Изобретение относится к области сварочного производства, а именно к электрооборудованию для контактной сварки, и может быть использовано для и,змерения активного падения напряжения на сварочном контакте в различных системах контроля.
. Целью изобретения является повышение точности измерения за счет полной компенсации сигнала помехи.
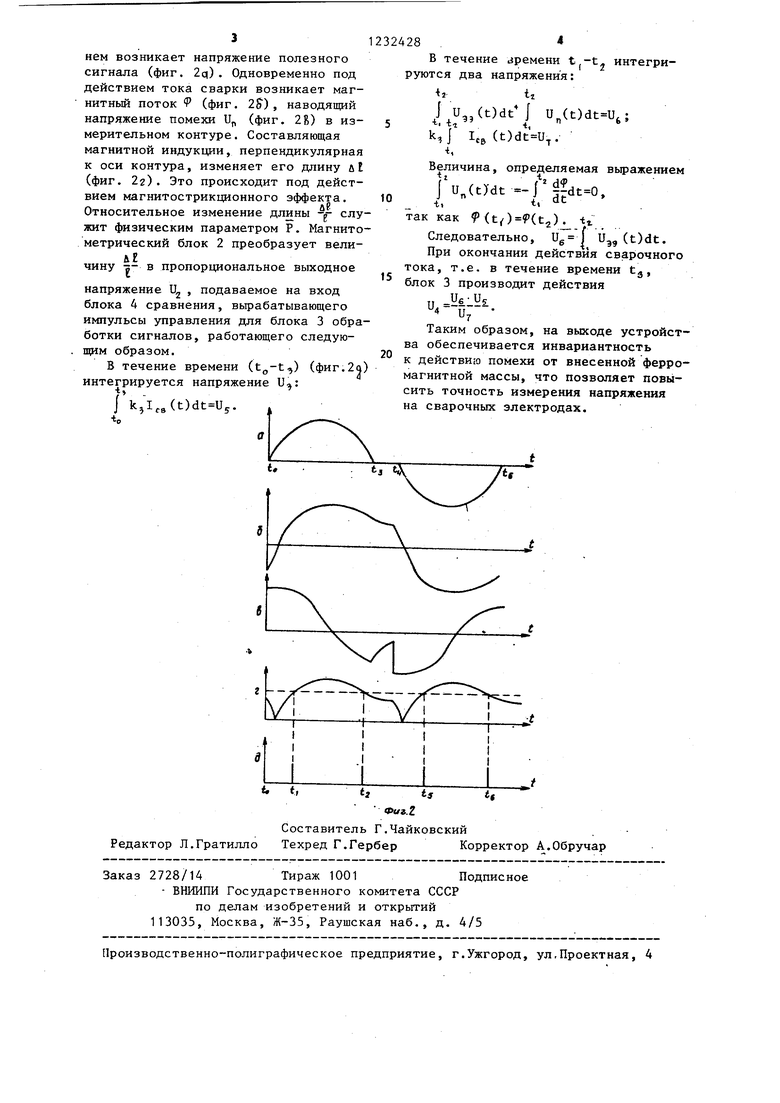
На фиг. 1 представлена блок-схема устройства, реализующего предложенный способ; на фиг. 2 - временные диаграммы работы устройства.
Измерение активного падения напря- 5 ния имеет измеряемый физический паражения на сварочном контакте связано со значительными трудностями отеде- ния полезного сигнала от напряжения помехи; Это.напряжение образуется под действием электромагнитного поля сварочного тока на проводники, образующие измерительньй контур, проложенные в сварочном контуре и соединяющие сварочный контакт с входом измерительного устройства датчика.
Кроме сварочного тока в металлоконструкциях машины протекают вихревые токи Фуко, также наводящие напряжение помехи в измерительном контуре Таким образом, напряжение помехи в измерительном контуре наводится токовой системой с параметрами, отличными от тока сварки.
