Изобретение относится к транспорту грузов на воздушной поду1ике, а именно к термо- пневмоконвейерам.
Цель изобретения - повышение надежности работы пневмоконвейера.
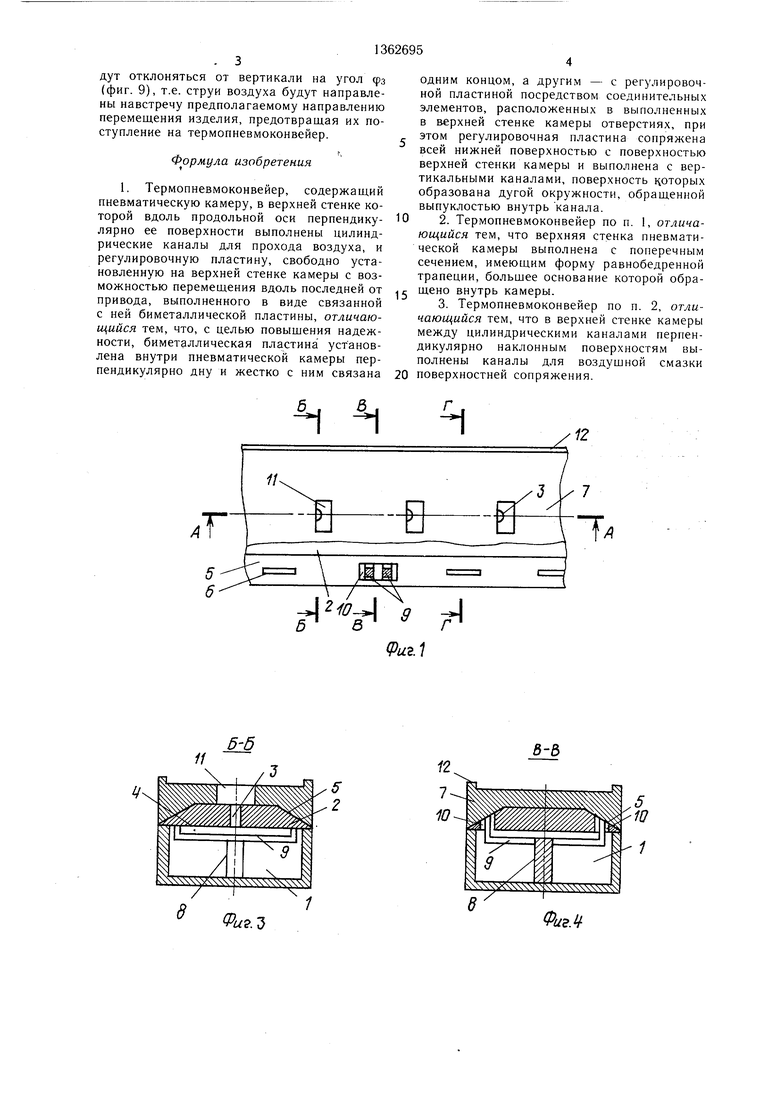
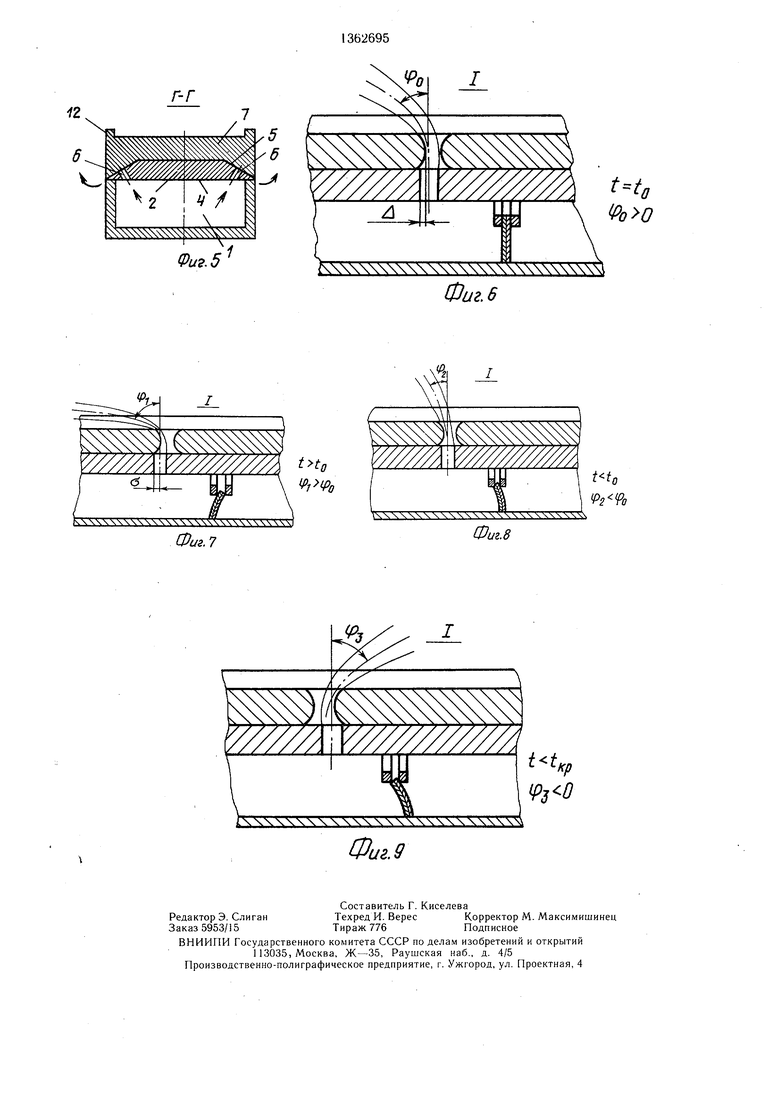
На фиг. 1 схематически изображен тер- мопневмоконвейер, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - узел I на фиг. 2 для случая, когда t to, где t - температура воздуха, а to - температура заданного режима термообработки; на фиг. 7 - то же, при , на фиг. 8 - то же, при на фиг. 9 - то же, при .
Термопневмоконвейер состоит из пневматической камеры 1, в верхней стенке 2 которой вдоль продольной оси перпендикулярно ее поверхности выполнены цилиндрические каналы 3 для прохода воздуха, причем верхняя стенка 2 выполнена с поперечным сечением, имеющим форму равнобедренной трапеции, большее основание 4 которой обращено внутрь камеры, при этом в верхней стенке камеры 2 между цилиндрическими каналами 3 перпендикулярно наклонным поверхностям 5 выполнены каналы 6 для воздушной смазки поверхностей сопряжения, и регулировочной пластины 7, свободно установленной на верхней стенке камеры 2 с возможностью перемещения вдоль последней от привода, выполненного в виде связанной с ней биметаллической пластины 8, которая установлена внутри пневматической камеры 1 перпендикулярно дну и жестко с ним связана одним концом, а другим - с регулировочной пластиной 7 посредством соединительных элементов 9, расположенных в выполненных в верхней стенке 2 камеры отверстиях 10, при этом регулировочная пластина 7 сопряжена всей нижней поверхностью с поверхностью верхней стенки камеры и выполнена с вертикальными отверстиями 11, поверхность которых образована дугой окружности, обращенной выпуклостью внутрь канала. Регулировочная пластина 7 имеет направляющие 12, выполненные по всей длине, расстояние между которыми равно ширине транспортируемого изделия.
Термопневмоконвейер работает в режиме нагревания следующим образом.
В пневмокамеру 1 подается нагретый воздух, температура t которого соответствует температуре to заданного режима термообработки.
У биметаллической пластины 8 левый спай имеет коэффициент линейного расщире- ния больше, чем правый. Биметаллическая пластина 8 настроена на температуру to, соответствующую заданному режиму термообработки так, что она перпендикулярна дну пневматической камеры 1.
