Изобретение относится к области металлообработки, в частности к электрохимической размерной обработке (ЭХО), и может быть использовано при изготовлении сложнофасонных деталей машин и формообразующей оснастки из высокопрочных сталей и сплавов, а также при прошивании точных отверстий в широком диапазоне диаметров и глубин в различных материалах.
Известен способ размерной электрохимической обработки в проточном электролите с периодическим сближением и отводом электродов, по которому обработку проводят при фиксировании во времени величины рабочего зазора и зазора промывки в каждом периоде, соотношение которых при постоянном давлении прокачки выбирают из условия обеспечения ламинарного режима течения электролита при сближении электродов и турбулентного режима при отводе электродов, причем в период отвода электродов осуществляют выключение источника рабочего тока [а.с. СССР 493341, В 23 Р 1/04, 1976].
Недостатком этого способа является то, что в начале обработки в процессе врезания электрод-инструмента (ЭИ) в заготовку, когда практически нет бокового зазора, не представляется возможным обеспечение ламинарного режима при сближении электродов и турбулентного режима при их отводе вследствие одинаковых гидродинамических условий в межэлектродном промежутке (МЭП), что не позволяет повысить производительность, точность и качество обработки.
Известен способ размерной ЭХО с созданием принудительных колебаний одного из электродов, синхронизированных с импульсами напряжения, в процессе которого скважность импульсов регулируют от малых значений, например равных 2-5 в начале обработки, до больших значений, например 8-10 в конце обработки, причем саму последовательность импульсов смещают во времени, уменьшая минимальные мгновенные значения зазора, при которых протекает ток, от 0,05 мм и более в начале обработки до 0,01 мм и менее в конце обработки [а.с. СССР 472778, В 23 H 1/04,1973].
Недостатком данного способа является то, что изменение в процессе обработки скважности импульсов (в начале обработки 2-5, а в конце обработки 8-10) и величины межэлектродного зазора (МЭЗ) (в начале 0,05 мм и более и 0,01 мм и менее в конце обработки) приводит к существенному изменению гидродинамических условий в процессе обработки, от которых в значительной степени зависит оптимальное протекание электрохимического растворения и, следовательно, производительность, точность и качество обработки. Ведение процесса при повышенных значениях МЭЗ (0,05 мм и более) приводит к существенному увеличению скорости течения электролита через МЭЗ из-за уменьшения гидравлических потерь при данном значении давления электролита на входе МЭП. Обработка в этих условиях вызывает турбулентность потока электролита и явления кавитации (парогазовыделение, обусловленное понижением давления электролита в МЭП), особенно в местах резкого поворота направления течения электролита.
Данное обстоятельство является причиной падения плотности электрического тока и, следовательно, снижения производительности, точности и качества обработки. При обработке же на малых зазорах (0,01 мм и менее) при том же значении давления электролита на входе МЭП происходит резкое уменьшение скорости течения электролита через МЭЗ из-за увеличения гидравлического сопротивления МЭП. Может оказаться, что в данных условиях заданное давление будет недостаточным, чтобы отвести продукты электрохимического растворения из МЭП, и могут возникнуть явления пробоя МЭЗ или короткого замыкания, резко ухудшающие качество обрабатываемой поверхности.
Известен способ электрохимической обработки с прокачкой электролита через МЭП, применением источника с падающей вольт-амперной характеристикой и созданием принудительных колебаний одного из электродов, при котором импульс напряжения устанавливают симметричным относительно момента времени минимального зазора и в процессе обработки поддерживают равенство площадей импульса, разделенных моментом этого времени, изменяя давление электролита на входе в межэлектродный зазор [а.с. СССР 717847, В 23 H 1/04, 1981].
Недостатком данного способа является низкая производительность электрохимического прошивания отверстий и формообразования фасонных поверхностей из-за невозможности оптимального управления величиной давления электролита в зависимости от изменяющихся условий обработки и различных форм электродов, в частности, если давление электролита больше оптимального, то происходит местное нарушение сплошности потока электролита в паузе между рабочими импульсами, которое приводит к неравномерной промывке межэлектродного промежутка (МЭП). Это, в свою очередь, вызывает неравномерное анодное растворение обрабатываемой поверхности, следовательно, и снижение точности, производительности качества обработки.
