Изобретение относится к пищевой промышленности, а именно к автоматизации процессов переработки биополимеров. Оно может быть использовано в устройствах для производства экструдированных продуктов, а также и в других производствах, использующих экструзию.
Известно устройство для автоматического управления экструдером, в котором предусмотрена стабилизация расходных характеристик за счет наличия датчика определения показателя текучести расплава перерабатываемого полимера и вычислителя. Устройство предусматривает определение вычислителем отклонения фактического показателя текучести от заданного и соответствующую корректировку заданий регулятором температуры зон цилиндра экструдера и формующей головки. Корректирующее воздействие получает и регулятор-датчик скорости вращения привода шнека экструдера (а.с СССР N 1380991)-1.
Недостатком этого устройства является сложность в его практической реализации, так как оперативно измерить текучесть перерабатываемого сырья не всегда представляется возможным из-за отсутствия приборов физико-химического анализа, а следовательно, использовать данный параметр, который определяется лабораторным способом, для получения обратной связи в системах управления невозможно. Кроме того, этот способ не позволяет снизить материальные и энергозатраты путем оптимизации процесса.
Наиболее близким по технической сущности является способ регулирования процесса экструзии в экструдере со шнековым рабочим органом, предусматривающий считывание момента вращения рабочего органа, температуры расплава у выхода из экструдера и воздействие на дозирование подаваемого материала и/или на обороты рабочего органа при отклонении момента вращения рабочего органа и считанной температуры расплава от безопасного значения, отличающегося от максимально допустимого на величину допуска безопасности. При превышении считанным моментом вращения величины безопасного момента вращения уменьшают дозирование подаваемого материала и/или увеличивают обороты рабочего органа (патент СССР N 1227107)-2.
Однако этот способ имеет некоторые недостатки, которые не дают возможности экономично осуществлять процесс экструзии в экструдере. Регулирование температуры материала с помощью изменения числа оборотов рабочего органа не позволяет точно с минимальной инерционностью скорректировать температуру экструдата на выходе из экструдера. В предлагаемом способе регулирования не достигается оптимальный режим работы экструдера из-за отсутствия комплексного учета всех факторов, влияющих на процесс экструзии, таких как влажность исходного сырья, давление материала в предматричной зоне, расход и влажность экструдата и др., а следовательно, невозможно обеспечить повышение качества получаемых изделий. В известном способе экструдер выводится на максимальную производительность поэтапно, при этом постепенное увеличение производительности экструдера может составить остаточную продолжительность по времени, что приведет к повышению удельных энергозатрат на процесс экструзии. Таким образом, способ не позволяет минимизировать материально-энергетические затраты на экструзию и оптимизировать процесс.
Технической задачей изобретения является повышение качества конечного продукта (экструдата), а также снижение удельных материальных и энергозатрат.
Поставленная задача достигается тем, что в предлагаемом способе автоматического управления экструдером, согласно изобретению, дополнительно измеряют влажность и расход исходного сырья, расход греющего или охлаждающего агента, расход и влажность экструдата, давление материала в предматричной зоне, а также мощность регулируемого привода экструдера. Устанавливают частоту вращения шнека экструдера по измеренным значениям расхода и влажности исходного сырья, а также расход греющего или охлаждающего агента по температуре материала перед матрицей. Корректируют режим управления по текущему значению конечной влажности экструдата, причем при отклонении конечной влажности экструдата от заданного значения в сторону увеличения корректируют режим управления на 1-ом уровне регулирования, в соответствии с которым увеличивают частоту вращения шнека до достижения текущего значения давления материала в предматричном пространстве максимально допустимого значения, а затем вступает в работу 2-й уровень регулирования, в соответствии с которым увеличивают расход греющего агента до достижения текущего значения температуры максимально допустимого значения. При отклонении конечной влажности экструдата от заданного значения в сторону уменьшения снижают частоту вращения шнека экструдера до достижения текущего значения давления материала в предматричном пространстве минимально допустимого значения - 1-й уровень регулирования, далее регулирование идет по 2-му уровню, предусматривающему уменьшение расхода греющего агента до достижения текущего значения температуры минимально допустимого значения. По данным измеренных значений расхода исходного сырья, расхода греющего или охлаждающего агента и потребляемой мощности регулируемого привода экструдера непрерывно вычисляют величину стоимости суммарных энергетических и материальных затрат, приходящихся на единицу массы получаемого продукта, вычисляют знак ее производной по расходу исходного сырья, по которому воздействуют на расход исходного продукта в антибатной зависимости.
