Изобретение относится к сварочному производству, а именно к электрооборудованию для контактной сварки, и может быть использовано для измерения активного падения- напряжения на сварочном контакте в различных системах контроля качества сварки.
Целью изобретения является повышение точности измерения.
На фиг. 1 представлена структурная схема устройства, реализующая предлагаемый способ; на фиг. 2 - структурная схема блока измерения индуктивности; на фиг. 3-5- временные диаграммы работы устройства, реализующего предлагаемый способ.
Суть изобретения заключается в следующем.
Напряжение UK, снимаемое с измерительного контура, представляет собой сумму напряжений полезного сигнала Уэз и напряжения помехи Un
и,с и«+Un(1)
при этом иээ представляет собой падение напряжения на сварочных электродах, а Un- это напряжение помехи, наведенное магнитным потоком Ф, которым охвачен измерительный контур, т.е.
.. АФ
(2)
Величину потока Ф магнитной индукции В через поверхность S, «натянутую на контур, охватывающий этот поток, можно определить, если известен векторный магнитный потенциал А по этому контуру. Для определения потока достаточно вычислить циркуляцию этой величины по контуру Ф Mdl,(3)
где А - проекция векторного магнитного потенциала на направление интегрирования;
dl - элемент контура.
Физическое измерение величины А затруднительно, OAHaj o, из выражения
A rotBj(4)
следует, что между величинами А и S существует жесткая зависимость, что быть использовано для оценки величины А по результатам измерения В.,Из (4) следует, что В и А взаимно перпендикулярны. Контур по направлению интегрирования имеет измеряемый физический па раметр Р, величина ко- торого зависит от В, т.е.
p KilBf,(5)
где IBJ - модуль составляющей индукции, перпендикулярной к направлению интегрирования; К| -постоянный коэффициент. Если Ф - магнитный поток, не меняющий направление в пределах поверхности S контура, то, используя выражения (3 и 5), запишем
ф (gPdl.(6)
Из (6) следует, что магнитный поток Ф можно косвенно измерить в определенные промежутки времени, когДа его направление
5
относительно контура не изменяется. Физическим параметром Р может быть относительное удлинение Al/f под действием магнитного поля (эффект магнитострикции).
Действие эффекта магнитострикции приводит к изменению длины контура и, как следствие, к изменению его индуктивности. Изменения индуктивности, пропорциональные модулю магнитного потока, преобразуются в напряжение, дифференцируя которое, можно
0 определить момент времени, когда напряжение помехи равно нулю. Измерив в этот момент напряжение на сварочном промежутке, определяют амплитуду напряжения электрод - электрод в момент времени, когда
г напряжение помехи равно нулю.
Устройство, реализующее предлагаемый способ, содержит измерительный контур 1, блок 2 измерения индуктивности, блок 3 дифференцирования, нуль-орган 4, датчик 5 тока, умножитель 6, сумматор 7, схе0 му 8 совпадения, усилитель 9 слежения и запоминания. Блок 2 измерения индуктивности содержит мостовую схему 10, выпрямитель 11, фильтр 12 верхних частот, генератор 13 частоты. Контур 1 соединяет сварочный промежуток электрод - электрод с входом блока 2 измерения индуктивности и первым входом сумматора 7, а выход блока 2 измерения индуктивности подключен на вход блока 3 дифференцирования и первый вход схемы 8 совпадения, а выход
Q блока 3 дифференцирования подключен на вход нуль-органа 4, выход которого соединен с вторым входом схемы 8 совпадения, при этом выход схемы 8 совпадения соединен с первым входом усилителя 9 слежения и запоминания, выход которого под5 ключен к первому входу умножителя 6, при этом выход умножителя 6 соединен с вторым входом сумматора 7, а второй вход умножителя 6 подключен на выход датчика 5 тока, соединенного со сварочной цепью, а выход сумматора 7 соединен с вторым вхо0 дом усилителя 9 слежения и запоминания. Выход генератора 13 частоты подключен на вход мостовой схемы 10, выход которой присоединен к выпрямителю 11, при этом выход выпрямителя 11 подключен на вход
г фильтра 12 верхних частот.
Измерение напряжения осуществляется следующим образом.
