Изобретение относится к области технологии машиностроения и может быть использовано при выборе режима отделочной обработки выглаживанием или обкатыванием, обеспечивающим минимальную шероховатость поверхности.
Целью изобретения является повышение достоверности и уменьшение затрат времени на выбор оптимального режима отделочной обработки выглаживанием или обкатыванием.
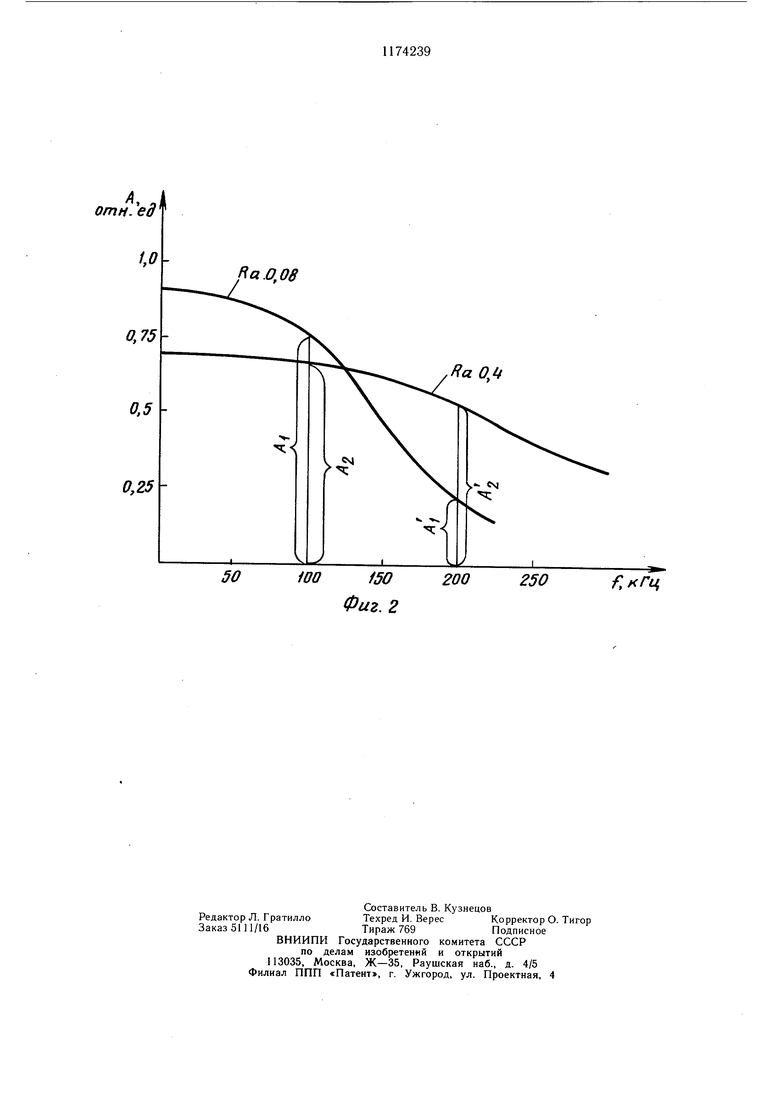
На фиг. 1 представлена структурная схема регистрации и обработки акустических сигналов, сопровождающих процесс выглаживания; на фиг. 2 - график изменения амплитуд акустических сигналов для поверхностей с различной шероховатостью.
Акустический сигнал, генерируемый в зоне обработки поверхности изделия 1 инструментом 2, регистрируется с помощью пьезопреобразователя 3, установленного на инструменте. Электрический сигнал, получаемый на выходе пьезопреобразователя, усиливается усилителем 4 с усилением 40 дБ в диапазоне частот 50-500 кГц. Усиленный сигнал поступает на два избирательных усилителя с полосами пропускания Ш0±10 кГц (5) и 200±10 кГц (5) и усилением в полосе пропускания 20 дБ. Сигналы с выходов 5 и 5 детектируются детекторами 6 и 6с постоянной времени 0,1 с. С выходов детекторов сигналы поступают на аналоговое устройство 7 деления сигналов. Частное от деления поступает на регистрирующий самописец 8.
