сл
оо
05 05 СХ5 ел
со
uef
11
Изобретение относится к контрольно-измерительной технике, а именно, к комплексным калибрам для контроля ручного слесарно-монтажного инструмента .
Целью изобретения является повышение точности контроля.
Поставленная цель достигается тем что в калибре продольное отверстие образовано вставками.
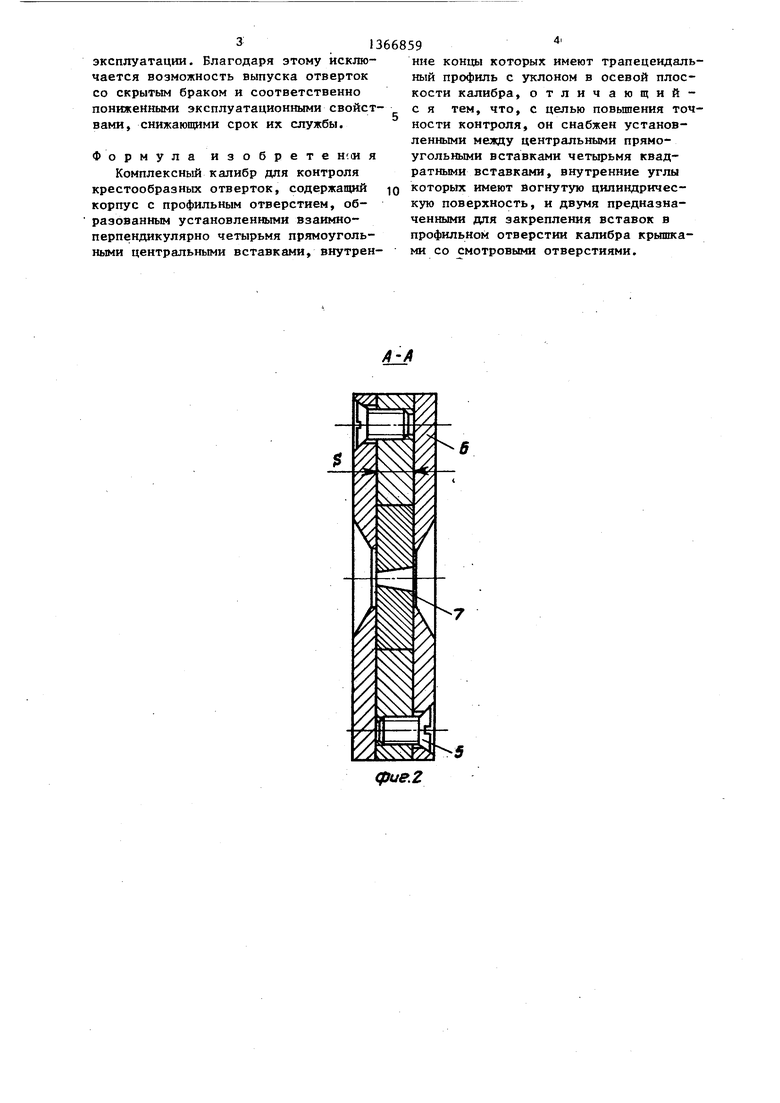
На фиг.1 изображен калибр без крышки, вид спереди; на фиг.2 разрез А-А на фиг.1; на фиг.З - центральная вставка для отверток, первый вариант; на фиг.4 - то же, второй вариант; на фиг.5 - квадратная вставка
Комплексный калибр для контроля крестообразных отверток содержит корпус 1, в центре которого вьтолнено сквозное квадратное отверстие 2. В квадратном отверстии 2 по неподвижной посадке установлено восемь вставок; четыре центральные вставки 3 прямоугольной формы размещены взаимно перпендикулярно между четырьмя квадратными вставками 4, расположенными в углах квадратного отверстия 2
Фиксация рабочего положения центральных вставок 3 обеспечивается наличием клеевого соединения в стыках центральных вставок 3 и квадратных
вставок 4 и неподвижного (с натягом) сопряжения квадратного отверстия 2 в корпусе 1 и набора вставок (фиг.1) Ширина h центральной вставки 3 выбирается равной величине наибольшей хордч впадин отвертки. Размер в квадратных вставок 4 определяется по формуле
в
Н
- h
где Н - размер квадрата квадратного
отверстия 2 в корпусе 1. Длина 1 центральной вставки 3 определяется по формуле
1
где
It Н - li
Т
толщина сердцевины отвертки в плоскости торца. Толщина S центральных вставок 3 и квадратных вставок 4 равна толщине корпуса 1 и соответствует размеру Ij (длине уклона доньшгка впадины) .
