.1
Изобретение относится к переработке пластмасс и может быть использовано в системах управления червячными экструдерами.
Цель изобретения - повышение качества получаемых изделий.
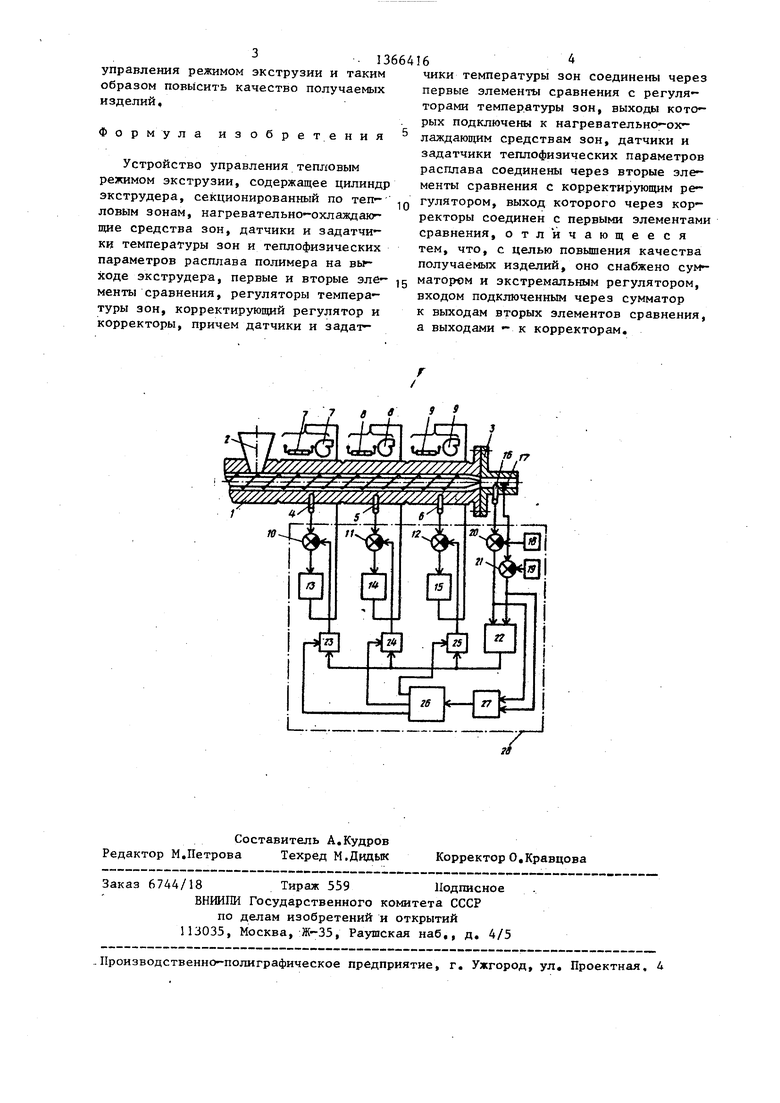
На чертеже представлена схема устройства управления тепловым режимом экструзии.
Устройство содержит секционированный на тепловые зоны цилиндр 1 экструдера с загрузочным бункером 2 и переходником 3, датчики 4-6 температуры и нагревательно-охлаждающие средства 7-9 зон. Датчики 4-6 температуры зон и задатчики (не указаны) через первые элементы 10-12 сравнения соединены с регуляторами 13-15 температуры зон, выходы которых связаны с нагревательно-охлаждающими средствами 7-9,
В переходнике 3 расположены датчики теплофизических параметров расплава полимера на выходе экструдера, в общем случае температуры, давления, вязкости и плотности. На чертеже в качестве примера показаны датчики температуры 16 и давления 17 расплава. Эти датчики и соответст вующие задатчики 18 и 19 через вторые элементы 20 и 21 сравнения соединены с корректирующим регулятором 22, выход которого через коррек13664162
равляют работой нагревательно-охлажгдающих средств 7-9, минимизируя соответствующие рассогласования. Тепло-
(- физические параметры расплава полимера на выходе экструдера измеряются расположенными в переходнике датчиками этих параметров, например датчиками температуры 16 и давления 17 10 расплава. Измеренные значения параметров сравниваются во вторых элементах 20 и 21 сравнения с соответствую щими заданными значениями, устанавливаемыми с помощью задатчиков 18 и
1Г 19, а сигналы рассогласования поступают параллельно на входы корректирующего регулятора 22 и сумматора 27, Корректирующий регулятор 22 в.соответствии с полученными рассогласова20 ниями посредством корректоров 23-25 изменяет заданные значения температуры зон, подаваемые на первые эле- . менты 10-12 сравнения, с целью ликвидации указанных рассогласований,
25 Учитывая, что степень воздействия температуры каждой зоны на теплофи- зические параметры расплава на выходе экструдера различна, коэффициенты передачи корректоров 23-25 также
30 должны отличаться один от другого. Заранее определить оптимальные значения этих коэффициентов, обеспечивающие минимальные отклонения .тепло- физических параметров расплава -от
дающих средств 7-9, минимизируя соответствующие рассогласования. Тепло-
физические параметры расплава полимера на выходе экструдера измеряются расположенными в переходнике датчиками этих параметров, например датчиками температуры 16 и давления 17 расплава. Измеренные значения параметров сравниваются во вторых элементах 20 и 21 сравнения с соответствую щими заданными значениями, устанавливаемыми с помощью задатчиков 18 и
19, а сигналы рассогласования поступают параллельно на входы корректирующего регулятора 22 и сумматора 27, Корректирующий регулятор 22 в.соответствии с полученными рассогласованиями посредством корректоров 23-25 изменяет заданные значения температуры зон, подаваемые на первые эле- менты 10-12 сравнения, с целью ликвидации указанных рассогласований,
Учитывая, что степень воздействия температуры каждой зоны на теплофи- зические параметры расплава на выходе экструдера различна, коэффициенты передачи корректоров 23-25 также
должны отличаться один от другого. Заранее определить оптимальные значения этих коэффициентов, обеспечивающие минимальные отклонения .тепло- физических параметров расплава -от
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2000 |
|
RU2168413C1 |
| Способ регулирования процесса экструзии | 1978 |
|
SU836021A1 |
| Система регулирования горения топлива в проходной нагревательной печи | 1983 |
|
SU1149107A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГАЗОТУРБИННЫМ ДВИГАТЕЛЕМ | 2009 |
|
RU2395704C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 1997 |
|
RU2130831C1 |
| Беспоисковая система экстремального регулирования процессов обогащения | 1979 |
|
SU857932A1 |
| Система регулирования блока котелтурбина-генератор | 1973 |
|
SU444890A1 |
| Устройство для автоматическогоупРАВлЕНия лиТьЕВОй МАшиНОй | 1979 |
|
SU844357A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЛАМЕННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1994 |
|
RU2068006C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА И ЗАЩИТЫ ЭЛЕКТРОДВИГАТЕЛЯ ЭКСТРУДЕРА ОТ ПЕРЕГРЕВАНИЯ | 2003 |
|
RU2239557C1 |