Сущность предлагаемого способа заключается в том, что напряженней,, снимаемое с измерительного контура, представляет собой сумму напряжений полезного сигнала U. и напряжения помехи и
и, и„ +и„,
(1)
где U,g- падение напряжения на сварочных электродах; и„- напряжение помехи, наведенного магнитным потоком Р, охваченным измерительным конУстройство содержит измерительный контур 1, магнитометрический блок 2, блок 3 обработки сигнала, блок 4 40 управления. Измерительный контур 1 выполнен в виде двух проводников, изготовленных из магнитострик- ционного материала. Контур 1 соединяет сварочный промежуток R с вхо- 45 дом блока 3 обработки сигналов и вкотуром, т.е.
дом магнитометрического блока 2, вы- ,ход которого соединен с входом блока 4 управления, выход которого подключен к управляющему входу блока 3 Величина потока Р магнитной индук- 50 обработки сигнала, на второй вход
- dt(2)
ции в через поверхность S, натянутую на контур, охватывающий этот поток, можно определить, если известен векторный магнитный потенциал А по этому контуру. Для определения пото- ка достаточно вычислить циркуляцию этой величины по контуру
PAdE,(3)
где А - проекция векторного магнитного потенциала на направление интегрирования;
dl - элемент контура.
Физическое измерение величины А затруднительно, однако из выражения
A rotB(4).
следует, что между величинами А и В существует жесткая зависимость, что может быть использовано для оценки величины А по результатам измерения В. Из выражения (4) следует, что В и А взаимно перпендикулярны. Если контур по направлению интегрирова
MeTjp Р, величина которого зависит от В, т.J.
,lB|.,(5)
где |В| - модуль составляющей индук- ции, перпендикулярной к направлению интегрирования; kj - постоянньй коэффициент. Если (tpj - магнитный поток, не меняющий направление в пределах поверхности контура S, то, используя выражения (3) и (5), запишем
f Pd,t.(6)
Из выражения (6) следует, что магнитный поток (Ф) можно косвенно измерить в определенные промежутки времени, когда его направление относительно контура не изменяется. Физическим параметром Р может быть относительное удлинение под действием магнитного поля (эффект магнито- стрикции).
Устройство содержит измерительный контур 1, магнитометрический блок 2, блок 3 обработки сигнала, блок 4 управления. Измерительный контур 1 выполнен в виде двух проводников, изготовленных из магнитострик- ционного материала. Контур 1 соединяет сварочный промежуток R с вхо- дом блока 3 обработки сигналов и вко
которого подается напряжение
. где k,
Ice- постоянный коэффициент;
сварочньй ток.
Измерение напряжения осуществляется следующим образом.
При прохождении сварочного тока 1 через сварочный промежуток Rgj
нем возникает напряжение полезного сигнала (фиг. 2q). Одновременно под действием тока сварки возникает маг- нитньш поток Р (фиг. 2) , наводящий напряжение помехи U (фиг. 28) в измерительном контуре. Составляющая магнитной индукции, перпендикулярная к оси контура, изменяет его длину ut (фиг. 2г). Это происходит под действием магнитострикционного эффекта. Относительное изменение длины - служит физическим параметром Р. Магнитометрический блок 2 преобразует величину |- в пропорциональное выходное
напряжение Uj , подаваемое на вход блока А сравнения, вьфабатывающего импульсы управления для блока 3 обработки сигналов, работающего следующим образом.
В течение времени (,) (фиг.2)
интегрируется напряжение
Г
k,I(t),
232А28
В течение аремени t -t, интегрируются два напряжения:
+1 ii
U,,(t)dtM U(t),;
5 1.
Ц| I,, (t).
i, Величина, определяемая выражением
{ u(t)-dt ,
так как 9 (tf)9(t) . -tt
Следовательно, Ug | U, (t)dt. При окончании действия сварочного
10
тока, т.е. в течение времени блок 3 производит действия U6 Us
-3
и.
и.
