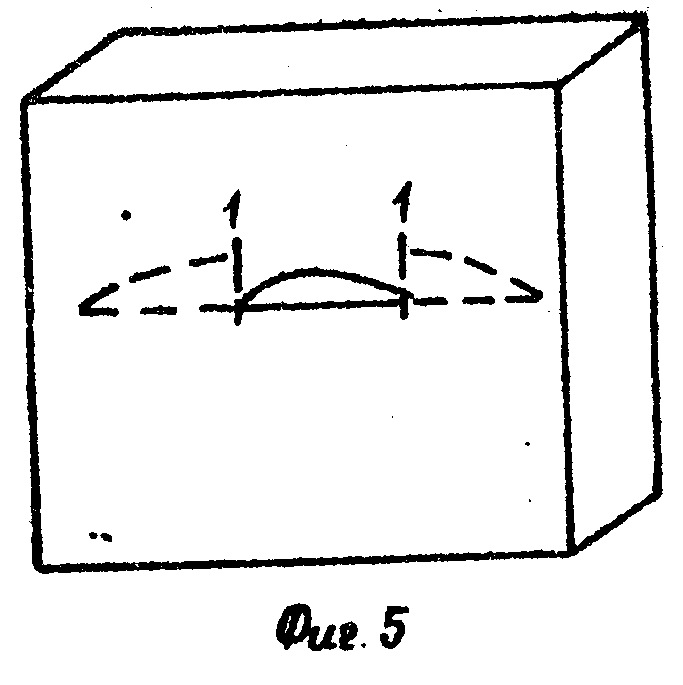
На фиг. 5 представлена плоскость трещины (отрезок 1-1 отвечает следу этой плоскости в проекции на поверхность детали), а также плоскость распространения трещины, указанная пунктирами.
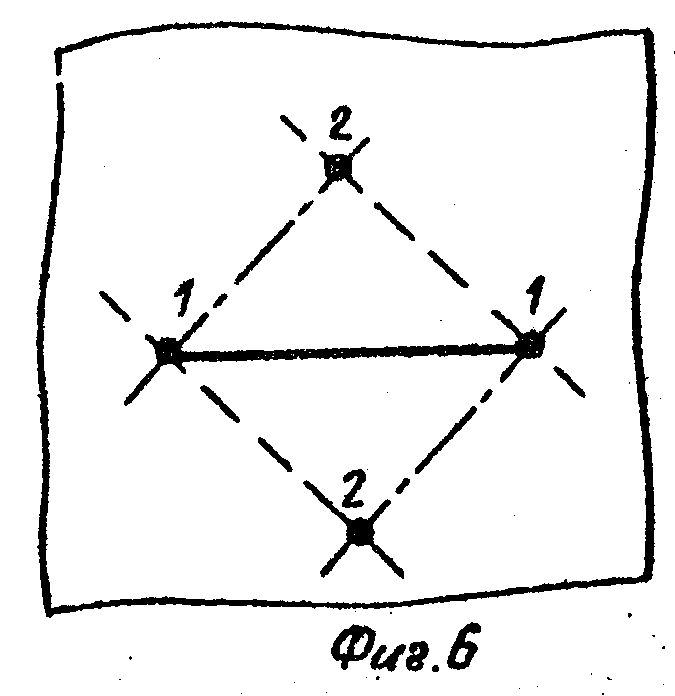
На фиг. 6 представлены: плоскость усталостной трещины 1-1 и плоскости (проекции на наружную поверхность детали), проходящие через отверстия при вершине трещины 1 (вход отверстия с передней поверхности детали) и отверстия 2, расположенные в средней части трещины. Стягивающие элементы расположены между точками 1-2. След от плоскостей, в которых располагают стягивающие элементы, обозначен на фиг. 2 пунктирной и штрихпунктирной линиями.
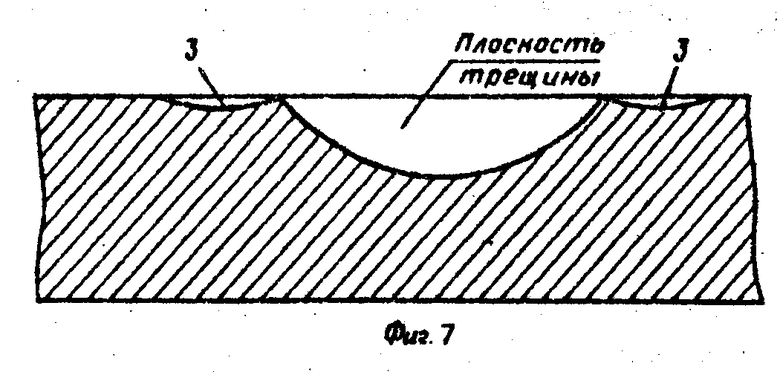
На фиг. 7 показано сечение детали с несквозной трещиной и выполненными зонами пластической деформации при вершинах трещин, зоны пластической деформации обозначены цифрой 3.
