Изобретение относится к устройствам автоматического регулирования процесса дуговой сварки неплавящимся электродом и предназначено для стаби пизации длины дуги по ее напряжению при сварке в импульсном режиме.
Цель изобретения - повышение качества сварки за счет обеспечения точности положения горелки во время импульса и паузы дуги.
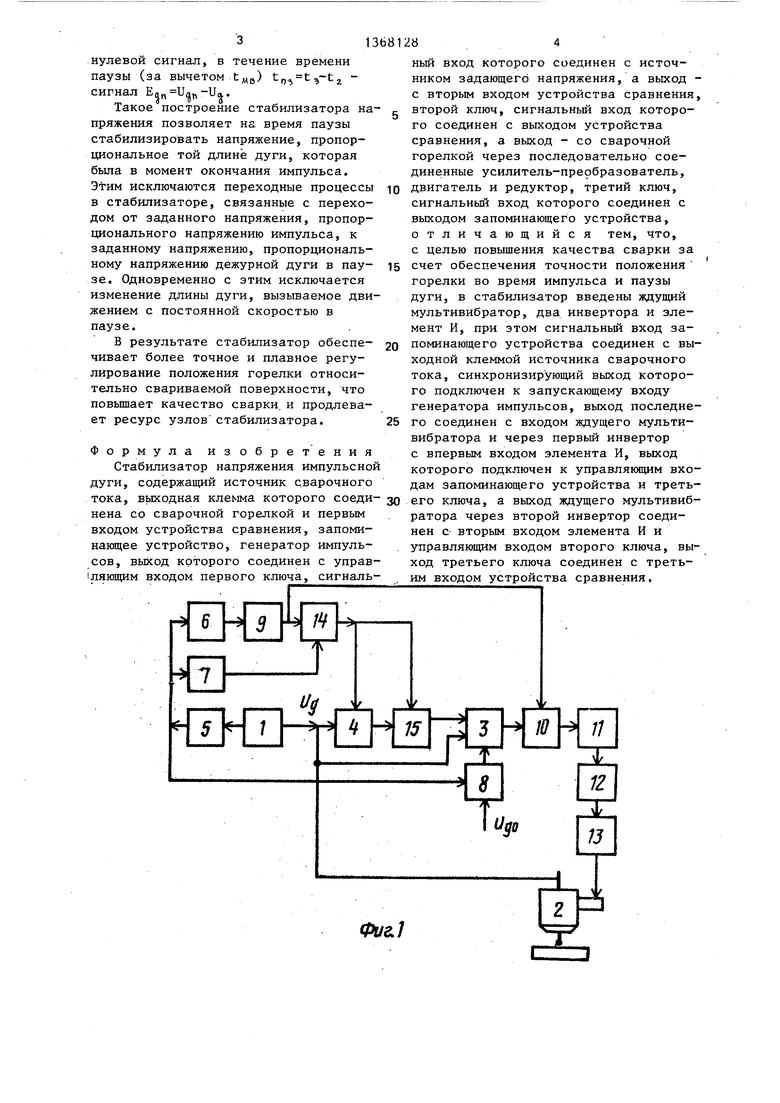
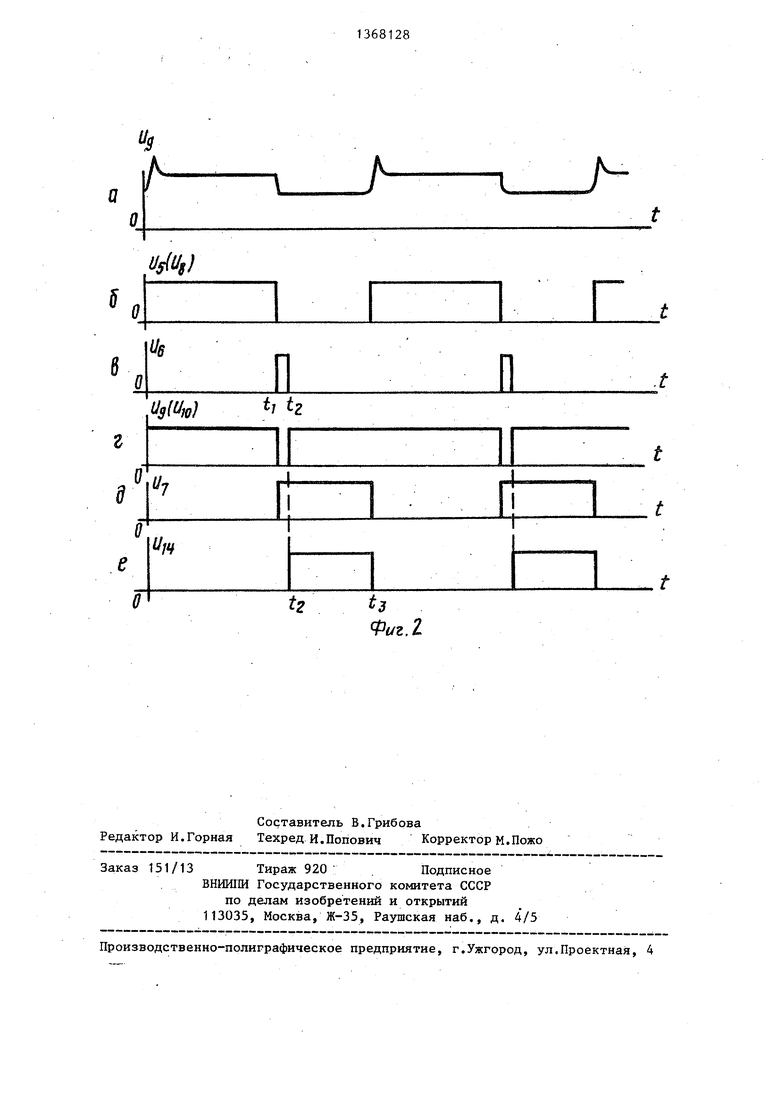
На фиг. 1 изображена структурная схема предлагаемого стабилизатора; н фиг. 2 - графики изменения напряжений в отдельных цепях схемы.
Стабилизатор напряжения импульсно дуги содержит (фиг. 1) источник 1 сварочного тока, выходная клемма которого связана со сварочной горелкой 2, с первым входом устройства 3 сравнения и сигнальным входом запоминающего устройства 4. Источник 1 сварочного тока связан также с входом генератора 5 импульсов, выход которого соединен с входами ждущего мульти- вибратора 6, первого инвертора 7 и управляющим входом первого ключа 8
Сигнальный вход ключа 8 связан с источником задающего напряжения, а выход - с вторым входом устройства 3 сравнения. Выход ждущего мультивибратора через второй инвертор 9 соединен с управляющим входом второго ключа 10, сигнальный вход которого.соединен с выходом устройства 3, а выход - с входом усилителя-преобразователя 11. Выход последнего связан с двигателем 12, которьй через редуктор 13 механически связан с горелкой 2. Кроме того, выходы инверторов 7 и 9 свя- заны с входами элемента И 14, выход которого связан с управляющими входами запоминающего устройства 4 и третьего ключа 15, сигнальный вход которого соединен с выходом запоминающего устройства 4, а выход - с третьим входом устройства 3 сравнения.