Изобретение относится к области переработки пластмасс и может быть использовано в системах управления червячными экструдерами. Цель изобретения - повышение качества получаемых изделий. Дпя этого устройство содержит секционированный на тепловые зоны цилиндр экструдера, нагревательно-охлаждающие средства. Датчики температуры зон соединены через первые элементы сравнения с регуляторами температуры зон, выходы которых связань( с нагревательно-охлаждающими средствами. Датчики и задат- чики параметров расплава соединены через вторые элементы сравнения с корректирующим регулятором, выход которого через корректоры соединен с первыми элементами сравнения. Кор- ректи|)ующий регулятор изменяет посредством корректоров заданные значения температуры зон. Дпя повышения качества получаемых изделий устройство снабжено экстремальным регулятором, вход которого подключен через сумматор к выходам вторых элементов сравнения, а выходы - к корректорам. В процессе работы устройства экстремальный регулятор воздействует на коэффициенты передачи корректоров, подбирая их такими, чтобы свести к минимуму текущие отклонения параметров расплава от заданных. Уменьшение отклонений позволяет повысить точность управления режимом экструзии и качество изделий. 1 ил. S (Л 00 65 а 4: О5
торы 23-25 соединен с первыми элемен- 35 заданных значений, не представляется
тами 10-12 сравнения. Устройство содержит также экстремальный регуля ор 26, вход которого через сумматор 27 подключен к выходам вторых элементов 20 и 21 сравнения, а выхрды - к корректорам 23-25, Бее элементы устройства, обведенные пунктирной линией на чертеже, могут быть -реализованы с помощью микропроцессорного контроллера 2В, В этом случае датчики подключаются к контроллеру через нормирующие преобразователи (не показаны). Устройство работает следующим образом. Исходное сырье через бункер 2 поступает в цилиндр 1 экструдера и транспортируется в нем червяком к переходнику 3, расплавляясь и гомогенизируя сь. Температуры зон измеряются датчиками 4-6 и сравниваются с
заданными значениями в первых элемен- 55 лятора 26 и сумматора 27, подключен-
тах 10-12 сравнения, В соответствии с полученными рассогласованиями регуляторы 13-15, реапизукнцие в общем случае ПИД-закон регулирования, упгвозможным. Кроме того, оптимальные значения зависят от режима работы экструдера, перерабатываемого материала и других факторов. Для опреде-
40 ления этих значений в автоматическом режиме работы устройства используется экстремальный регулятор 26, изменяющий значения коэффициентов передачи корректоров 23-25 в направлении
45 обеспечивающем экстремум целевой функции - минимум электрического сигнала, поступающего на его вход. Электрический сигнал формируется в сумматоре 27 в виде аналога суммы
50 абсолютных величин рассогласований на выходе вторых элементов 20 и 2 .сравнения, взятых с определенными весовыми коэффициентами.
Использование экстремального регу-
ных описанным образом, позволяет уменьшить среднее отклонение тепло- физических параметров расплава от заданных значений, повысить точность
. 136
управления режимом экструзии и таким образом повысить качество получаемых изделий.
Формула изобретения
Устройство управления тепловым режимом экструзии, содержащее цилиндр экструдера, секционированный по тепловым зонам, нагреватально-охлаждакг- щие средства зон, датчики и задатчи- ки температуры зон и теплофизических параметров расплава полимера на выходе экструдера, первые и вторые эле- менты сравнения, регуляторы температуры зон, корректирующий регулятор и корректоры, причем датчики и задат
7 в
6
чики температуры зон соединены через первые элементы сравнения с регуляторами температуры зон, выходы которых подключены к нагревательно-охлаждающим средствам зон, датчики и задатчики теплофизическик параметров расплава соединены через вторые элементы сравнения с корректирующим регулятором, выход которого через корректоры соединен с первыми элементами сравнения, отличающееся тем, что, с целью повышения качества получаемых изделий, оно снабжено сумматором и экстремальным регулятором, входом подключенным через сумматор к выходам вторых элементов сравнения, а выходами - к корректорам.
tf 9 У
Jf .17
| Осецкий Ю.М., Карелин Ю.М | |||
| Автоматизация производства труб из пластмасс | |||
| Киев: Техника, 1971, с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
| Способ регулирования процесса экструзии | 1978 |
|
SU836021A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
