Изобретение относится к технологии машиностроения и может быть использовано при оптимизации режимов механической, термической и химико-термической обработки ферромагнитных деталей
Целью изобретения является повышение достоверности выбора оптималь ного режима и расширение класса решаемых задач.
Поставленная цель достигается тем, что согласно способу выбора режима поверхностного пластического деформирования ферромагнитных деталей заключающемуся в обработке деталей на различных режимах с последующим измерением физических параметров материала и назначении по результатам измерения режима в соответствии с выбранным критерием оптимальности, в качестве критерия оптимальности выбирают минимальное значение параметров шумов Баркгаузена, возникающих в материале при воздействии переменного магнитного поля.
На фиг. 1 показана блок-схема устройства, реализующего предлагаемый способ; на фиг. 2 и 3 - зависимости, иллюстрирующие сущность способа.
Устройство (фиг. 1 ) содержит последовательно соединенные источник 1 переменного тока, индукционный преобразователь 2, усилитель 3 и бло
4 регистрации.
Предложенный способ реализуется следующим образом.
Выходной ток источника 1 создает в преобразователе 2 магнитное поле с частотой 0,2-10 Гц и амплитудой до. 10 кА/м, которое перемагничивает феррЬмагнитную деталь, подвергнутую ППД. Шумы Баркгаузена, возникающие в материале при перемагничивании, регистрируются измерительной катушкой преобразователя 2, усиливаются в полосе частот 1-300 кГц усилителем 3 и поступают в блок регистрации, где определяется результат измерения.
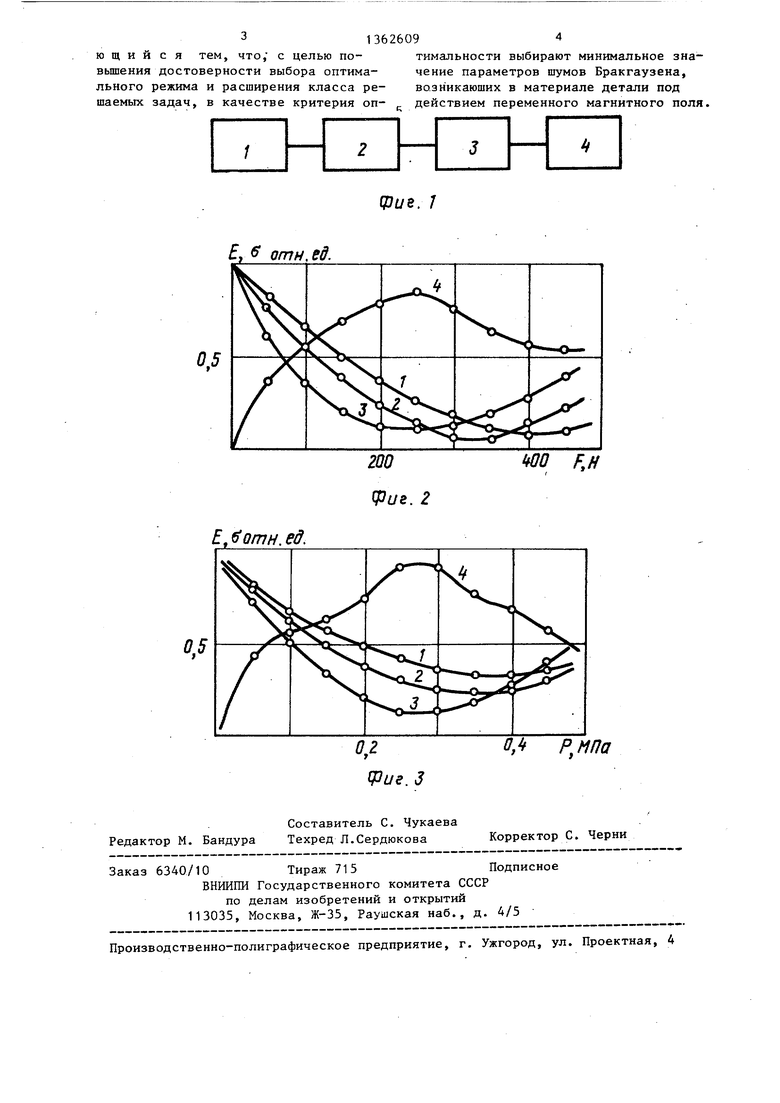
На фиг. 2 показаны зависимости средневыпрямленного значения шумов Баркгаузена (Е) от усилия выглаживания (F). Зависимости получены при алмазном выглаживании деталей типа вал из стали ЗОХГСН2А структуры отпущенного мартенсита инструментом с различными радиусами наконечника: 3-R 1 мм. Продольная подача инструмента составляла 0,1 мм/об. Кривая 4 на
f
0
5
0
5
0
5
фиг. 2 представляет собой зависимость остаточных сжимающих напряжений на поверхности детали (э от усилия выглаживания с радиусом наконечника R 1 мм. Остаточные напряжения определены методом Давиденкова.
На фиг. 3 представлены зависимости средневыпрямленного значения шумов Баркгаузена (Е) от давления воздуха (Р) при дробеструйной обработке тех же деталей. Зависимости получены при использовании дроби различного диаметра: 1-D 3 мм; 2-D 2 мм; 3-D 1 мм. Продолжительность обработки составляла 2 мин. Кривая 4 на фиг. 3 представляет собой зависимость остаточных напряжений (э от давления Р при использовании дроби диаметром D 1 мм.
При увеличении степени деформации происходит перемещение максимь ма остаточных сжимающих напряжений в глубину материала и относительное разупрочнение поверхностного слоя. Кроме, того, в сталях мартенситной структуры большие деформации сопровождаются выделением в поверхностном слое . (30-40 мкм) дисперсных карбидов. Указанные причины определяют качество ППД, в частности, существенно снижая усталостную прочности, деталей.
Направленное упрочнение (алмазное выглаживание, обкатка роликами и т.п.) обуславливает текстуру поверхностных слоев. При зтом характер зависимостей шумов Баркглузена от технологических факторов ППД определяется направлением перемагничивания. Использование эмиссионных и спектральных параметров шумов Баркгаузена, а также их распределения по петле гистерезиса позволяет в ряде случаев получить зависимости с экстремумом в- виде максимума. Однако во всех случаях экстремальное значение регистрируемых параметров соответствует наибольшей величине поверхностных остаточных напряжений.
Формула изобретения
Способ выбора режимов поверхностного пластического деформирования ферромагнитных деталей, при котором осуществляют обработку деталей на
различных режимах с последующим замером остаточных напряжений и назначают режимы в соответствии с выбранным критерием оптимизации, о т л и ч а ю щ и и с я тем, что; с целью по- вьппения достоверности выбора оптимального режима и расширения класса решаемых задач, в качестве критерия опЕу от и, ед.
тимальности выбирают минимальное значение параметров шумов Бракгаузена, возникающих в материале детали под р действием переменного магнитного поля.
ОЗие. 7
05
WO F,H
f, отн. ед.
0.2
0, P,MfJa
Редактор М. Бандура
Составитель С. Чукаева Техред Л.Сердюкова
Заказ 6340/10 Тираж 715Подписное
ВНРШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(Риг.з
Корректор с. Черни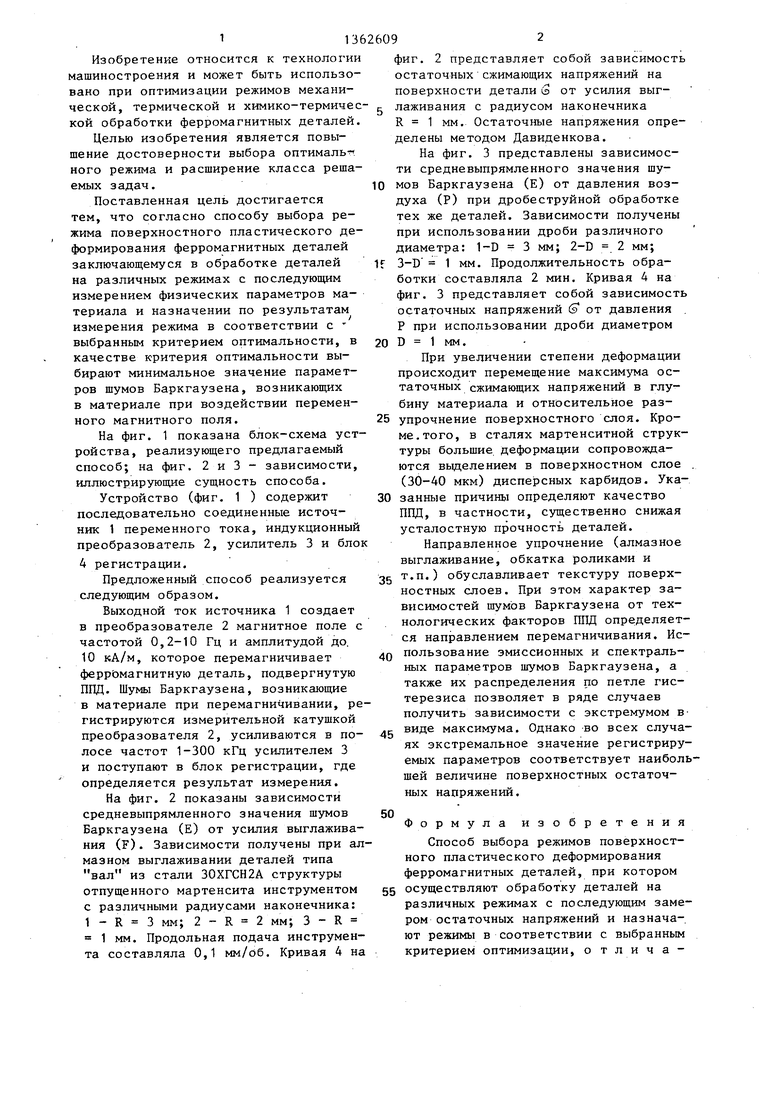
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля механических свойств металлопроката, изготовленного из ферромагнитных металлических сплавов и устройство для его осуществления | 2023 |
|
RU2807964C1 |
| СПОСОБ КОНТРОЛЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ РЕЛЬСОВЫХ ПЛЕТЕЙ В УСЛОВИЯХ НАЛИЧИЯ МАГНИТНЫХ И ТЕМПЕРАТУРНЫХ ПОЛЕЙ МЕТОДОМ ШУМОВ БАРКГАУЗЕНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2640492C1 |
| СПОСОБ ОПТИМИЗАЦИИ ТОКА ПОДМАГНИЧИВАНИЯ ПРИ КОНТРОЛЕ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ МЕТОДОМ ШУМОВ БАРКГАУЗЕНА | 2010 |
|
RU2479838C2 |
| Способ магнитошумового контроляМЕХАНичЕСКиХ НАпРяжЕНий | 1979 |
|
SU819679A1 |
| Способ контроля физико-механических свойств ферромагнитных изделий и устройство для его осуществления | 1987 |
|
SU1642363A1 |
| Электромагнитный способ комплексного контроля ферромагнитных изделий и устройство для его осуществления | 1986 |
|
SU1437679A1 |
| Способ определения послойного распределения физико-механических свойств в поверхностно-упрочненных слоях из ферромагнитных материалов | 1990 |
|
SU1779989A1 |
| Способ контроля механических напряжений в ферромагнитных материалах | 1987 |
|
SU1467491A1 |
| СПОСОБ КОМБИНИРОВАННОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 1995 |
|
RU2078676C1 |
| Устройство для контроля физико-механических свойств ферромагнитных изделий | 1985 |
|
SU1325389A1 |
Изобретение от«осится к машиностроению и может быть использовано при поверхностном пластическом деформировании ферромагнитных материалов. Цель изобретения - повышение достоверности выбора оптимального режима и расширение класса решаемых задач. Для этого обрабатывают деталь на раз- личных режимах с последующим замером остаточных напряжений и назначают режим, обеспечивающий максимальные остаточные напряжения. В качестве критерия оптимальности выбирают минимальное значение шумов Баркгаузена, возникающих в материале детали под действием переменного магнитного поля, 3 ил.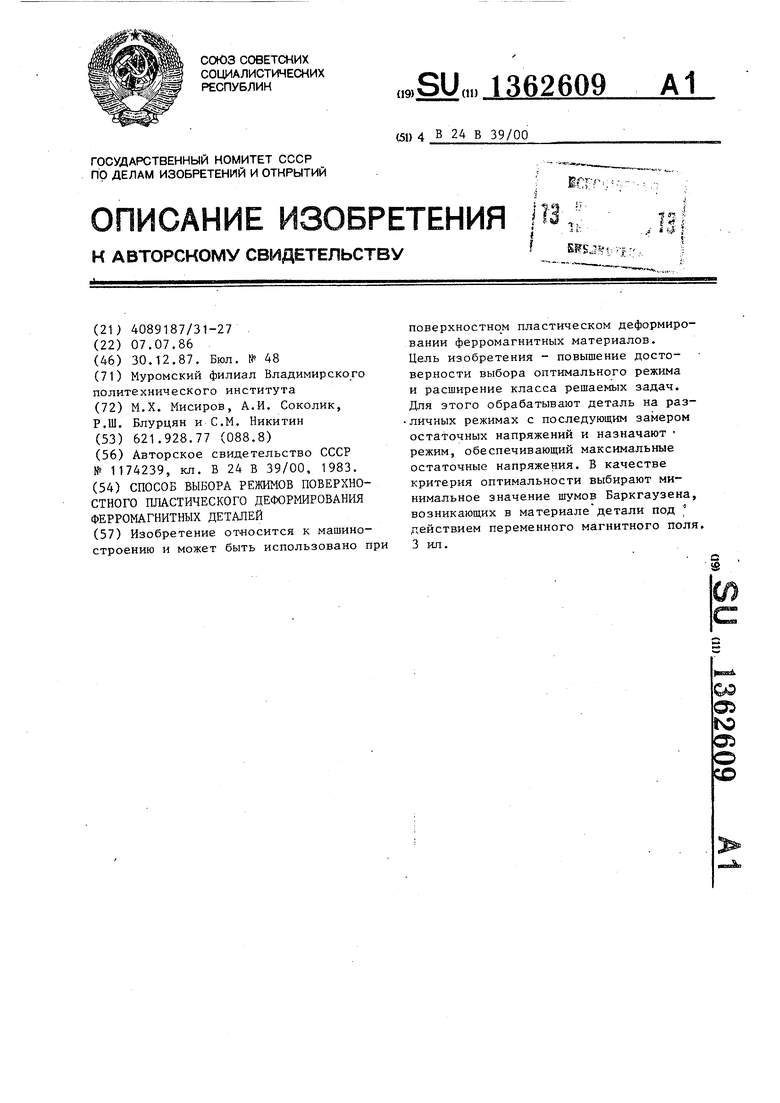
| Способ выбора режима поверхностного пластического деформирования | 1983 |
|
SU1174239A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