Стабилизатор работает следующим образом (фиг. 1). ,
. Импульсное напряжение с источйи- ка 1 сварочного тока поступает на сварочную горелку 2, на первый вход устройства 3 сравнения и на сигнальный вход запоминающего устройства 4. В течение времени импульса сварочнсх- го тока 0-t, (фиг. 2а) генератор 5 импульсов, синхронизированный с источником 1, вьфабатывает прямоуголь ный импульс (фиг. 26), поступаннций
ю
If
. 20
ЗБ 4045
50 55
282
на входы ждущего мультивибратора 6 ti первого инвертора 7 и управляющий вход первого ключа 8. Мультивибратор вырабатывает импульсы длительностью t,.,, смещенные относительно
гЛО i 1
импульсов .генератора 5. Время t выбирается больше времени переходного процесса переключения источника сварочного тока. Через второй инвертор 9 сигнал с мультивибратора 6 поступает на управляющий вход второго ключа 10. Под действие -импульсов генератора (фиг.26) и второго инвертора (фнг.2г) ключи 8 и 10 отпираются. Через пер- вьй ключ 8 на второй вход устройства сравнения с источника задающего напряжения поступает напряжение Нао , пропорциональное требуемому напряжению дуги во время импульса. В результате, в. течение импульса выходное напряжение устройства 3, равное Ea)j Uqo-Ua, через второй ключ 10 поступает на вход усилителя-преобразователя 11, с выхода которого напряжение поступает на двигатель 12, который через редуктор 13 перемещает горелку 2 в сторону уменьшения Еду. Таким образом, во время импульса поддерживается на постоянном уровне Un, про- порциональное длине дуги.
