16д I -i П j М И М .
Н - .лшг:- н
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ВСКРЫТИЯ И НЕЙТРАЛИЗАЦИИ БОЕПРИПАСОВ С ЖИДКИМИ ОТРАВЛЯЮЩИМИ ВЕЩЕСТВАМИ | 1997 |
|
RU2151375C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
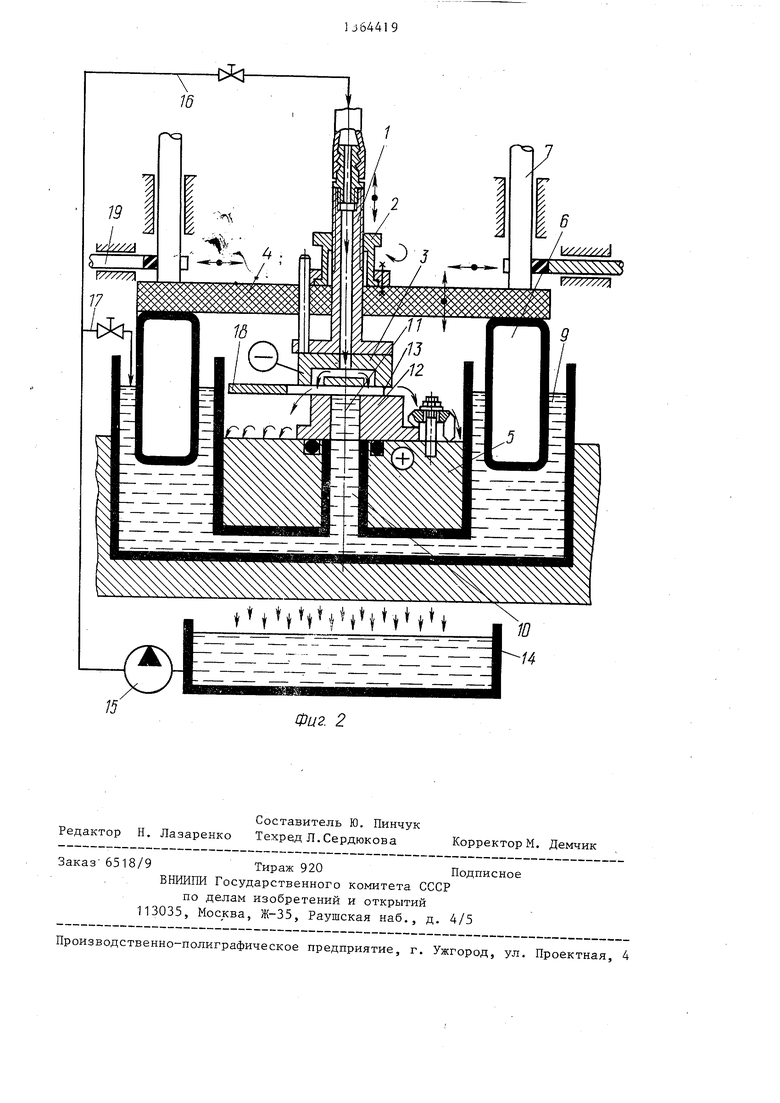
Изобретение относится к области машиностроения и может быть использовано при размерной электрохимической обработке металлов. Целью изобретения является повышение качества прошивки незамкнутых отверстий в заготовке с технологическим отверстием за, счет обеспечения возможности поддержания постоянного межэлектродного
Фиг. i
промежутка. На заготовку 12 подают положительный потенциал, а на электрод-инструмент 3 - отрицательный. В межэлектродный промежуток прокачивают электролит из бака 14 через электрод- инструмент 3 посредством насоса 15 и трубопровода 16. Происходит прошивка незамкнутого отверстия в заготовке 12. Так как при этом из технологического отверстия 11 получают незамкнутое отверстие, то по мере его прошивки уровень электролита в отверстии 11 заготовки 12 понижается. По принципу соИзобретение относится к машиностроению, в частности к размерной электрохимической обработке металлов.