При этом она обуславливает такое положение регулировочной пластины 7 относительно верхней стенки пневматической камеры 2, при котором боковые стенки отверстий 11 регулировочной пластины 8 внедрены на величину А в вертикальные струи воздуха, истекающие из цилиндрических каналов 3 в верхней стенке камеры (фиг. 2 и 6). Струи воздуха, формируемые цилиндрическими каналами 3, «прилипают к поверхностям (эффект Коанда) отверстий 11 и отклоняются от вертикали на заданный уголч о. Между нижней поверхностью изделия и регулировочной пластиной 7 создается воздушная прослойка, поддерживающая изделие во взвешенном состоянии. Движение изделия в направлении транспортирования осуществляется за счет воздействия на него отклоненных от вертикали струй воздуха. Данный угол фо отклонения струй обеспечивает заданную скорость движения, а время
термовоздействия на изделие нагретого воздуха определяется его температурой, соответствующей заданному режиму термообработки, т.е. t to.
При повышении температуры t подаваемого в пневматическую камеру 1 нагретого
воздуха по сравнению с температурой заданного режима термообработки to биметаллическая пластина деформируется, смещая регулировочную пластину 7 вправо (см. фиг. 7). Боковые стенки отверстий 11 внедрятся в вертикальные струи воздуха, истекающие из цилиндрических каналов 3 на величину а, причем . Струи воздуха отклоняются от вертикали на угол ф|, Следовательно, изделие будет двигаться с большей скоростью, при этом перегрев изделия исключается, так как время термовоздей
ствия уменьшится.
При поступлении в пневматическую камеру 1 воздуха с температурой t более низкой по сравнению с температурой заданного режима термообработки, to, t to биметаллическая пластина 8 деформируется, смещая регулировочную пластину 7 влево (см. фиг. 8). Внедрение боковых стенок отверстий 11 в вертикальные струи, истекающие из цилиндрических каналов 3, будет меньще. Струи воздуха отклоняются от вертикали
на угол ф2, ф2 фо- Следовательно, скорость транспортирования снизится, что увеличит время транспортирования и время термовоздействия. Таким образом, и в этом случае соблюдается режим термообработки изделия.
В случае, когда температура t подаваемого в пневматическую камеру 1 воздуха будет ниже предельно допустимой tnp для данного режима термообработки, t txp, отклонение биметаллической пластины влево
приведет к тому, что струи воздуха, истекающие из цилиндрических каналов 3, будут обтекать противоположные стенки вертикальных отверстий 11. Струи воздуха будут отклоняться от вертикали на угол фз (фиг. 9), т.е. струи воздуха будут направлены навстречу предполагаемому направлению перемещения изделия, предотвращая их поступление на термопневмоконвейер.
Формула изобретения
1. Термопневмоконвейер, содержащий пневматическую камеру, в верхней стенке которой вдоль продольной оси перпендику- лярно ее поверхности выполнены цилиндрические каналы для прохода воздуха, и регулировочную пластину, свободно уста2. Термопневмоконвейер по п. 1, отличающийся тем, что верхняя стенка пневматической камеры выполнена с поперечным сечением, имеющим форму равнобедренной трапеции, больщее основание которой обрановленную на верхней стенке камеры с возможностью перемещения вдоль последней щено внутрь камеры.
привода, выполненного в виде связанной3. Термопневмоконвейер по п. 2, отлис ней биметаллической пластины, отличаю-чающийся тем, что в верхней стенке камеры
щийся тем, что, с целью повыщения надеж-между цилиндрическими каналами перпенности, биметаллическая пластина уст анов-дикулярно наклонным поверхностям вылена внутри пневматической камеры пер-полнены каналы для воздущной смазки
пендикулярно дну и жестко с ним связана20 поверхностней сопряжения.
J(iO-J(g -J(
б в r
(РиъЛ
одним концом, а другим - с регулировочной пластиной посредством соединительных элементов, расположенных в выполненных в верхней стенке камеры отверстиях, при этом регулировочная пластина сопряжена всей нижней поверхностью с поверхностью верхней стенки камеры и выполнена с вертикальными каналами, поверхность которых образована дугой окружности, обращенной выпуклостью внутрь канала.