JBo время паузы за счет сигналов, поступающих с инвертора 7 (фиг.2д) и инвертора 9 (фиг.2г) на входы элемента И 14, на его вькоде формируется сигнал длительностью . (фиг. 2е)., под действием которого запоминающее-устройство 4 переводится в режим хранения, а третий ключ 15 - в режим Включено. Таким образом, в течение времени tf, на третий вход устройства сравнения поступает напряжение Uaj, , равное напряжению дуги в момент ts-tj и оно используется в качестве задающего. В течение паузы ключ 8 разомкнут и напряжение на устройство сравнения не поступает. В результате, с выхода последнего через ключ 10 на вход усилителя-преобразователя 11 поступает сигнал Е,„ Uc.-Un, под действием ко-, торого стабилизатор через двигатель 12 и редуктор 13. перемещает горелку, так, что СВОДИТ; Елг к нулю.
Таким образом, на вход усилителя- преобразователя 11 в течение импульса поступает сигнал Eau Uno-U, в течение времени переходного процесса источника сварочного тока тока, вькодная клемма которого соеди- зо его ключа, а выход ждущего мультивиб- нена со сварочной горелкой и первым входом устройства сравнения, запоминающее устройство, генератор импульсов, выход которого соединен с управ- ляющим входом первого ключа, сигнальратора через второй инвертор соединен с вторым входом элемента И и управляющим входом второго ключа, выход третьего ключа соединен с третьим входом устройства сравнения.
его ключа, а выход ждущего мультивиб-
ратора через второй инвертор соединен с вторым входом элемента И и управляющим входом второго ключа, выход третьего ключа соединен с третьим входом устройства сравнения.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для управления процессом сварки неповоротных стыков труб | 1987 |
|
SU1488149A1 |
| Стабилизатор напряжения импульсной дуги | 1988 |
|
SU1683925A1 |
| Источник постоянного тока для дуговой сварки | 1990 |
|
SU1704979A1 |
| Инверторный источник питания для дуговой сварки | 1989 |
|
SU1704976A1 |
| Устройство для контроля радиотелефонного канала связи по соотношению сигнал/шум | 1981 |
|
SU964993A1 |
| Комбинированный датчик для сварки | 1983 |
|
SU1094692A1 |
| Устройство для электроразведки методом вызванной поляризации | 1983 |
|
SU1123001A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
Изобретение относится к дуговой сварке, в частности к стабилизатору напряжения импульсной дуги при сварке неплавящимся электродом. Цель изобретения - повьшение качества сварки за счет обеспечения точности положения горелки во время импульса и паузы дуги. Стабилизатор содержит источник сварочного тока, сварочную горелку, устройство сравнения, запоминакяцее устройство, генератор импульсов, три ключа и последовательно соединенные усилитель-преобразователь, двигатель и редуктор. Цель достигается за счет введения в стабилизатор ждущего мультивибратора, двух инверторов и элемента И, -соединенных с узлами стабилизатора так, что во время окончания импульса сварочного тока и в течение последующей паузы происходит запоминание значения длины дуги до следующего импульса сварочного тока. 2 ил. ( V)
| В | 0 |
|
SU368949A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для регулирования напряжения импульсной дуги | 1972 |
|
SU518298A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
