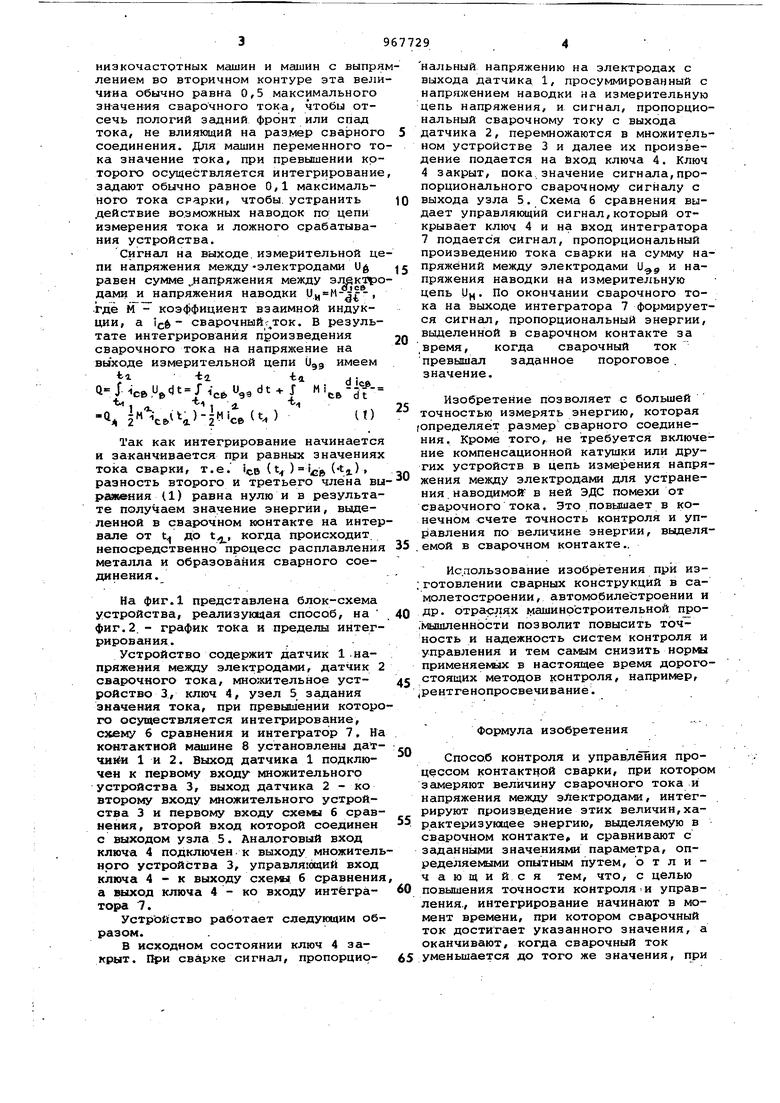
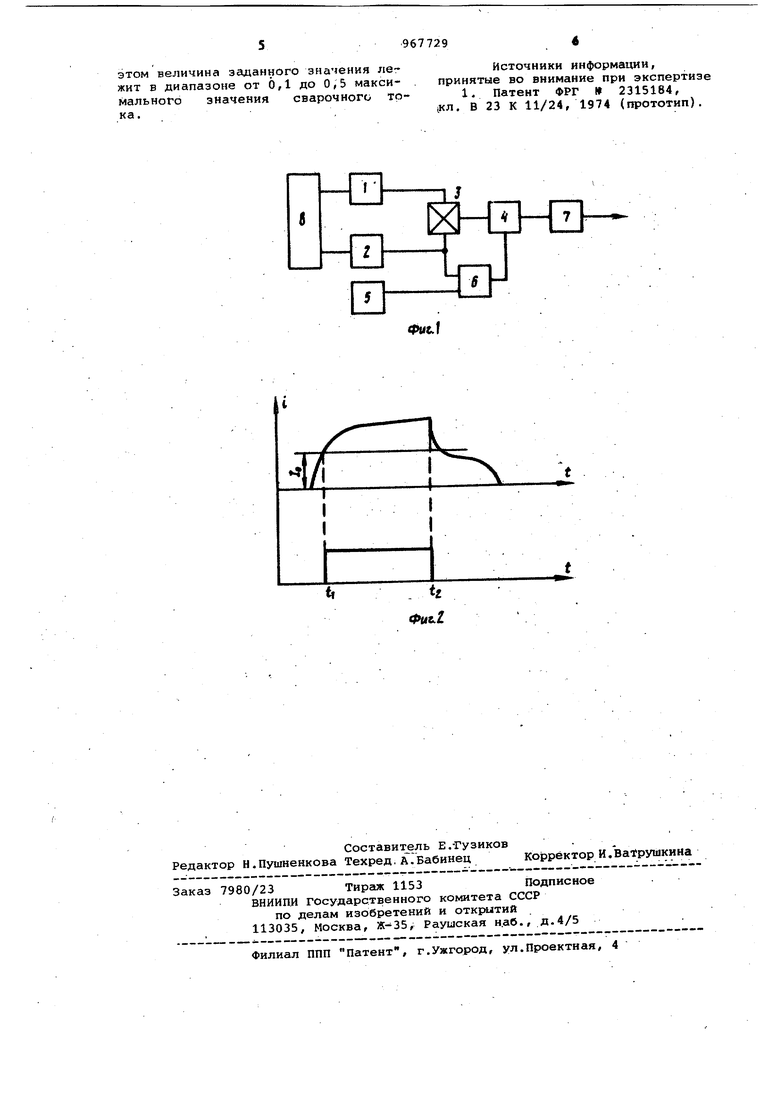
низкочастотных машин и машин с выпря лением во вторичном контуре эта вели чина обычно равка 0,5 максимального эн-ачен«я сварочного тока, чтобы отсечь пологий задний фронт или спад тока, не влияющий на размер сва эного соединения. Для машин переменного то ка значение тока, при превышении ко торого осуществляется интегрирование задают обычно равное 0,1 максимального тока срарки, чтобы, устранить действие возможных наводок по цепи измерения тока и ложного срабатывания устройства. Сигнал на выходе.измерительной це пи напряжения между-электродами Ug равен сумме .aпpяжeния между электро дами и напряжения наводки UM где М коэффициент взаимной индукции, а icfe сварочный; ток. В результате интегрирования произведения сварочного тока на напряжение на выходе измерительной цепи имеем ta 1 -fca .. 4-X%ftU..,-. и, dt J- Mi, С6 99 - J сВ dt 1 л 1 4 « )(t. ) (I) Так как интегрирование начинается и за-канчявается при равных значениях тока сварки, т.е. ICB (Ч с .г разность второго и третьего члена вы ргжения (1) равна нулю и в результате получаем значение энергии, выделенной в сварочном контакте на интер вале от ц до t,j, когда происходит непосредственно процесс расплавления металла и образования сварного соединения. На фиг.1 представлена блок-схема устройства, реализующая способ, на фиг.2. - график тока и пределы интегрирования.. Устройство содержит датчик 1 напряжения между электродами, датчик 2 сварочного тока, мнозкительное устройство 3., ключ 4, узел 5 задания значения тока, при превышении которо го осуществляется интегрирование, схему б сравнения и интегратор 7, На контактной машине 8 установлены датчи1ё и 1 и 2. Выход датчика 1 подключен к первому входу множительного устройства 3, выход датчика 2 - ко второму входу множительного устройства 3 и первому входу схема 6 сравнения, второй вход которой соединен с выходом узла 5. Аналоговый вход ключа 4 подключен к выходу множитель ного устройства 3, управляииций вход ключа 4 - к выходу б сравнения а клход ключа 4 - ко входу интёгратора 7. Устройство работает следующим образом. . В исходном состоянии ключ 4 закрыт. сварке сигнал, пропорциональный напряжению на электродах с выхода датчика 1, просуммированный с напряжением наводки на измерительную цепь напряжения, и сигнал, пропорциональный сварочному току с выхода датчика 2, перемножаются в множительном устройстве 3 и далее их произведение подается на йход ключа 4. Ключ 4 закрыт, пока.