Сущность изобретения заключается в том, что сверление дополнительных отверстий в средней части трещины симметрично относительно ее плоскости позволяет осуществить попарное стягивание крепежных элементов, располагаемых в отверстия, в плоскостях, проходящих одновременно через вершины трещины, и отверстия, расположенные вблизи средней части трещины. Это позволяет предварительно создать сжимающие усилия перпендикулярно и параллельно плоскости трещины. В последующем в процессе эксплуатации сжимающие усилия перпендикулярно плоскости трещины дополнительно частично компенсируют растягивающую эксплуатационную нагрузку на изделие. При этом за счет динамических перемещений перпендикулярно плоскости трещины через тяги, с помощью которых проведено попарное стягивание крепежных элементов, осуществляется динамическое дополнительное сжатие материала в плоскости трещины, увеличивающее максимально величину сжатия при достижении максимальной величины растягивающего усилия. Таким образом, с возрастанием величины переменного растягивающего усилия на изделие в эксплуатации происходит одновременное возрастание величины переменного сжимающего усилия в плоскости трещины, что вызывает интенсивное фреттингование ответных берегов усталостной трещины и существенное снижение скорости ее роста, в результате чего реализуется самоотторжение растущей трещины.
В детали 1 выращивают несквозную усталостную трещину 2 так, что ее глубина не превышает половины живого сечения детали 1. После этого прекращают усталостные испытания и проводят сверление отверстий 3 в детали 1 в вершинах усталостной трещины 2 в местах выхода трещины 2 на наружную поверхность детали 1 и в средней части трещины 2, располагая отверстия 3 симметрично по отношению к плоскости трещины и на одинаковом расстоянии от вершин трещины. Линии, соединяющие отверстия 3, образуют плоскую фигуру в виде квадрата. Проводят динамическое нагружение детали 1 в средней части трещины 2 с частотой 50 Гц и амплитудой 50 мкм в течение 1 мин, после чего проводят плавное уменьшение амплитуды динамической нагрузки в течение 1 мин. В отверстия 3 помещают уголки 4 и устанавливают прецизионные болты 5 с гайками 6. В уголки 4 устанавливают тяги 7. Прецизионные болты 5 с незатянутыми гайками 6 стягивают при помощи резьбовых муфт 8, одна половина которых имела левую резьбу, а другая правую. Соответственно резьбы имеют и тяги 7. После этого устанавливают деталь на испытательную машину и проводят усталостные испытания при том же уровне нагрузок, что и до установки крепежных 5 и 6 и стяжных 7 и 8 элементов. После нагружения 106 циклов деталь 1 снимают с испытательной машины и вскрывают трещину 2. Излом по вскрытой трещине 2 исследуют на растровом электронном микроскопе. Развитие трещины поле установки крепежных 5 и 6 и стяжных 7 и 8 элементов происходит на небольшую глубину, сопровождается фреттингованием смыкающихся берегов трещины 2 и скорость роста трещины уменьшается в 8,7 раза. При этом часть поверхности трещины, где осуществляют взаимные перемещения ее берегов параллельно плоскости трещины, оказывается не разрушенной при проведении циклических испытаний детали 1 на испытательной машине.
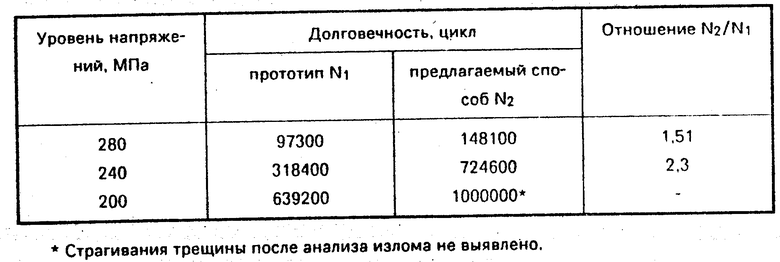
Проводят сравнительные испытания картеров на стенде с поверхностей усталостной трещиной из сплава АК6 (алюминиевый сплав) с толщиной стенки 25 мм. Глубина трещины составляет около 10 мм при ширине по поверхности 27-31 мм. Сравнивают между собой долговечность после выполнения операций по прототипу и по предлагаемому способу при трех условиях нагрузки и расположении стягивающих элементов по предлагаемому способу под углом около 90о друг к другу.
Сравнительные данные приведены в таблице.