Кроме того, регулирование давления по указанному принципу не позволяет работать на давлениях, близких к предельным, при которых еще не наступает изменение ламинарного течения электролита и срывов потока, а также данный способ невозможно использовать при использовании коротких импульсов напряжения, так как регулирование давления электролита в широких пределах не приводит к существенному изменению указанных площадей импульса. Причем указанный способ дает положительный эффект только после некоторого углубления ЭИ в обрабатываемую заготовку, например 0,3 мм и более. Данный способ обработки не позволяет автоматизировать процесс регулирования давления электролита в начале обработки из-за отсутствия выбросов напряжения рабочего импульса по переднему и заднему фронтам, когда ЭИ не углубился еще в заготовку на некоторую величину, например до 0,3 мм. Данный способ принят нами в качестве прототипа как техническое решение, наиболее близкое по технической сущности и достигаемому эффекту.
Таким образом, известные способы ЭХО не обеспечивают существенного повышения производительности процесса, точности и качества обработки из-за отсутствия достоверного критерия для выбора оптимального давления электролита, при котором достигаются высокие плотности тока.
Задачей настоящего изобретения является повышение производительности, точности и качества электрохимического прошивания, при котором достигаются высокие плотности тока, путем регулирования давления электролита на входе МЭП и поддержания оптимальных гидродинамических условий в МЭП с начала до конца обработки.
Поставленная задача решается тем, что по способу электрохимической размерной обработки сталей и сплавов вибрирующим электродом в электролитах на основе водных растворов нитратов щелочных металлов с регулированием давления электролита на входе межэлектродного промежутка и подачей рабочих импульсов тока в фазе максимального сближения электродов в отличие от прототипа в паузе между рабочими импульсами подают ток прямой полярности, вызывающий падение напряжения на межэлектродном промежутке выше ЭДС поляризации, но ниже потенциала анодного растворения, и в начале обработки увеличивают давление электролита на входе межэлектродного промежутка до возникновения локального максимума напряжения в паузе между рабочими импульсами и в процессе обработки регулируют значение давления электролита на входе межэлектродного промежутка из условия поддержания его максимального значения, при котором не допускают образование локального максимума напряжения в паузе между рабочими импульсами.
Предлагаемый способ электрохимической размерной обработки позволяет повысить производительность процесса, точность и качество обработки не менее чем на 15-30%.
Сущность изобретения
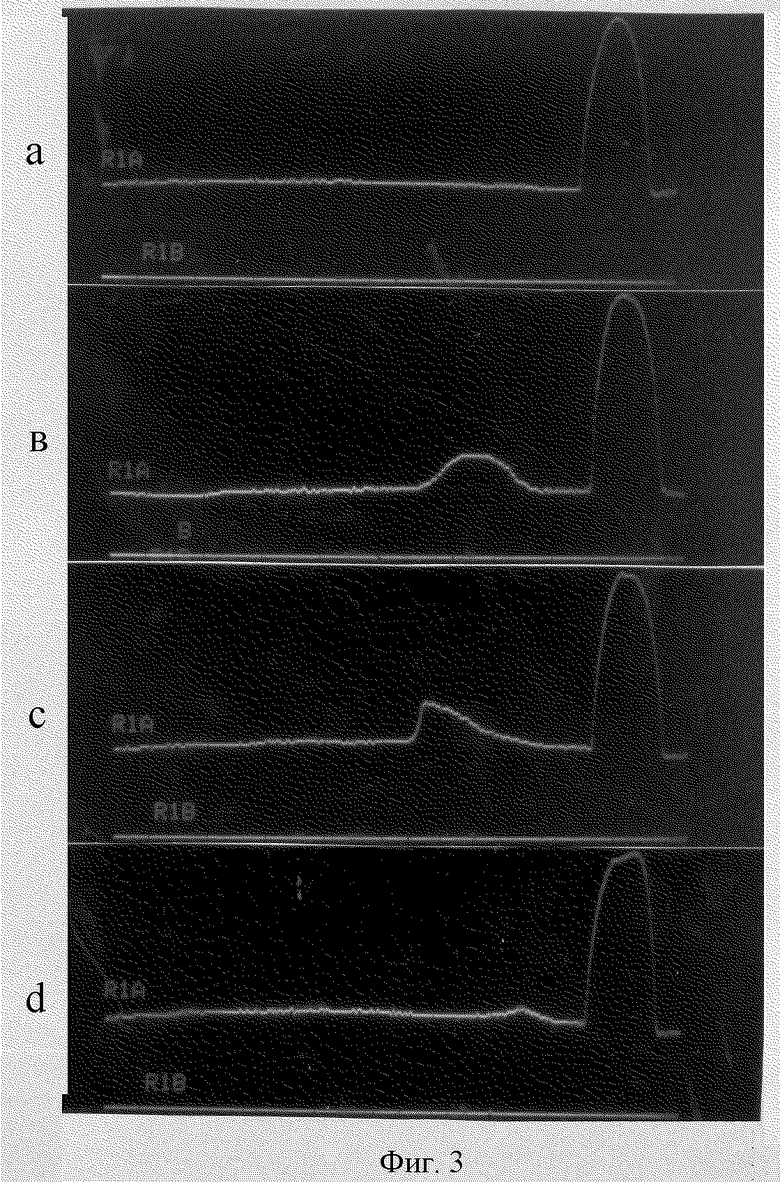
На фиг. 1 изображена структурная схема станка, на котором осуществляют предлагаемый способ ЭХО; на фиг.2 - диаграмма изменения параметров при осуществлении предлагаемого способа ЭХО; на фиг.3 - осциллограммы напряжения на межэлектродном промежутке.