Магнитный поток Ф (t) (фиг. 1), возникающий под действием тока сварки, воздействует на измерительный контур 1, выпол0 ненный из магнитострикционного материала, например никеля, и измеряет его линейные размеры, т.е. длину 1о, на величину Д1 (t). Сокращение магнитных размеров контура вызывает пропорциональное изменение индуктивности, которое, в свою очередь,
5 пропорционально изменению магнитного потока /Ф(()/ (фиг. За, б). Если начальная (без поля) длина контура была о, а начальная индуктивность LO, то относительное изменение индуктивности под воздействием потока Ф (t) составляет:
У /Ф(1)/,
что отражено графиками на фиг. За, б. Наличие модуля объясняется четкостью эффекта магнитострикции, т.е. любое направление потока вызывает уменьшение длины контура, а следовательно, его индуктивности. Измерение индуктивности выполняется блоком 2 (фиг. 2). К. мостовой схеме 10 подводится напряжение высокой частоты Ui (фиг. За) от генератора 13. При отсутствии магнитного потока мост уравновешен, т.е.
Ro RS,Lo L o,
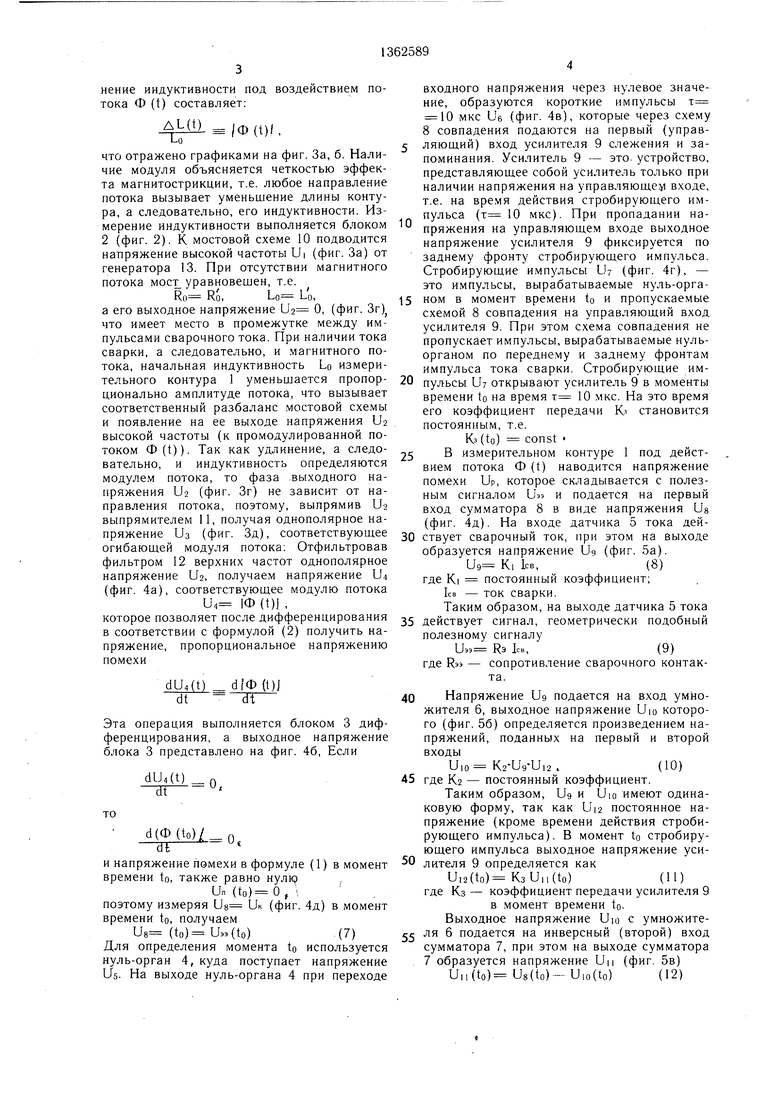
а его выходное напряжение U2 О, (фиг. Зг) что имеет место в промежутке между импульсами сварочного тока. При наличии тока сварки, а следовательно, и магнитного потока, начальная индуктивность LO измерительного контура 1 уменьшается пропорционально амплитуде потока, что вызывает соответственный разбаланс мостовой схемы и появление на ее выходе напряжения Uz высокой частоты (к промодулированной потоком Ф(1)). Так как удлинение, а следовательно, и индуктивность определяются модулем потока, то фаза .выходного напряжения LJ2 (фиг. Зг) не зависит от направления потока, поэтому, выпрямив Uo выпрямителем 11, получая однополярное напряжение Us (фиг. Зд), соответствующее огибаюшей модуля потока; Отфильтровав фильтром 12 верхних частот однополярное напряжение U2, получаем напряжение U4 (фиг. 4а), соответствующее модулю потока
U4 №(t)). ,
которое позволяет после дифференцирования в соответствии с формулой (2) получить напряжение, пропорциональное напряжению помехи
dU4(t) dip (1)1
Эта операция выполняется блоком 3 дифференцирования, а выходное напряжение блока 3 представлено на фиг. 46, Если
dU4(t) п
то
dl
