Изобретение относится к деформационной обработке материалов и может быть использовано при ремонте деталей машин с усталостными трещинами в гидросистемах воздушных судов.
Цель изобретения - расширение технологических возможностей путем уменьшения скорости роста трещины в сосудах под давлением без нарушения их герметичности.
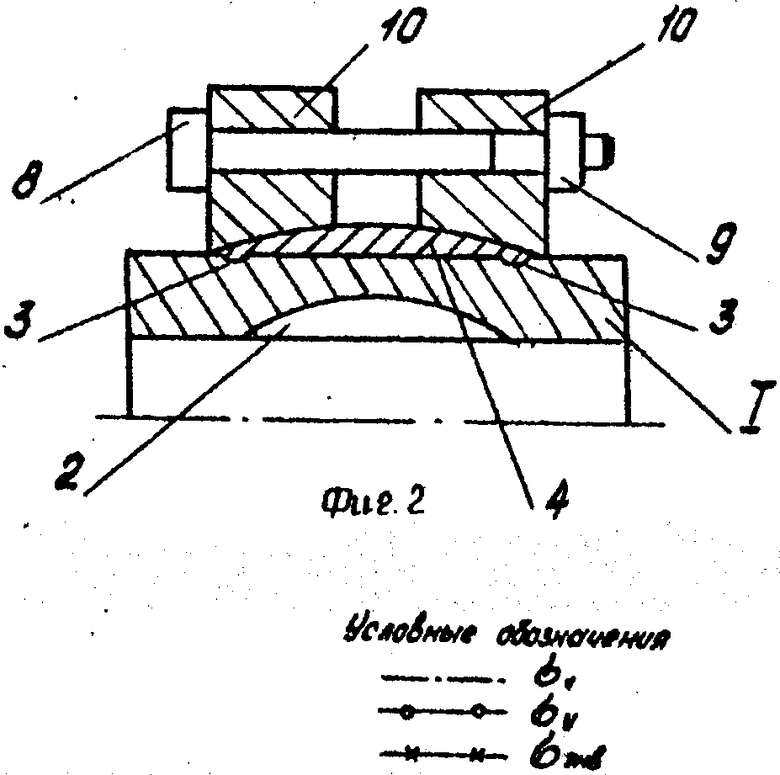
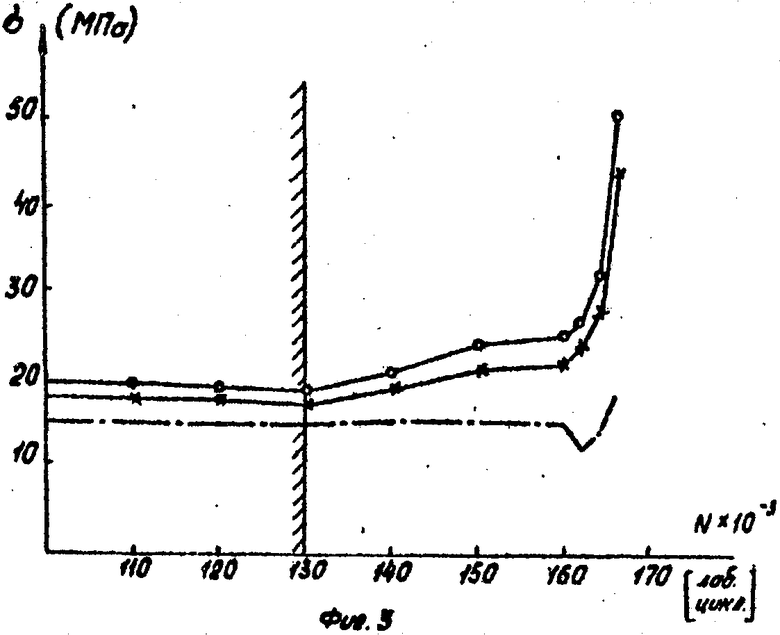
На фиг. 1 представлена деталь с усталостной трещиной и установленными двумя полукольцами, сечение; на фиг. 2 - то же, сечение в плоскости усталостной трещины после выполнения операций по предлагаемому способу; на фиг. 3 даны зависимости осевых и окружных напряжений от количества циклов создаваемого внутреннего давления в гидроцилиндре.