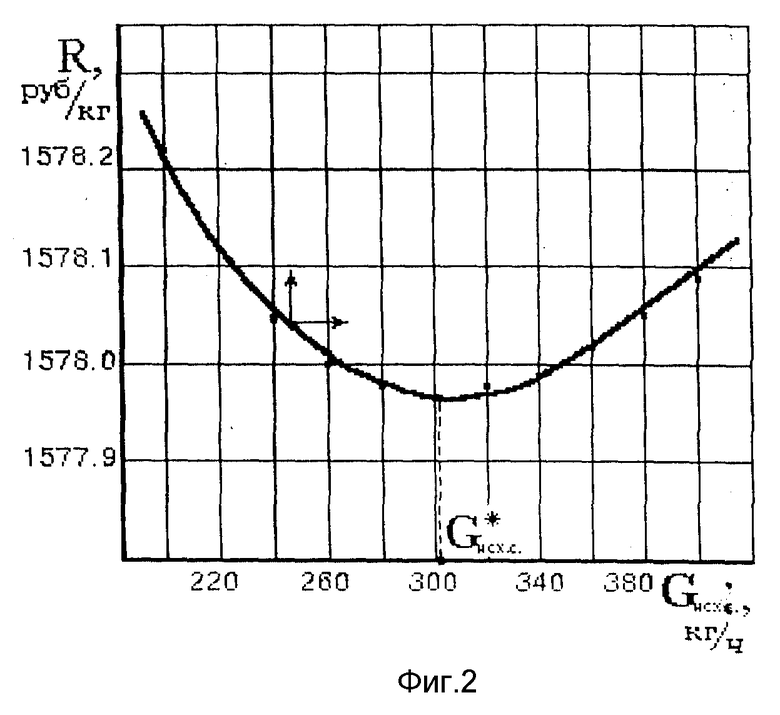
На фиг. 1 представлена схема осуществления предлагаемого способа, на фиг. 2 - зависимость стоимости удельных энергетических и материальных затрат R в процессе экструзии от производительности экструдера Gисх.с. по исходному сырью.
Схема содержит экструдер 1 с формующей головкой 2, регулируемый привод экструдера 3 с измерительным устройством момента вращения рабочего органа (не показан), линию 4 подвода исходного сырья, линию 5 отвода экструдата, линию 6 подвода греющего (охлаждающего) агента, линию 7 отвода отработанного греющего (охлаждающего) агента, датчик 8 расхода исходного сырья, датчики 9, 10 влажности исходного сырья и экструдата соответственно, датчик 11 расхода эструдата, датчик 12 давления материала в предматричном пространстве, датчик 13 температуры материала перед матрицей, датчик 14 расхода греющего (охлаждающего) агента, датчик 15 потребляемой мощности регулируемого привода экструдера 1, локальные регуляторы 16, 18, 20, алгебраический блок 17, корректор 19, экстремальный регулятор 21, исполнительные механизмы 22-24.
Способ осуществляется следующим образом.