Предлагаемый способ электрохимической размерной обработки осуществляют в проточном электролите с использованием источника технологического импульсного напряжения (Uраб)1 и измерительного источника тока (Iизм) 5 (фиг.1), подключенных в прямой полярности к электродам. Гармонические колебания S одного из электродов с постоянной амплитудой А создают вибратором 2. На вход МЭП подается электролит под давлением Р, которое регулируется насосом 4, приводимым в движение двигателем и приводом 3. Другой электрод (заготовка) установлен на столе станка (фиг.1), который приводится в движение со скоростью V механической системой 6 и приводом подачи стола 7 станка. Управляющее устройство (компьютер) 9 (фиг.1) через цифроаналоговый преобразователь (ЦАП) 8 связан с источником технологического импульсного напряжения 1, через ЦАП 10 с приводом стола 7, через ЦАП 11 измерительным источником тока 5, через ЦАП 12 с приводом насоса 4, через аналого-цифровой преобразователь (АЦП) 13 с напряжением Uмэп (фиг.2) на межэлектродном промежутке.
При осуществлении процесса посредством программы, заложенной в управляющее устройство (компьютер) 9 (фиг.2), которое связано со всеми исполнительными устройствами и датчиками станка, организуют процесс ЭХО вибрирующим электродом с подачей рабочих импульсов тока от источника 1 в фазе максимального сближения электродов. В паузе между рабочими импульсами измеряют электрическое сопротивление межэлектродного промежутка путем измерения падения напряжения Uмэп, которое образуется от действия измерительного тока Iизм, прикладываемого от источника 5 в паузах между рабочими импульсами. При этом давление электролита, подаваемого от насоса 3, на вход межэлектродного промежутка регулируют из условия поддержания его максимального значения, при котором еще не появляется локальный максимум на кривой электрического сопротивления межэлектродного промежутка в паузе между рабочими импульсами
Обнаружено, что при увеличении давления электролита на входе межэлектродного промежутка его электрическое сопротивление (напряжение) в паузе между рабочими импульсами, которое косвенно характеризуется величиной напряжения (сопротивления) от действия постоянного измерительного тока, имеет характер, приведенный на осциллограммах (фиг.3). При низких значениях давления электролита (фиг.3а) кривая этого сопротивления (напряжения) гладкая и не имеет локального максимума. По мере увеличения давления (фиг.3в, 3с) на кривой сопротивления (напряжения) появляется локальный максимум, который обусловлен резким увеличением сопротивления МЭП из-за нарушения ламинарного течения (его переход в турбулентное вследствие срыва потока) электролита через МЭП. При этом происходит газонаполнение МЭП, вызванное навигационными явлениями, вызывающее резкое уменьшение тока и выброс напряжения (сопротивления). Возникновение этого косвенного параметра позволяет по нему определять оптимальные значения давления электролита на входе МЭП как в процессе врезания ЭИ в заготовку в начале обработки, так и в процессе полного заглубления электрода, что позволяет автоматизировать работу станка и, регулируя значения давления электролита на входе межэлектродного промежутка из условия поддержания его максимального значения, при котором не допускают образование локального максимума напряжения (сопротивления) в паузе между рабочими импульсами (фиг.3д), обеспечить высокие технологические показатели ЭХО по точности, качеству обработки и производительности процесса.