Сущность изобретения заключается в том, что в способе торможения распространения преимущественно несквозных усталостных трещин, заключающемся в сжатии материала в плоскости распространения трещины вдоль наружной поверхности детали, устанавливают местоположение трещины, выполняют на наружной поверхности детали две канавки, так, чтобы расстояние между ними было не меньше размера трещины, размещают на наружной поверхности в выполненных канавках ленту со сферической формой наружной поверхности, на которую устанавливают по два полукольца в зоне каждой канавки, а при стягивании образованных колец вдоль наружной поверхности детали создают напряжение сжатия в плоскости трещины и в прилегающих к ней объемах материала, а также тем, что лента выполнена конической формы наружной поверхности.
Выявление неразрушающими методами контроля местоположения трещины позволяет определить зону, в которой в последующем необходимо проводить операции для создания сжимающих напряжений в материале детали. Выполнение канавок позволяет зафиксировать стяжные элементы в зоне трещины и исключить их перемещение вдоль наружной поверхности детали. Расположение ленты со сферической (конической) формой наружной поверхности позволяет сохранить после прорастания сквозной трещины на всю толщину сечения внутреннее давление в сосуде в течение некоторого периода времени и снизить интенсивное натекание. Помимо этого, расположение в последующем на поверхности ленты полуколец позволяет при их стягивании параллельно наружной поверхности детали создать напряжения сжатия в плоскости трещины и в прилегающих к ней объемах материала. Создание самих напряжений сжатия позволяет снизить скорость роста трещины без нарушения герметичности сосуда под давлением и реализовать поставленную цель изобретения.
Пример реализации способа.
В процессе проведения циклических испытаний сосуда (детали 1) под давлением в виде гидроцилиндра из сплава АК-6 с толщиной стенки 6 мм за его герметичностью следили с помощью метода акустической эмиссии. С этой целью на наружной поверхности сосуда под давлением 1 устанавливали два датчика резонансного типа (на фигурах не показаны) и по поступающей от них информации фиксировали местоположение возникающей усталостной трещины 2. Дополнительно оценивали наличие трещины 2 в сосуде под давлением по изменению показателей тензодатчиков (на фигурах не показаны), которые наклеивали на наружную поверхность детали 1 до начала испытаний. Размеры обнаруженной трещины 2 составили 2 ммх16 мм. Выполняли на наружной поверхности детали две кольцевые канавки 3 радиусом 10 мм и глубиной 2 мм. Располагали на наружной поверхности и фиксировали в выполненных канавках 3 стальную ленту 4 из пружинной стали толщиной до 3 мм со сферической формой наружной поверхности. Форма ленты может быть выполнена конической. Ленту 4 располагали так, чтобы место стыка располагалось с противоположной стороны от зоны трещины 2. Устанавливали на ленту 4 по два стальных полукольца 5 с толщиной 10 мм в зоне каждой канавки 3 и фиксировали это положение с помощью крепежа 6. Далее устанавливали в отверстия 7 крепежные элементы 8 и 9, с помощью которых стягивали образованные кольца 10. При стягивании образованных колец 10 вдоль наружной поверхности детали 1 создавали напряжения сжатия в плоскости трещины 2 и в прилегающих к ней объемах материала. Для стягивания полуколец 5 использовали прецизионные крепежные болты 6, 8 и 9 с диаметром 8 мм.
Изобретение наиболее эффективно применительно к сосудам под давлением, в которых возникновение и развитие усталостных трещин происходит в их цилиндрической части. В этом случае можно наблюдать даже частичную остановку трещины и зафиксировать на основании фрактографических исследований снижение скорости роста трещины. Последнее служит доказательством увеличения периода эксплуатации детали с несквoзной усталостной трещиной, развивающейся от внутренних объемов к наружной поверхности. Это позволяет осуществлять эксплуатацию сосудов под давлением с развивающимися усталостными трещинами по принципу безопасного повреждения и управлять процессом распространения усталостной трещины, не имея доступа для ее непосредственного наблюдения.
Предлагаемый способ торможения усталостных трещин учитывает геометрию усталостной трещины, которая используется для создания эффекта торможения. При этом учитывается вид трещины, напряженное состояние в конструкции, где реализован рост трещины. Учет возможной переориентировки в росте трещины позволяет существенно снизить скорость ее роста с обеспечением доступа к зоне предполагаемого роста трещины для проведения периодического контроля неразрушающими методами в процессе эксплуатации. Доступность зоны усталостной трещины при реализации способа существенно с точки зрения принятия своевременных мер замены детали в случае перехода в область ускоренного процесса разрушения.