По измеренным текущим значениям расхода датчиком 8 и влажности исходного продукта датчиком 9, установленных в линии 4, алгебраический блок 17 вычисляет фактический поток влаги, подаваемый с исходным материалом на экструзию, в зависимости от которого вырабатывают задание локальному регулятору 20, который с помощью исполнительного механизма 24 устанавливает заданную мощность регулируемого привода 3 экструдера 1. При этом постоянно поддерживают заданный тепловой режим при помощи датчика температуры 13, локального регулятора 18 и исполнительного механизма 22. По ходу процесса экструзии с помощью датчика 10 непрерывно измеряют текущее значение влажности экструдата, по которому осуществляют коррекцию режима управления процессом экструзии по 2 уровням.
Первый уровень. При отклонении текущего значения влажности экструдата от заданного в сторону увеличения в корректоре 19 формируется сигнал рассогласования, корректирующий задание локальному регулятору 20 на увеличение мощности регулируемого привода 3, а следовательно, частоты вращения шнека экструдера 1. Увеличение мощности привода осуществляют с учетом текущей величины давления в предматричном пространстве, измеряемой датчиком 12, которая является ограничением на управление мощностью привода по влажности экструдата. Изменение мощности привода осуществляют до достижения величины давления материала в предматричном пространстве максимально допустимого значения. В случае же отклонения текущего значения влажности экструдата, измеряемого датчиком 10, от заданного в сторону уменьшения в корректоре 19 формируется сигнал на уменьшение частоты вращения шнека. Уменьшение частоты вращения шнека осуществляют до достижения величины давления материала в предматричном пространстве минимально допустимого значения. Если изменение мощности привода не обеспечило требуемой влажности экструдата, коррекцию режима управления осуществляют по второму уровню.
Второй уровень управления предусматривает достижение заданной влажности экструдата путем воздействия на расход греющего (охлаждающего) агента в линии 6. Информация о текущем значении влажности подается в корректор 19, который вырабатывает сигнал отклонения текущего значения от заданного и корректирует задание локальному регулятору 18, который посредством исполнительного механизма 22 воздействует на изменение расхода греющего агента: при влажности экструдата выше заданной - увеличивают расход греющего агента до достижения температуры материала в предматричном пространстве максимально допустимого значения, а при влажности экструдата ниже заданной - уменьшает расход греющего агента до достижения температуры материала в предматричном пространстве минимально допустимого значения. Информация о текущем значении температуры в предматричном пространстве, получаемая от датчика 13, используется в качестве ограничения, накладываемого на расход греющего агента.
Информация о расходе материально-энергетических ресурсов фиксируется с помощью датчиков 8, 14, 15 и передается в экстремальный регулятор 21, который непрерывно определяет знак производной функции суммарной стоимости энергетических и материальных затрат на единицу массы экструдата, массовый расход которого измеряется датчиком 11, установленным в линии 5, и, если знак положительный, то уменьшает расход исходного продукта, а если знак отрицательный, то увеличивает. Изменение расхода исходного продукта осуществляют с помощью локального регулятора 16 и исполнительного механизма 23. Такое управление в инженерной практике называется управлением в антибатной зависимости.
Оптимальный расход исходного сырья определяется минимизацией функции стоимости удельных энергетических и материальных затрат, которую представляем в виде: (1)
(1)
где З1 - энергетические затраты, руб/ч;
З2 - материальные затраты, руб/ч;
Gэкст. - массовый расход экструдата, кг/ч.
Суммарные энергетические затраты определяем по формуле:
ΣЗ1= NпрЦэл+Gгр.аг.Цгр.аг.,(2)
где Nпр - мощность привода экструдера, кВт;
Цэл - цена 1 кВт•ч электроэнергии, руб;
Gгр.аг. - массовый расход греющего агента, м3/ч;
Цгр.аг. - цена греющего агента, руб/м3.
ΣЗ2= Gисх.с.Цисх.с.,(3)
где Gисх.с. - массовый расход исходного сырья, кг/ч;
Цисх.с. - цена исходного сырья, руб/кг.
В результате обработки экспериментальных данных получены эмпирические зависимости составляющих удельных энергетических и материальных затрат от расхода исходного сырья: (4)
(4)
Gисх.с. Цисх.с = k3Gисх.с,
где k1, k2, k3, c1, c2 -эмпирические коэффициенты.