и напряжение помехи в формуле (1) в момент времени to, также равно нулк Uo (to)0,
поэтому измеряя U8 UK (фиг. 4д) в момент времени to, получаем
U8 (to) U33(to)-(7)
Для определения момента to используется нуль-орган 4, куда поступает напряжение Us. На выходе нуль-органа 4 при переходе
0
входного напряжения через нулевое значение, образуются короткие импульсы т 10 МКС Уб (фиг. 4в), которые через схему 8 совпадения подаются на первый (управляюш,ий) вход усилителя 9 слежения и запоминания. Усилитель 9 - это- устройство, представляющее собой усилитель только при наличии напряжения на управляющее входе, т.е. на время действия стробирующего импульса (т 10 мкс). При пропадании напряжения на управляющем входе выходное напряжение усилителя 9 фиксируется по заднему фронту стробирующего импульса. Стробирующие импульсы Uy (фиг. 4г), - это импульсы, вырабатываемые нуль-орга5 ном в момент времени to и пропускаемые схемой 8 совпал ения на управляющий вход усилителя 9. При этом схема совпадения не пропускает импульсы, вырабатываемые нуль- органом по переднему и заднему фронтам импульса тока сварки. Стробирующие им0 пульсы и открывают усилитель 9 в моменты времени to на время т 10 мкс. На это время его коэффициент передачи Ю становится постоянным, т.е.
Кз (to) const
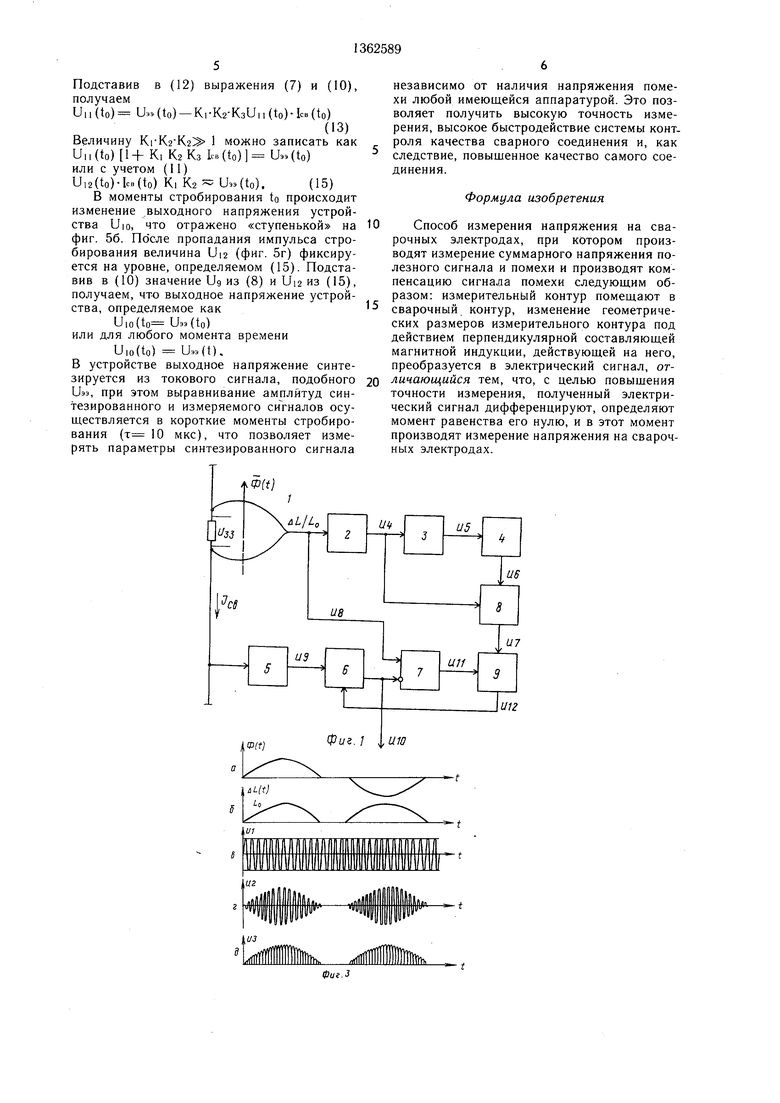
5 В измерительном контуре 1 под действием потока Ф (t) наводится напряжение помехи Up, которое складь вается с полезным сигналом иээ и подается на первый вход сумматора 8 в виде напряжения Ug (фиг. 4д). На входе датчика 5 тока дей0 ствует сварочный ток, при этом на выходе образуется напряжение Ug (фиг. 5а).
U9 Kl IcB,(8)
где Kl постоянный коэффициент;
ICB - ток сварки.
Таким образом, на выходе датчика 5 тока 5 действует сигнал, геометрически подобный полезному сигналу
иээ R3 IcB,(9)
где Кээ - сопротивление сварочного контакта.
0 Напряжение Ug подается на вход умножителя 6, выходное напряжение Uio которого (фиг. 56) определяется произведением напряжений, поданных на первый и второй входы
и,о K2-U9-U|2.(10)
5 где Кз - постоянный коэффициент.