Часть цилиндрической поверхности отвертки входит в полость калибра. Наличие цш1И1Здрической поверхности
в квадратных вставках позволяет отбраковывать стержни отверток, имеющие смещение рабочей части с оси в
1Т17 пределах .
&
0
5
0
5
0
5
0
55
Один из углов (внутренний, устанавливаемый со стороны центра квадратного отверстия 2) квадратных вставок 4 выполнен в виде сегментной вогнутой цилиндрической поверхности, радиус г которой равен радиусу стержня отвертки. Один из концов (внутренний, устанавливаемый со стороны центра квадратного отверстия 2) центральных вставок 3 соответствует впадине отвертки, т.е. имеет трапецеидальный профиль с уклоном /3 в осевой плоскости калибра. Боковые стороны трапеции образуют угол 92. Для контроля отверток по первому варианту трапецеидальный профиль центральных вставок 3 имеет дополнительные скосы на вершине, образующие угол « , соответствующий углу у основания впадины отвертки. Образуемое вставками 3 и 4 профильное отверстие 2 соответствует профилю рабочей части контролируемой отвертки. С обоих торцов к корпусу 1, винтами 5 крепятся крышки 6, предохраняющие вставки 3 и 4 от выпадания. В центре крышек 6 предусмотрены смотровые отверстия 7.
Крышки 6 предохраняют вставки от смещения вдоль оси калибра. : В процессе контроля комплексный калибр используется совместно с индикаторным приспособлением. С помощью индикатора фиксируется положение торца контролируемой отвертки относительно калибра. Диапазон предельных положений торца отвертки устанавливается по эталонам.
Измерение осуществляется введением контролируемой отвертки в профильное отверстие 2 калибра до упора при осевом усилии до 0,5 кг. При этом измерительный наконечник индикатора, соприкасаясь с торцом отвертки, фиксирует его положение.
Предложенная конструкция комплексного калибра для контроля крестообразных отверток по сравнению с из- вестными имеет более высокую точность за счет возможности использования более точных способов обработки и воз- , можности контроля параметров калибра в процессе изготовления и дальнейшей
эксплуатации. Благодаря этому исключается возможность выпуска отверток со скрытым браком и соответственно пониженными эксплуатационными свойствами, снижающими срок их службы.
Формула изобрете ней я
Комплексный калибр для контроля крестообразных отверток, содержащий корпус с профильным отверстием, образованным установленными взаимно- перпендикулярно четырьмя прямоугольными центральными вставками, внутренние концы которых имеют трапецеидальный профиль с уклоном в осевой плоскости калибра, отличающий- с я тем, что, с целью повьшения точности контроля, он снабжен установленными между центральными прямоугольными вставками четырьмя квадратными вставками, внутренние углы которых имеют Вогнутую цилиндрическую поверхность, и двумя предназначенными для закрепления вставок в профильном отверстии калибра крышками со смотровыми отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВЕРТКА (ВАРИАНТЫ) | 1993 |
|
RU2072909C1 |
| ЗАДНЯЯ ПАНЕЛЬ ПОЛА ЛЕГКОВОГО АВТОМОБИЛЯ | 2002 |
|
RU2236975C2 |
| ОСЕВАЯ ТУРБИНА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2613104C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
| СПОСОБ ОПТИМИЗАЦИИ КОНСТРУКТИВНОГО ИСПОЛЬЗОВАНИЯ РАБОЧЕГО ПРОФИЛЯ КОРОБОВ | 2003 |
|
RU2240273C2 |
| Винтоверт | 1985 |
|
SU1305019A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Отвертка угловая двусторонняя комбинированная | 2018 |
|
RU2696174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ ПРЯМОУГОЛЬНОГО ИЛИ КВАДРАТНОГО СЕЧЕНИЙ | 2014 |
|
RU2568804C1 |
| КОМБИНИРОВАННЫЙ ГЛУШИТЕЛЬ ШУМА КОЧЕТОВА | 2015 |
|
RU2599217C1 |

Изобретение относится к контрольно-измерительной технике, а именно к комплексным калибрам для контроля ручного слесарно-монтажного инструмента. Целью изобретения является повышение точности контроля. Поставленная цель достигается тем, что в комплексном калибре профильное отверстие 2, соответствующее профилю отвертки, образовано четьфьмя прямоугольными центральными вставками 3 с внутренними концами, выполненными в виде трапецеидального профиля с уклоном в осевой плоскости калибра, и четырьмя квадратными вставками 4 с внутренними углами, выполненными в виде вогнутой цилиндрической поверхности. 5 ип. SS
cpue.Z
сригЗ
срие.4
fpue.5
| Калибр комплексный для контроля размеров рабочей части крестообразной отвертки | |||
| Автоматический тормоз к граммофону | 1921 |
|
SU303A1 |