Производительность экструдера по исходному сырью связана с производительностью по экструдату соотношением:
Gисх.с. = kuGэкст,(5)
где ku -коэффициент влагосодержания сырья (ku = (1+Uн)/1+Uk)).
Подставляя (4) в (2), (3), а затем в (1), получаем: (6)
(6)
или
где A = k1 + k2, B = k3, C = c1 + c2.
Необходимым условием экстремума является равенство нулю первой производной функции (6): (7)
(7)
так как ku ≠ 0, Gисх.с. ≠ 0, то AG2 исх.с. - C = 0.
Отсюда следует, что единственное решение в точке экстремума: (8)
(8)
В точке экстремума (8) имеет место минимум, так как вторая производная больше нуля:
Так как критерий оптимизации (1) имеет единственную точку экстремума - минимум, то это доказывает существование экстремальной характеристики способа управления процессом экструзии.
По экспериментальным данным методом наименьших квадратов определены значения эмпирических коэффициентов в уравнении (6):
k1 = 2.2 • 10-3; k2 = 2.5 • 10-3; k3 = 1500; c1 = 256.4; c2 = 168.9.
С учетом значений эмпирических коэффициентов выражение (6) принимает вид: (9)
(9)
На фиг. 2 показана построенная по формуле (9) экстремальная зависимость стоимости удельных энергетических и материальных затрат на единицу массы экструдата от массового расхода исходного сырья. G
Рассмотрим способ автоматического управления процессом экструзии на примере экструдера марки КМЗ-2У, оборудованном регулируемым приводом, установленного на Грязинском пищеконцентратном комбинате.
После выхода экструдера на рабочий режим значение расхода исходного сырья составляет 300.8 кг/ч, что является оптимальным согласно экстремальной характеристики способа управления процессом экструзии (фиг. 2), а значение влажности исходного сырья - 16%. По этим значениям устанавливают частоту вращения шнека 360 об/мин. При этом влажность экструдата составляет 10,5%. При изменении влажности исходного сырья изменяют частоту вращения шнека экструдера. При уменьшении влажности экструдата (менее 10.2%) уменьшают частоту вращения шнека, причем снижение числа оборотов идет до минимально допустимого значения давления в предматричном пространстве (5 МПа) - 1 уровень регулировки. Если требуемое значение влажности не было достигнуто, то уменьшают расход греющего агента, причем это уменьшение идет до минимально допустимой температуры экструдата в предматричном пространстве (175oC) - 2 уровень регулировки.
При увеличении влажности экструдата (более 10.8%) увеличивают число оборотов шнека, причем это увеличение идет до максимально допустимого значения давления в предматричном пространстве (6 МПа) - 1 уровень регулировки. Если требуемое значение влажности готового продукта не было достигнуто, то увеличивают расход греющего агента, причем это увеличение возможно до максимально допустимой температуры экструдата в предматричном пространстве (185oC) - 2 уровень регулировки.
Во время работы экструдера постоянно обрабатывают информацию о расходе материальных и энергетических ресурсов в экстремальном регуляторе и определяют оптимальный расход исходного сырья, который устанавливают в экструдере.
Таким образом, в процессе управления достигается минимизация удельных энергетических и материальных затрат при выполнении ограничений, накладываемых на управляемые переменные, обусловленные получением экструдата высокого качества.