Целью изобретения является повышение качества прошивки незамкнутых отверстий в заготовке с технологическим отверстием путем обеспечения возможности поддержания постоянного межэлектродного промежутка (МЭП).
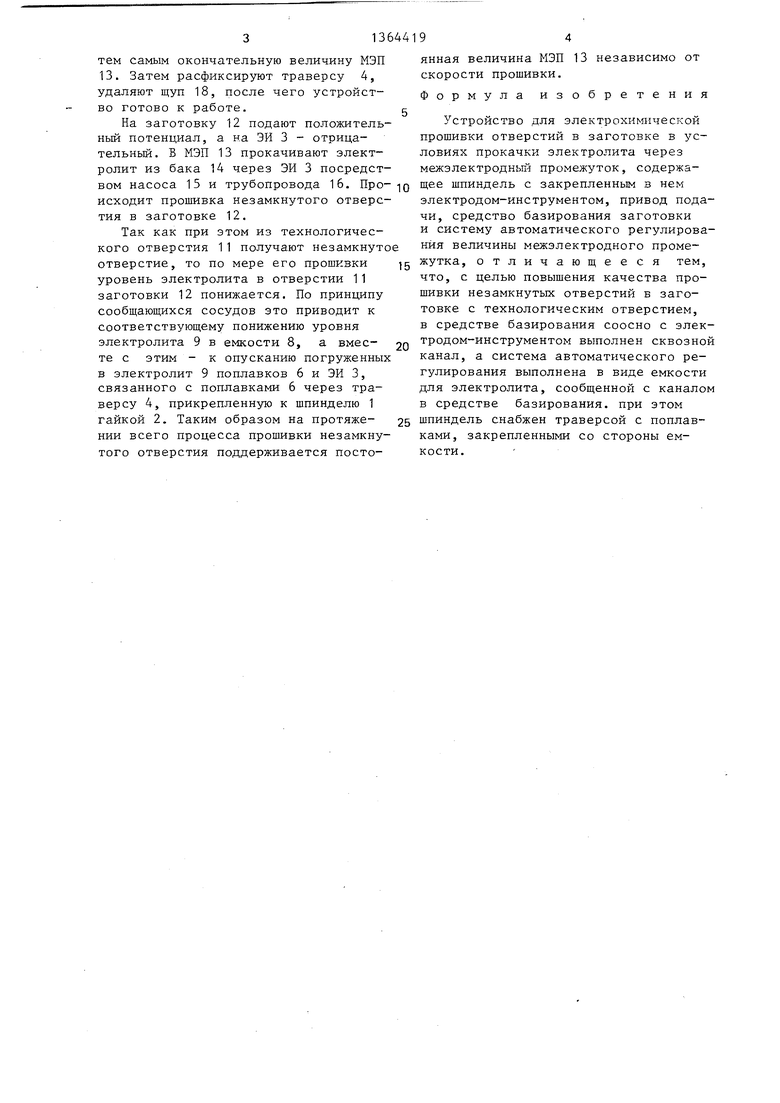
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - то же, в состоянии наладки.
Устройство содержит подвижный в направлении прошивки шпиндель 1, на котором посредством гайки 2 укреплен электрод-инструмент (ЭИ) 3. Шпиндель снабжен траверсой 4, на концах которой со стороны, обращенной к средству 5 базирования, прикреплены поплавки 6, а с противоположной стороны - направляющие колонны 7. Поплавки 6 погружены в емкость 8 с электролитом 9, сообщенную со сквозным каналом 10 в средстве 5 базирования, который выполнен соосно с ЭИ 3 и с технологическим отверстием 11 в заготовке 12 и МЭП 13. Кроме того, устройство содержит бак 14 с электролитом, насос 15 и трубопроводы 16 и 17, соединяющие бак 14 с ЭИ 3 и емкостью 8 соответственно, а также щуп 18 для установки МЭП 13 и фиксаторы 19 траверсы 4 при наладке устройства.