С уменьшением величины микронеровностей площадь контакта инструмента и обрабатываемой детали увеличивается и, следовательно, время, в течение которого инструмент взаимодействует с выступами поверхности, возрастает. При взаимодействии инструмента с поверхностью детали в зоне обработки возникают акустические колебания, которые можно преобразовывать в электрические сигналы и регистрировать. Энергия импульсов, имеющих большую длительность, сосредоточена в более низком 5 частотном диапазоне, чем у коротких импульсов (фиг. 2). Чем меньше получаемая щероховатость и больше длительность акустических импульсов, тем больще отношение амплитуд сигналов акустических колебаний, измеренных на низкой и высокой частотах; для минимальной щероховатости оно максимально, абсолютная величина максимального отнощения зависит и от вида обрабатываемого материала и от величины щероховатости, предшествующей обработке.
5 Однако в любом случае она максимальна при минимальной получаемой шероховатости (фиг. 2).
Таким образом, о шероховатости поверхности можно судить по отношению амплитуд акустических колебаний, измеренных
на двух фиксированных частотах.
При значениях ,08 основная мощность акустического излучения сосредоточена в диапазоне частот 50-150 кГц, а при больщих значениях Ra в диапазоне
5 частот 150-250 кГц (фиг. 2). Поэтому целесообразно за нижнюю границу частоты принять 100 кГц, а за верхнюю - 200 кГц, так как они являются серединами низкочастотного и высокочастотного интервалов (фиг. 2).
0 Из графика (фиг. 2) видно, что отнощение амплитуд сигналов, замеренных на частотах 100 и 200 кГц, для поверхности с шероховатостью 0,08 мкм больше, чем для поверхности с шероховатостью 0,4 мкм, т.е. Ai/A; A2/Ak .
Применение предложенного способа повышает достоверность и уменьшает затраты времени на выбор оптимального режима Г1ПД, обеспечивающего минимальную шероховатость обрабатываемой поверхности. отн. ед 0,2J5 RaOMГ.Гц
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса обработки | 1985 |
|
SU1321556A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2003 |
|
RU2240073C1 |
| СПОСОБ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 1988 |
|
RU1571911C |
| МНОГОПРОФИЛЬНЫЙ АКУСТИЧЕСКИЙ ТЕЧЕИСКАТЕЛЬ И СПОСОБ ЕГО НАСТРОЙКИ | 1992 |
|
RU2042123C1 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕПРОВАРА | 2001 |
|
RU2212030C2 |
| Способ испытаний кавитационной эрозии | 2020 |
|
RU2739145C1 |
| Способ получения акустической информации для мониторинга технологического процесса поверхностного легирования керамического и твердосплавного инструмента | 2020 |
|
RU2763863C1 |
| Способ градуировки обратимых электроакустических преобразователей антенн корреляционного измерителя скорости течений | 2023 |
|
RU2835804C1 |
| Устройство для градуировки электроакустических преобразователей | 2020 |
|
RU2782354C2 |
| Акустический способ и устройство измерения параметров морского волнения | 2019 |
|
RU2721307C1 |
СПОСОБ ВЫБОРА РЕЖИМА ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ, заключающийся в обработке деталей на различных режимах с последующим замером шероховатости обработанной поверхности и назначении режима, обеспечивающего минимальную шероховатость, отличающийся тем, что, с целью повышения достоверности и уменьшения затрат времени на выбор режима, в качестве критерия минимальной шероховатости выбирают максимальное отношение амплитуд акустических сигналов, поступающих из зоны деформации и регистрируемых на частотах 100 и 200 кГц. (риг.} uJ
| Папшев Д | |||
| Д | |||
| Отделочно-упрочняющая обработка поверхностным пластическим деформированием | |||
| М.: Машиностроение, 1978, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