Пример конкретной реализации
Предлагаемый способ электрохимической обработки реализован на модернизированном копировально-прошивочном станке 4420Ф11. В качестве двигателей и приводов вибратора, насоса и стола использованы комплектные привода и двигатели фирмы BOSCH. В качестве управляющего устройства использовался промышленный компьютер фирмы Advantech с комплектом стандартных плат АЦП и ЦАП. Материал образца и ЭИ-сталь 40•13 в отожженном состоянии, площадь обработки 10 см2, электролит - 10% NaNO3. В процессе обработки напряжение рабочих импульсов поддерживали Uраб= 9 B; длительность импульсов tи=3 мс; среднее давление электролита на входе в МЭП Рмэп.ср. в начале обработки, когда возникал локальный максимум напряжения, равнялось 50 кПа, а в конце обработки это давление, при котором возникал указанный максимум напряжения, равнялось уже 350 кПа; температуру электролита - 18oС; частота вибрации электрода 47 Гц; заданный рабочий межэлектродный зазор Spaб=0,010 мм; амплитуда колебаний ЭИ А=0,2 мм. Ток измерительного источника Iизм равнялся 0,5 А. При ламинарном потоке электролита напряжение в паузе между рабочими импульсами Uизм равнялось 2,3 В, а при повышении давления электролита на входе МЭП, когда возникало турбулентное течение, образовался локальный максимум напряжения в паузе между рабочими импульсами до 3,5 В.
Анализ результатов обработки показал, что при использовании предлагаемого способа ЭХО по сравнению с известными ЭХО на аналогичных режимах происходило повышение производительности обработки в 1,3 раза, погрешность копирования ЭИ на обработанной поверхности составила не более 0,015 мм, шероховатость соответствовала Ra 0,4 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2195389C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |

Изобретение может быть использовано при электрохимической размерной обработке сложнопрофильных поверхностей деталей машин. Обработку производят в электролитах на основе водных растворов нитратов щелочных металлов вибрирующим электродом с подачей рабочих импульсов тока в фазе максимального сближения электродов. В паузе между рабочими импульсами подают ток прямой полярности. При этом происходит падение напряжения на межэлектродном промежутке выше ЭДС поляризации, но ниже потенциала анодного растворения. В начале обработки увеличивают давление электролита на входе межэлектродного промежутка до возникновения локального максимума напряжения в паузе между рабочими импульсами. В процессе обработки регулируют значение давления электролита на входе межэлектродного промежутка для поддержания его максимального значения, при котором не допускают образование локального максимума напряжения в паузе между рабочими импульсами. Изобретение позволяет повысить производительность, точность и качество обработки. 3 ил.
Способ электрохимической размерной обработки сталей и сплавов вибрирующим электродом в электролитах на основе водных растворов нитратов щелочных металлов с регулированием давления электролита на входе межэлектродного промежутка и подачей рабочих импульсов тока в фазе максимального сближения электродов, отличающийся тем, что в паузе между рабочими импульсами подают ток прямой полярности, вызывающий падение напряжения на межэлектродном промежутке выше ЭДС поляризации, но ниже потенциала анодного растворения, в начале обработки увеличивают давление электролита на входе межэлектродного промежутка до возникновения локального максимума напряжения в паузе между рабочими импульсами, а в процессе обработки регулируют значение давления электролита на входе межэлектродного промежутка из условия поддержания его максимального значения, при котором не допускают образование локального максимума напряжения в паузе между рабочими импульсами.
| Способ электрохимической обработки | 1977 |
|
SU717847A1 |
| Способ размерной электрохимической обработки | 1969 |
|
SU493341A1 |
| Способ размерной электрохимической обработки | 1970 |
|
SU1271698A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |