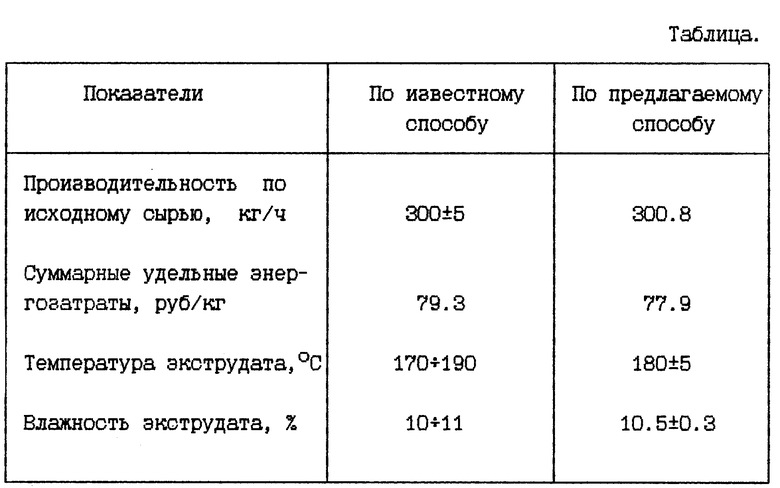
Сравнение показателей процесса экструзии по известному и предлагаемому способу управления приведены ниже в таблице.
Из таблицы следует, что при равной производительности предлагаемый способ позволяет снизить суммарные удельные энергозатраты на 1,5-2%, сузить интервал изменения температуры и влажности экструдата, за счет чего повысить качество и снизить себестоимость готового продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2000 |
|
RU2178738C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2000 |
|
RU2168413C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2001 |
|
RU2178739C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2001 |
|
RU2184653C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2004 |
|
RU2276013C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2005 |
|
RU2294833C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2009 |
|
RU2424903C2 |
| ЭКСТРУДЕР | 2001 |
|
RU2183158C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 1998 |
|
RU2131103C1 |
Изобретение относится к пищевой промышленности, а именно к автоматизации процессов переработки биополимеров. Оно может быть использовано в устройствах для производства экструдированных продуктов, а также и в других производствах, использующих экструзию. Способ предусматривает измерение момента вращения рабочего органа и температуры материала у выхода из экструдера в предматричной зоне. Дополнительно измеряют влажность и расход исходного сырья, расход греющего или охлаждающего агента, расход и влажность экструдата, давление материала в предматричной зоне, а также мощность регулируемого привода экструдера. Устанавливают частоту вращения шнека экструдера по измеренным значениям расхода и влажности исходного сырья, а также расход греющего или охлаждающего агента по температуре материала перед матрицей. Корректируют режим управления по текущему значению конечной влажности экструдата, причем при отклонении конечной влажности экструдата от заданного значения в сторону увеличения корректируют режим управления на первом уровне регулирования, в соответствии с которым увеличивают частоту вращения шнека до достижения текущего значения давления материала в предматричном пространстве максимально допустимого значения. Затем вступает в работу второй уровень регулирования, в соответствии с которым увеличивают расход греющего агента до достижения текущего значения температуры максимально допустимого значения. При отклонении конечной влажности экструдата от заданного значения в сторону уменьшения снижают частоту вращения шнека экструдера до достижения текущего значения давления материала в предматричном пространстве минимально допустимого значения - первый уровень регулирования. Далее регулирование идет по второму уровню, предусматривающему уменьшение расхода греющего агента до достижения текущего значения температуры минимально допустимого значения. По данным измеренных значений расхода исходного сырья, расхода греющего или охлаждающего агента и потребляемой мощности регулируемого привода экструдера непрерывно вычисляют величину стоимости суммарных энергетических и материальных затрат, приходящихся на единицу массы получаемого продукта. Вычисляют знак ее производной по расходу исходного сырья, по которому воздействуют на расход исходного продукта в антибатной зависимости. Изобретение позволяет повысить качество экструдата, а также снизить удельные материальные и энергозатраты. 