2. Термопневмоконвейер по п. 1, отличающийся тем, что верхняя стенка пневматической камеры выполнена с поперечным сечением, имеющим форму равнобедренной трапеции, больщее основание которой обращено внутрь камеры.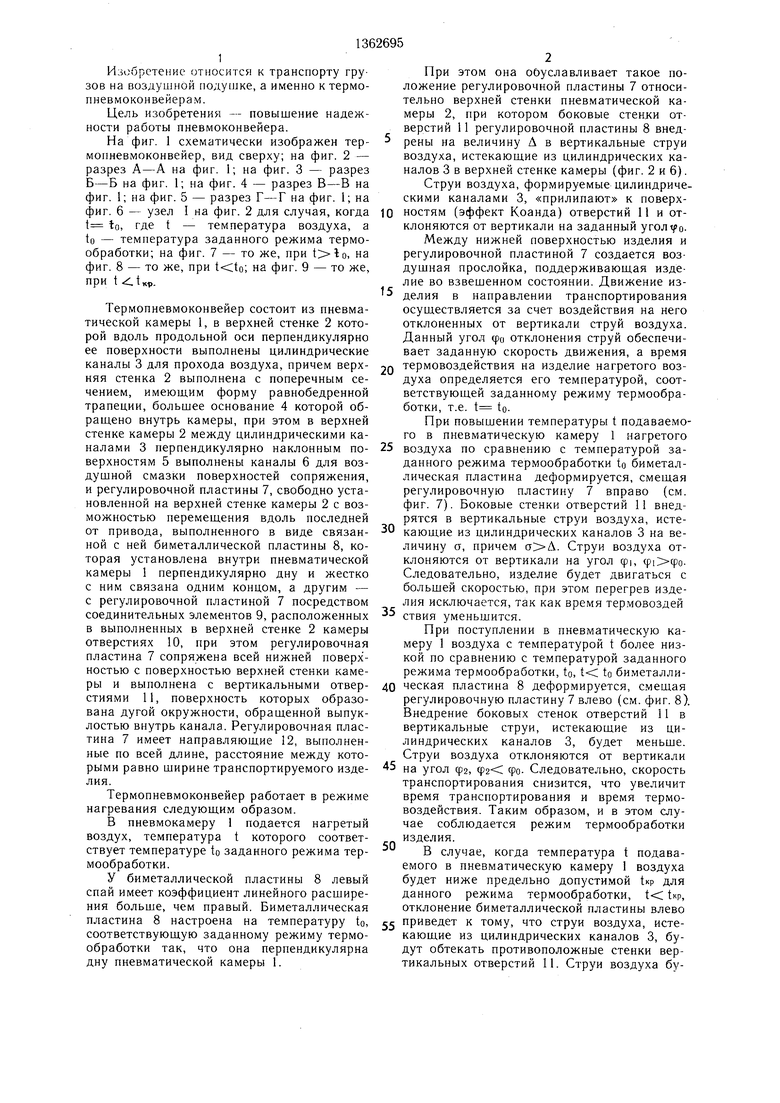
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМОКОНВЕЙЕР С ТОКОВЫМ УПРАВЛЕНИЕМ | 2006 |
|
RU2331568C1 |
| Пневматический высевающий аппарат | 1988 |
|
SU1613020A1 |
| Способ термообработки окатышей | 2015 |
|
RU2630405C2 |
| Пневмоконвейер | 1985 |
|
SU1324961A1 |
| Устройство для обрушивания семян | 1981 |
|
SU1012873A1 |
| Устройство для охлаждения изделий | 1988 |
|
SU1571375A1 |
| БУНКЕР ЗЕРНОУБОРОЧНОГО КОМБАЙНА С ПНЕВМАТИЧЕСКОЙ ЗАГРУЗКОЙ ЗЕРНА НАГНЕТАТЕЛЬНОЙ СИСТЕМЫ | 2009 |
|
RU2411713C1 |
| КОНВЕЙЕРНАЯ МАШИНА И УСТРОЙСТВО БОГОМОЛОВА ДЛЯ АГЛОМЕРАЦИИ ШИХТЫ С ПРИМЕНЕНИЕМ ВОДЫ И ГАЗОВОЗДУШНОЙ СМЕСИ | 2010 |
|
RU2459171C2 |
| КАМИН | 2006 |
|
RU2331816C1 |
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
Изобретение относится к транспорту грузов на воздушной подушке. Цель изобретения - повышение надежности. Термопнев- моконвейер додержит пневмокамеру 1, в верхней стенке 2 которой выполнены цилиндрические