значение сигнала,пропорционального сварочному сигналу с выхода узла 5. Схема б сравнения выдает управляющий сигнал,который открывает ключ 4 и на вход интегратора 7 подается сигнал, пропорциональный произведению тока сварки на сумму напряжений между электродами U. напряжения наводки на измерительную цепь (i. По окончании сварочного тока на выходе интегратора 7 формируется сигнал, пропорциональный энергии, выделенной в сварочном контакте за ,время, когда сварочный ток превышал заданное пороговое . значение. Изобретение позволяет с большей точностью измерять энергию, которая Определяет размер сварного соединения. Кроме того, не требуется включение компенсационной катушки или других устройств в цепь измерения напряжения между электродами для устранения . наводимой в ней ЭДС помехи от сварочного тока. Это повышает в конечном счете точность контроля и упр1авления по величине энергии, выделяемой в сварочном контакте.. Использование изобретения при изготовлении сварных конструкций в самолетостроении, автомобилестроении и др. отра-рлях машиностроительной про.мышленности позволит повысить точность и надежность систем контроля и управления и тем самым снизить нормы применяемых в настоящее время дорогостоящих методов контроля, например, рентгенопросвечивание. Формула изобретения Спосо.б контроля и управления процессом контактной сварки, при котором замеряют величину сварочного тока и напряжения между электродами, интегрируют произведение этих величин,характеризующее энергию, вьвделяемую в сварочном контакте, и сравнивают с заданными значениями параметра, определяемыми опытным путем, отличающийся тем, что, с целью повышения точности контроляи управления., интегрирование начинают в момент времени, при котором сварочный ток достигает указанного значения, а оканчивают, когда сварочный ток уменьшается до того же значения, при
этом величина заданного значения лежит в диапазоне от 6,1 до 0,5 максимального значения сварочного тока.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ I 2315184, 1кл. В 23 К 11/24, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| Способ регулирования процесса электронагрева при точечной и шовной сварке | 1977 |
|
SU662297A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
| Устройство для измерения активногоСОпРОТиВлЕНия СВАРОчНОгО КОНТуРА | 1979 |
|
SU852475A1 |
| Устройство для измерения активного сопротивления сварочного контура | 1981 |
|
SU998055A2 |
| Способ контроля и управления процессом контактной сварки | 1991 |
|
SU1816604A1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Устройство для контроля качестваТОчЕчНОй КОНТАКТНОй СВАРКи | 1978 |
|
SU829369A1 |
| Устройство для измерения сварочного тока | 1978 |
|
SU742073A1 |
U
- 2 Фи&