Таким образом, Ug и Uio имеют одинаковую форму, так как Ui2 постоянное напряжение (кроме времени действия стробирующего импульса). В момент to стробирующего импульса выходное напряжение уси0 лителя 9 определяется как
U,2(to) K3Un(to)(11)
где Кз- коэффициент передачи усилителя 9
в момент времени to. Выходное напряжение Uio с умножите- 5 ля 6 подается на инверсный (второй) вход сумматора 7, при этом на выходе сумматора 7 образуется напряжение UN (фиг. 5в) Un(to) U8(to)-U,o(to)(12)
Подставив в (12) выражения (7) и (10), получаем
U,,(to)U3,(to)-K,-K2-K3U,,(to)-IcB(to)
(13) Величину Ki K2 K2S можно записать как
Uii(to)l+K, К2Кз b(to),(to)
или с учетом (11)
U,2(to)-lcB(to) Kl К2 иээ(Ь).(15)
в моменты стробирования to происходит изменение выходного напряжения устройства и 10, что отражено «ступенькой на фиг. 56. После пропадания импульса стробирования величина Ui2 (фиг. 5г) фиксируется на уровне, определяемом (15). Подставив в (10) значение Ug из (8) и Ui2 из (15), получаем, что выходное напряжение устройства, определяемое как
U,o((to)
или для любого момента времени
Uio(to) иэз(1).
В устройстве выходное напряжение синтезируется из токового сигнала, подобного Uss, при этом выравнивание амплитуд синтезированного и измеряемого сигналов осуществляется в короткие моменты стробирования (т 10 мкс), что позволяет измерять параметры синтезированного сигнала
независимо от наличия напряжения помехи любой имеющейся аппаратурой. Это позволяет получить высокую точность измерения, высокое быстродействие системы контроля качества сварного соединения и, как следствие, повышенное качество самого соединения.
Формула изобретения
Способ измерения напряжения на сварочных электродах, при котором производят измерение суммарного напряжения полезного сигнала и помехи и производят компенсацию сигнала помехи следующим образом: измерительный контур помещают в сварочный контур, изменение геометрических размеров измерительного контура под действием перпендикулярной составляющей магнитной индукции, действующей на него, преобразуется в электрический сигнал, отличающийся тем, что, с целью повышения точности измерения, полученный электрический сигнал дифференцируют, определяют момент равенства его нулю, и в этот момент производят измерение напряжения на сварочных электродах.