Способ позволяет получить прямой экономический эффект за счет сокращения объема потребных запасных частей при замене деталей с трещинами на новые, особенно в тех случаях, когда реализация базового объекта на детали или конструкции в силу геометрии трещины или самой детали становится невозможным. (56) Авторское свидетельство СССР N 456003, кл. C 21 D 7/02, 1974.
Авторское свидетельство СССР N 1267792, кл. C 21 D 7/02, 1985.
Изобретение относится к области деформационной обработки материалов и может быть использовано при ремонте деталей машин с усталостными трещинами в гидросистемах воздушных судов. Цель изобретения - расширение технологических возможностей путем уменьшения скорости роста трещины в сосудах под давлением без нарушения их герметичности. Сущность изобретения заключается в том, что сжатие материала в плоскости распространения трещины вдоль наружной поверхности детали осуществляют тем, что предварительно устанавливают местоположение трещины, выполняют на наружной поверхности детали две канавки, так, чтобы расстояние между ними было не меньше размера трещины, размещают на наружной поверхности в выполненных канавках ленту со сферической формой наружной поверхности, на которую устанавливают по два полукольца в зоне каждой канавки, а при стягивании оразованных колец вдоль наружной поверхности детали создают напряжения сжатия в плоскости трещины и в прилегающих к ней объемах материала. 3 ил.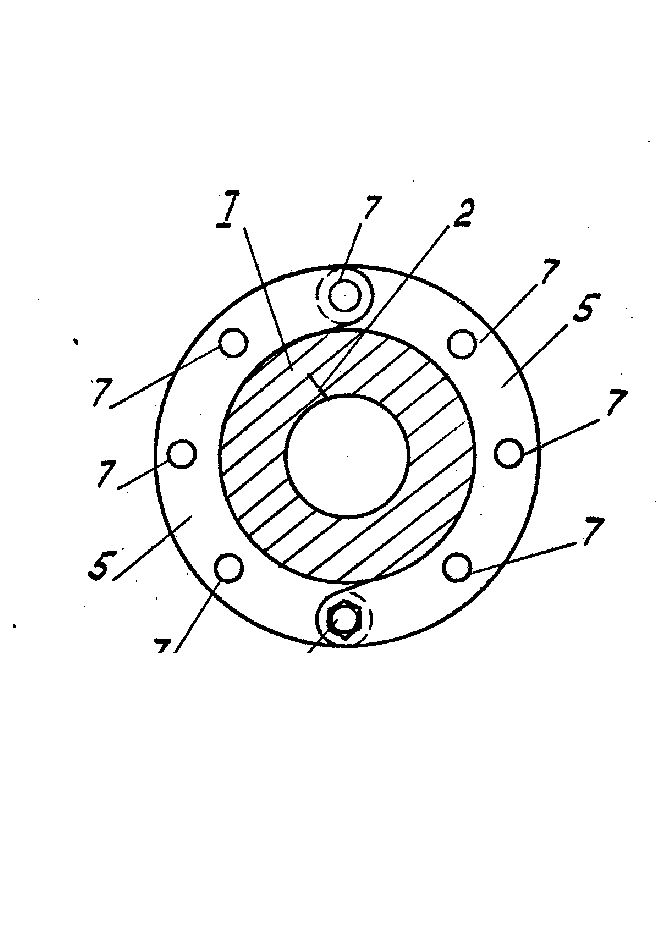
СПОСОБ ТОРМОЖЕНИЯ УСТАЛОСТНЫХ НЕСКВОЗНЫХ ТРЕЩИН В ИЗДЕЛИЯХ, включающий создание напряжений сжатия в материале в плоскости распространения трещины, отличающийся тем, что, с целью расширения технологических возможностей путем уменьшения скорости роста трещины в сосудах под давлением без нарушения их герметичности, предварительно устанавливают местоположение трещины с помощью акустической эмиссии, затем на наружной поверхности изделия вокруг трещины выполняют канавки на расстоянии друг от друга не меньше размера трещины, в канавках размещают ленту, на которую устанавливают полукольца, а напряжения сжатия создают путем стягивания вдоль наружной поверхности изделия образованных таким образом колец с помощью крепежных элементов.