2 ил., 1 табл.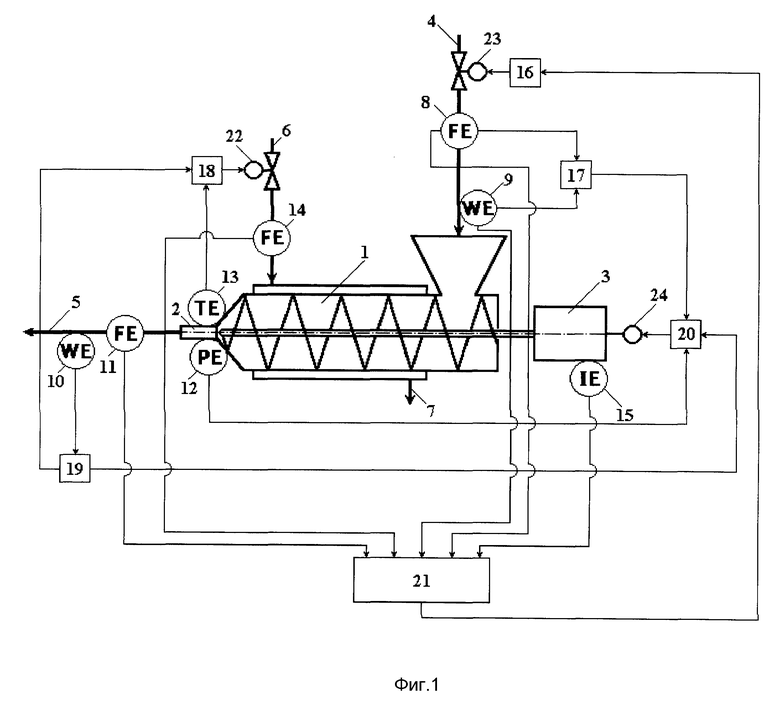
Способ автоматического управления экструдером, предусматривающий измерение момента вращения рабочего органа, температуры материала у выхода из экструдера в предматричной зоне с воздействием на дозирование подаваемого материала и на обороты рабочего органа, отличающийся тем, что дополнительно измеряют влажность и расход исходного сырья, расход греющего или охлаждающего агента, расход и влажность экструдата, давление материала в предматричной зоне, а также мощность регулируемого привода экструдера, устанавливают частоту вращения шнека экструдера по измеренным значениям расхода и влажности исходного сырья, а также расход греющего или охлаждающего агента по температуре материала перед матрицей, корректируют режим управления по текущему значению конечной влажности экструдата, причем при отклонении конечной влажности экструдата от заданного значения в сторону увеличения корректируют режим управления на первом уровне регулирования, в соответствии с которым увеличивают частоту вращения шнека до достижения текущего значения давления материала в предматричном пространстве максимально допустимого значения, а затем вступает в работу второй уровень регулирования, в соответствии с которым увеличивают расход греющего агента до достижения текущего значения температуры максимально допустимого значения, а при отклонении конечной влажности экструдата от заданного значения в сторону уменьшения снижают частоту вращения шнека экструдера до достижения текущего значения давления материала в предматричном пространстве минимально допустимого значения - первый уровень регулирования, далее регулирование идет по второму уровню, предусматривающему уменьшение расхода греющего агента до достижения текущего значения температуры минимально допустимого значения, по данным измеренных значений расхода исходного сырья, расхода греющего или охлаждающего агента и потребляемой мощности регулируемого привода экструдера непрерывно вычисляют величину стоимости суммарных энергетических и материальных затрат, приходящихся на единицу массы получаемого продукта, вычисляют знак ее производной по расходу исходного сырья, по которому воздействуют на расход исходного продукта в антибатной зависимости.
| SU 1227107 A, 23.04.86 | |||
| Устройство для автоматического управления экструдером | 1986 |
|
SU1380991A1 |
| US 4882105 A, 21.11.89 | |||
| US 4671908 A, 06.06.87 | |||
| ДИАФРАГМЕННЫЙ КОМПРЕССОР | 0 |
|
SU251135A1 |
| DE 3412158 A1, 03.10.85 | |||
| СПОСОБ ГЕНЕРАЦИИ СВЧ ШУМОВЫХ КОЛЕБАНИЙ | 2017 |
|
RU2661283C1 |