Фиг.З
шг
t
а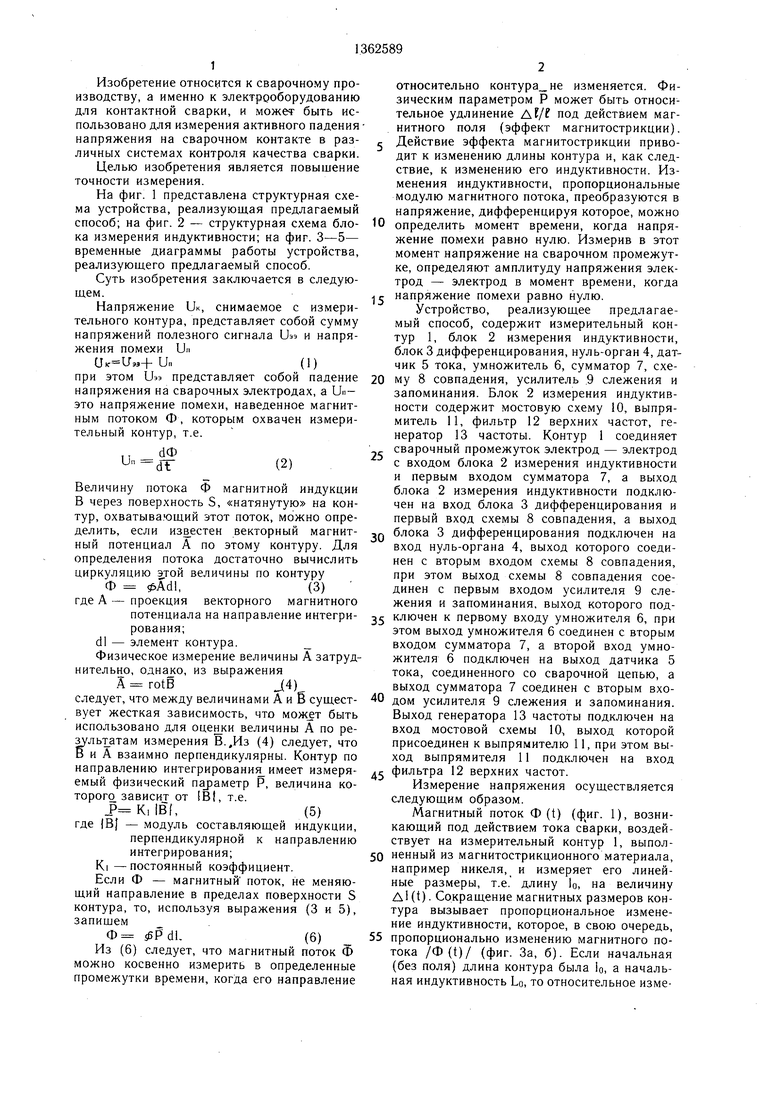
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Адаптивное устройство для измерения напряжения дуги в дуговой электропечи | 1984 |
|
SU1164914A1 |
| Устройство контроля качества шовной контактной сварки | 1987 |
|
SU1407729A1 |
| Способ измерения напряжения на сварочных электродах | 1984 |
|
SU1232428A1 |
| Способ геоэлектроразведки и устройство для его осуществления | 1976 |
|
SU894650A1 |
| Цифровой электростатический самоградуирующийся вольтметр | 1987 |
|
SU1525625A1 |
| Способ контроля и управления процессом контактной сварки | 1981 |
|
SU967729A1 |
| Кондукционный электромагнитный расходомер | 1983 |
|
SU1116320A1 |
| Устройство для контроля параметров процесса контактной сварки | 1980 |
|
SU912440A1 |
| Устройство для определения магнитных характеристик ферромагнитных материалов | 1983 |
|
SU1112328A1 |
Изобретение относится к сварочному производству, а именно к электрооборудованию для контактной сварки, и может быть использовано для измерения активного падения напряжения на сварочном контакте в различных системах контроля качества сварки. Изобретение позволяет повысить точность изменения. Способ измерения напряжения на сварочных электродах заключается в следующем: производят измерение суммарного напряжения полезного сигнала и