Таким образом, на выходе устройства обеспечивается инвариантность к действию помехи от внесенной ферромагнитной массы, что позволяет повысить точность измерения напряжения на сварочных электродах.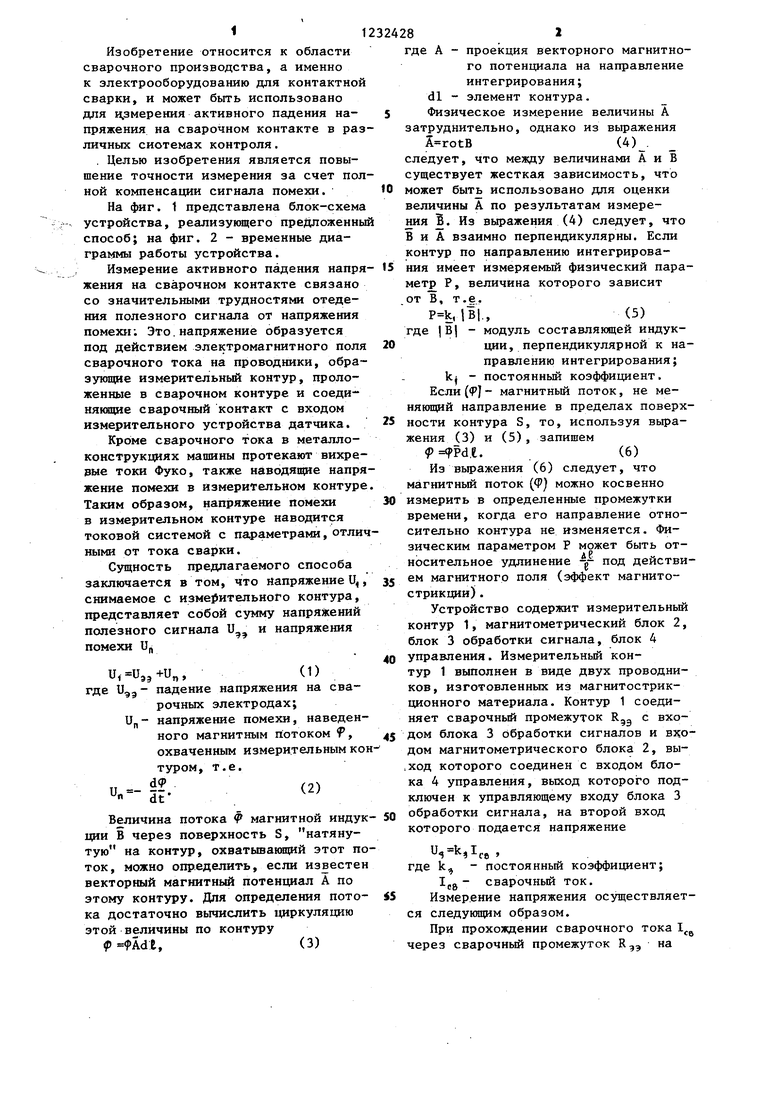
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения напряжения на сварочных электродах | 1986 |
|
SU1362589A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЧИСЛА ОБОРОТОВ ВАЛА ЭЛЕКТРОДВИГАТЕЛЯ С ПОСТОЯННЫМ МАГНИТОМ (ВАРИАНТЫ) | 1990 |
|
RU2027213C1 |
| Датчик измерения падения напряжения на электродах сварочной машины | 1982 |
|
SU1076236A1 |
| МАГНИТОМЕТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ОХРАННОЙ СИГНАЛИЗАЦИИ | 2007 |
|
RU2346335C2 |
| Способ определения пространственных составляющих амплитуды вектора напряженности магнитного поля вблизи массивных проводников | 1990 |
|
SU1758614A1 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| МАГНИТОМЕТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ОХРАННОЙ СИГНАЛИЗАЦИИ | 2004 |
|
RU2276410C1 |
| СЕЙСМОМАГНИТОМЕТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ОХРАННОЙ СИГНАЛИЗАЦИИ | 2001 |
|
RU2210116C2 |
| Устройство для контроля параметров процесса контактной сварки | 1977 |
|
SU650754A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ДВИЖЕНИЯ ПРОВОДНИКА С ТОКОМ | 2011 |
|
RU2477489C1 |
. , ti is tt
ф|/г.2
Составитель Г.Чайковский Редактор Л.Гратилло Техред Г.Гербер Корректор А.Обручар
Заказ 2728/14 Тираж 1001Подписное
- ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Патон Б.Е., Лебедев В.К | |||
| Электрооборудование для контактной сварки | |||
| М.: Машиностроение, 1969, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Орлов Б.Д | |||
| и др | |||
| Контроль точечной и роликовой электросварки | |||
| М.: Машиностроение, 1973, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