Согласно приведенным данным реализация эффекта самоторможения трещины позволяет повысить период прорастания трещины насквозь толщины сечения детали и при снижении уровня номинальных напряжений достичь остановки трещины на существенный период времени. При простом циклическом растяжении долговечность с несквозной трещиной даже при 150 МПа составляет несколько сотен тысяч циклов нагружения. Последнее означает, что использование предлагаемого способа позволяет увеличивать период работы детали с трещиной даже при большем уровне напряжений, чем тот, при котором возникает и развивается усталостная трещина в эксплуатации. (56) Авторское свидетельство СССР N 1267792, кл. С 21 D 1/04, 1985.
Авторское свидетельство СССР N 1331075, кл. С 21 D 1/04, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОРМОЖЕНИЯ РОСТА НЕСКВОЗНЫХ УСТАЛОСТНЫХ ТРЕЩИН В ИЗДЕЛИИ | 1985 |
|
SU1401892A1 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ДЕТАЛЯХ | 1985 |
|
SU1361856A1 |
| СПОСОБ ЗАДЕРЖКИ РАЗВИТИЯ ДЕФЕКТОВ В КОНСТРУКЦИЯХ И УСТРОЙСТВО "ТОКМАЧ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2519386C2 |
| Способ восстановления работоспособности деталей с усталостными трещинами | 1986 |
|
SU1368153A1 |
| СПОСОБ ЗАДЕРЖКИ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В КОНСТРУКЦИЯХ | 1985 |
|
RU1343689C |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН | 1986 |
|
RU1354547C |
| Способ задержки роста усталостных трещин | 1986 |
|
SU1366343A1 |
| СПОСОБ ЗАДЕРЖКИ РАЗВИТИЯ ДЕФЕКТОВ В КОНСТРУКЦИЯХ И УСТРОЙСТВО "КЫСКЫЧ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500512C2 |
| СПОСОБ ТОРМОЖЕНИЯ УСТАЛОСТНЫХ НЕСКВОЗНЫХ ТРЕЩИН В ИЗДЕЛИЯХ | 1986 |
|
SU1382007A1 |
| СПОСОБ ТОРМОЖЕНИЯ УСТАЛОСТНЫХ НЕСКВОЗНЫХ ТРЕЩИН | 1987 |
|
SU1476909A1 |
Изобретение относится к обработке металлов пластической деформацией и может быть использовано при ремонте изделий авиационной техники. Цель изобретения - повышение срока службы изделия. Сущность изобретения заключается в том, что для торможения роста несквозной трещины проводят взаимное перемещение ее краев с помощью циклической нагрузки с плавно уменьшающейся амплитудой, затем осуществляют пластическую деформацию поверхности изделия с обеих сторон выхода трещины на поверхность в ее вершинах, высверливают отверстия в вершинах трещины и по обе стороны от плоскости трещины симметрично по отношению друг к другу. В отверстия устанавливают крепежные элементы и попарно стягивают по направлениям, проходящим соответственно через отверстия в вершинах трещины и отверстия, расположенные в средней части трещины. 1 табл. , 7 ил.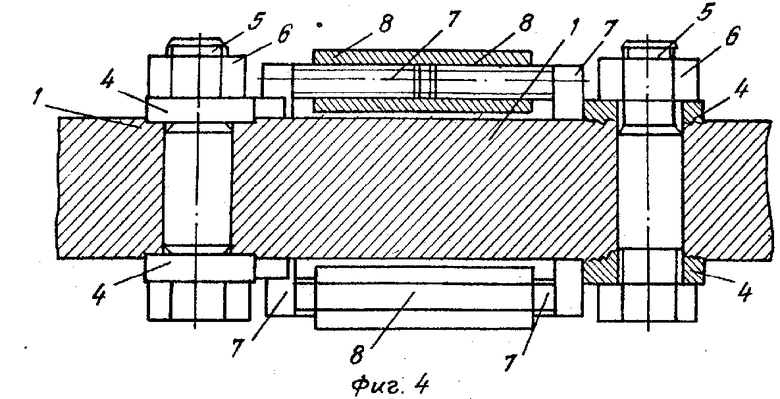
СПОСОБ ТОРМОЖЕНИЯ РОСТА НЕСКВОЗНЫХ УСТАЛОСТНЫХ ТРЕЩИН В ИЗДЕЛИИ, включающий взаимное перемещение краев трещины с помощью циклической нагрузки с плавно уменьшающейся амплитудой, расположенной в средней части трещины, пластическую деформацию поверхности изделия в вершинах трещины, сверление отверстий в пределах деформированной зоны, установку в отверстия крепежных элементов и их попарное стягивание, отличающийся тем, что с целью повышения срока службы изделия, перед установкой крепежных элементов дополнительно сверлят отверстия в средней части трещины с обеих сторон симметрично относительно плоскости ее выхода на поверхность изделия, а стягивание крепежных элементов проводят по направлениям, проходящим соответственно через отверстия в вершинах трещин и в ее средней части.