помехи и производят компенсацию сиг-, нала помехи, помещая измерительный контур в сварочный контур. Изменение геометрических размеров измерительного контура под действием перпендикулярной составляющей магнитной индукции, действующей на него, преобразуется в электрический сигнал. Затем полученный электрический сигнал дифференцируют, определяют момент времени равенства его кулю и в этот момент производят из.мерение напряжения на сварочных электродах.. Такое решение позволяет повысить качество сварного соединения за счет повышения точности измерения напряжения на сварочных электродах, что достигается исключением погрешности от влияния нелинейности сопротивления сварочного промежутка электрод - электрод. 5 ил. С/) г/2 оо О) ьо ел оо ;о . 2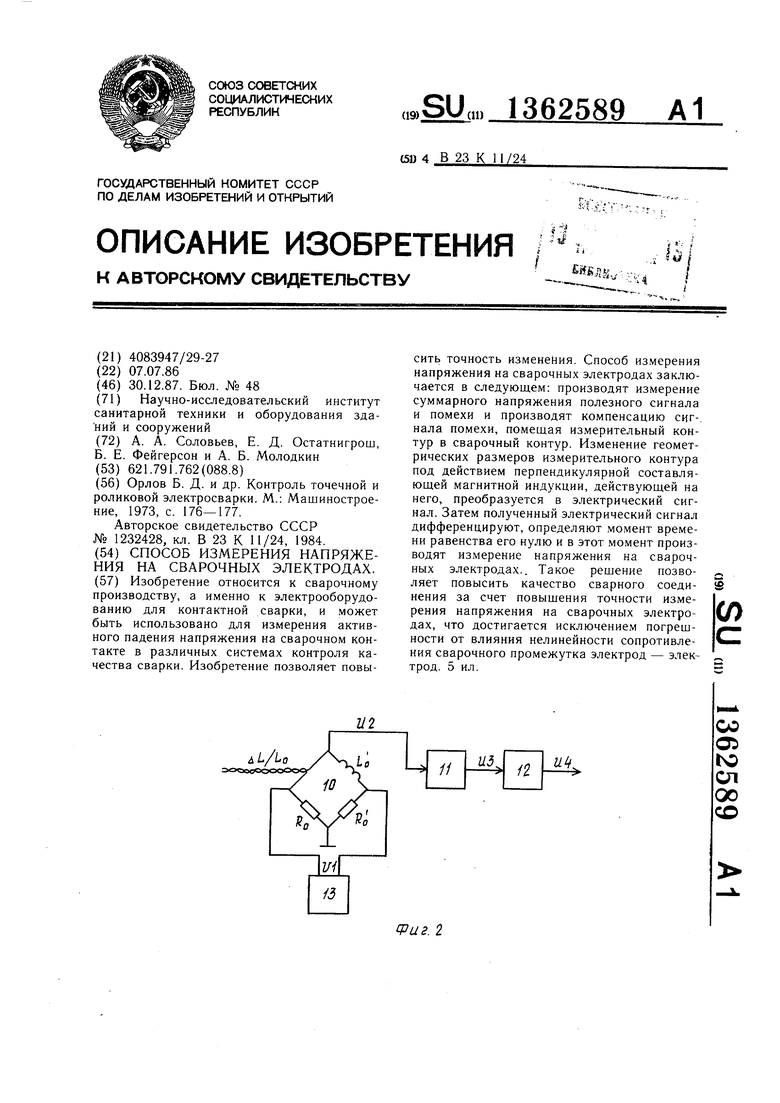
из
idZ.
Редактор Т. Парфенова Заказ 5949/9
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35,-Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.
Составитель В. Грибова
Техред И. ВересКорректор Л. Пилипенко
Тираж 970Подписное
| Орлов Б | |||
| Д | |||
| и др | |||
| Контроль точечной и роликовой электросварки | |||
| М.: Машиностроение, 1973, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Способ измерения напряжения на сварочных электродах | 1984 |
|
SU1232428A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