каналы 3. Стенка 2 имеет в поперечном сечении форму равнобедренной трапеции. На стенке 2 с возможностью перемеш,е- ния от привода, выполненного в виде биметал- v ичecкoй пластины 8 внутри камеры 1, установлена регулировочная пластина 7. Движение изделия в направлении транспортирования осуществляется за счет воздействия на него отклоненных от вертикали струй воздуха, выходяших через каналы 3 и отверстия 11 в стенке 7, имеющие поверхность, образованную дугой окружности. Изменение температуры воздуха в ту или иную сторону деформирует пластину 8, что и приводит к движению изделия в направлении транспортирования или в противоположную сторону. 2 з.п. ф-лы, 9 ил. ff:ff:sf y y:ffyS : yyyyify:: :y О5 to о: Фиг. 2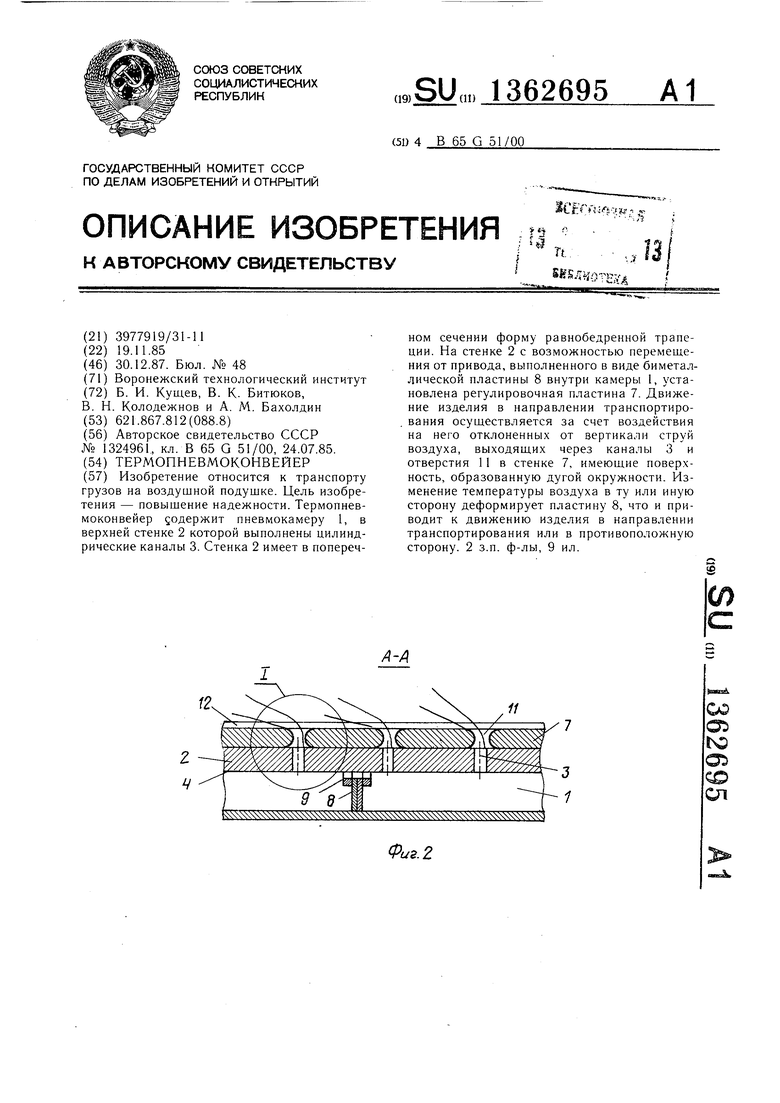
и2.Ъ
5-5
%
Фиг. 5
I
Х
у//////// /.
,
Фиг. 6
$$$S
$$
7//////7.
У/ ////////Л
Ч X
.
lp2(po
К
Фиг. 7
УчХХХ XXXX V XXX4 XVXXXXX Vs.
Фиг.8
.fp
I
///А
У///////////А
t,p
(
L Х Ч Ч Ч М
Фиг. 9
Составитель Г. Киселева
Редактор Э. СлиганТехред И. ВересКорректор М. Максимишинец
Заказ 5953/15Тираж 776Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Пневмоконвейер | 1985 |
|
SU1324961A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