Работе устройства предшествует его наладка, в процессе которой задают величину МЭП 13. Для этого обрабатываемую заготовку 12 устанавливаобщающихся сосудов это приводит к соответствующему понижению уровня электролита 9 в емкости 8 и к опусканию погруженных в электролит 9 поплавков 6 и электрода-инструмента 3, связанного с поплавками 6 через траверсу 4, прикрепленную к шпинделю 1 гайкой 2. Таким образом, на протяжении всего процесса прошивки незамкнутого отверстия поддерживается постоянная личина межэлектродного промежутка 13 независимо от скорости прошив - ки, 2 ил.
т на средство 5 базирования так, что- стобы ее технологическое отверстие 11 являлось продолжением канала 10 в средстве 5 базирования.
Из ба ка 14 насосом 15 по трубопроводу 17 закачивают электролит в емкость 8 до тех пор, пока электролит не заполнит полностью технологическое отверстие 11 в заготовке 12, о
чем судят по тому, что электролит будет переливаться через отверстие 11.
После того, как излишек электролита самотеком сольется в бак 14, в сообщающихся сосудах, состоящих из
емкости 8 и канала 10 с отверстием 11, установится одинаковый уровень электролита.
Траверсу 4 фиксаторами 19 закрепляют за ее направляющие на колонне 7.
На заготовку 12 накладывают щуп 18, толщина которого равна заданному значению МЭП 13. Затем, вращая гайку 2, ЭИ 3 опускают до упора в щуп 18, после чего щуп 18 удаляют и фиксаторами 19 освобождают траверсу-4.
Из бака 14 насосом 15 по трубопроводу 16 подают электролит через ЗИ 3 в МЭП 13. При этом вследствие давления электролита, истекающего из ЭИ 3,
МЭП 13 увеличивается.
Для приведения МЭП 13 к заданной величине траверсу 4 снова фиксируют за колонны 7. Прекращают подачу электролита из бака 14 в МЭП 13 и вво
дят в него щуп 18. Гайкой 2 подают ЭИ 3 до упора в щуп 18, устанавливая
тем самым окончательную величину МЭП 13, Затем расфиксируют траверсу 4, удаляют щуп 18, после чего устройство готово к работе.
На заготовку 12 подают положительный потенциал, а на ЭЙ 3 - отрицательный. В МЭП 13 прокачивают электролит из бака 14 через ЭЙ 3 посредством насоса 15 и трубопровода 16. Про- исходит прошивка незамкнутого отверстия в заготовке 12.
Так как при этом из технологического отверстия 11 получают незамкнуто отверстие, то по мере его прошивки уровень электролита в отверстии 11 заготовки 12 понижается. По принципу сообш;аюш;ихся сосудов это приводит к соответствующему понижению уровня электролита 9 в емкости 8, а вмес- те с этим - к опусканию погруженных в электролит 9 поплавков 6 и ЭЙ 3, связанного с поплавками 6 через траверсу 4, прикрепленную к шпинделю 1 гайкой 2. Таким образом на протяже- НИИ всего процесса прошивки незамкнутого отверстия поддерживается посто
3644194
янная величина МЭП 13 независимо скорости прошивки.
Формула изобретен
Устройство для электрохимической прошивки отверстий в заготовке в условиях прокачки электролита через межэлектродньш промежуток, содержащее шпиндель с закрепленным в нем электродом-инструментом, привод подачи, средство базирования заготовки и систему автоматического регулирования величины межэлектродного промежутка, отличающееся тем, что, с целью повышения качества прошивки незамкнутых отверстий в заготовке с технологическим отверстием, в средстве базирования соосно с электродом-инструментом выполнен сквозной канал, а система автоматического регулирования выполнена в виде емкости для электролита, сообщенной с каналом в средстве базирования, при этом шпиндель снабжен траверсой с поплавками, закрепленными со стороны емкости.
tifitii iitit iili
Фи2. 2
| Байсупов И.А | |||
| Электрохимическая обработка металлов | |||
| М.: Высшая школа, 1981, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
