1
Изобретение относится к устройствам автоматического регулирования процесса дуговой сварки неплавящимся электродом и предназначено для стабилизации длины дугового промежутка как при импульсном, так и при непрерывном процессе.
Известны автоматические стабилизаторы длины дугового промежутка, содержащие блок измерения напряжения на дуге, формирователь опорного сигнала и блок сравнения, выход которого через усилитель связан с исполнительным двигателем.
В предлагаемом устройстве с целью поддержания заданной длины дуги при импульс«ой сварке как в процессе импульса, так и во время наузы в блок измерения дугового напряжения, выполненный с двумя входами, один из которых подключен непосредственно к дуговому промежутку, а другой - к источнику постоянного напряжения, введено сравнивающее устройство, выход которого связан со входом формирователя опорного сигнала, выполненного в виде двухтактного усилителя.
Каждое плечо усилителя нагружено на потенциометр. Оба потенциометра соединены последовательно, а подвижные контакты потенциометров, являющиеся выходом формирователя, электрически связаны с блоком сравнения, другой вход которого соединен с
выходом сравнивающего устройства блока измерения напряжения на дуге.
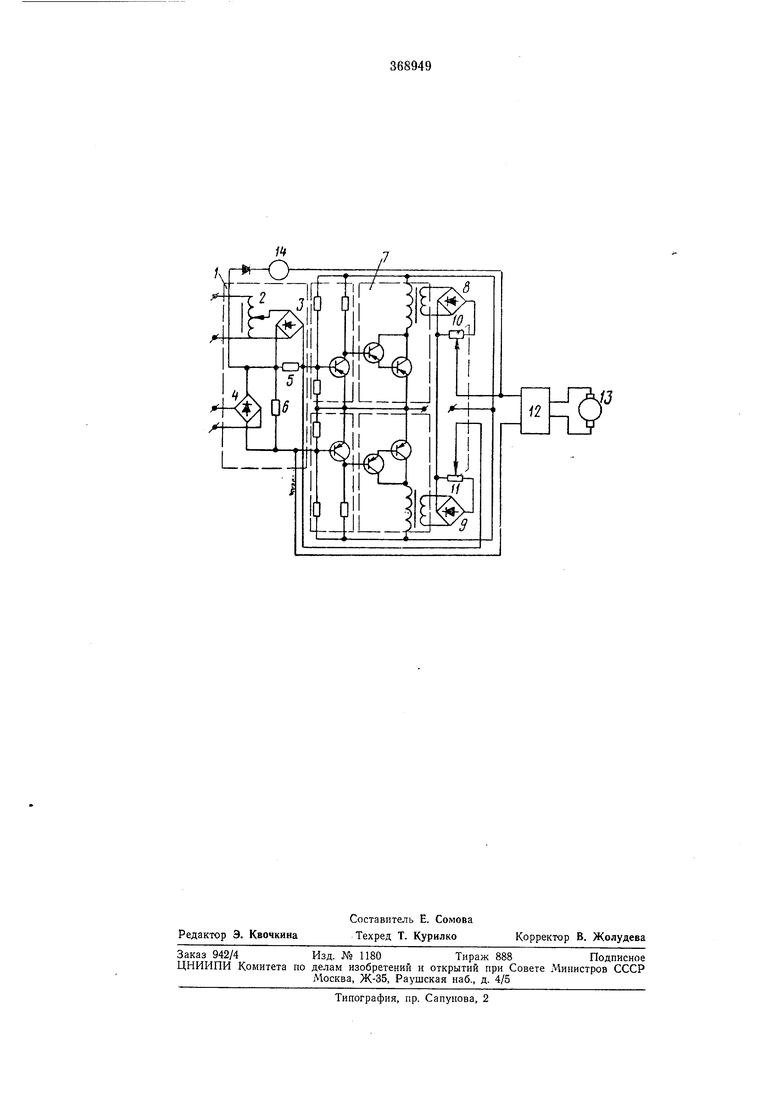
На чертеже схематически изображен предлагаемый стабилизатор.
В схему входят блок 1 измерения напряжения на дуге с автотрансформатором 2, выпрямителями 3 и 4 и сравнивающими сопротивлениями (резисторами) 5 и 6; формирователь 7 опорного сигнала в виде двухтактного двухкаскадиого усилителя, нагруженного через выпрямители 8 и 9 па делители напряжения (потенциометры) 10 и //; усилитель 12; исполнительный двигатель 13 и вольтметр 14.
Сущность работы регулятора заключается в том, что напряжение, снимаемое с дугового промежутка, преобразуется
1)в нестабилизированные трапецеидальные колебания, амплитуда которых пропорциональна действительной длине сварочной дуги, а длительность полупериодов равна длительности импульса и паузы сварочного тока;
2)в стабилизированные трапецеидальные колебания, амплитуда которых не зависит от длины дуги и может быть изменена в нужных пределах, а длительность полупериода равна длительности импульса и паузы сварочного тока.
Требуемая длина дуги задается соответствующей величиной амплитуды стабилизированных трапецеидальных колебаний. В результате сравнения стабилиз-ированных и нестабилизированных колебаний входное устройство выдает сигнал рассогласоваиия, величина которого пропорциональна отклонению длины дуги от заданной величины. Процесс сравнения этих колебаний происходит непрерывно как в период импульса, так и в период паузы тока сварки.
При регулировании режима сварки путем изменения продолжительности импульса и паузы тока сварки входное устройство автоматически обеспечивает соответствующую одновременную подстройку периода стабилизированных и нестабилизированных трапецеидальных колебаний, что обеспечивает высокое качество регулирования при любом режиме сварки.
Сигнал рассогласования, формируемый входным устройством, усиливается и преобразуется исполнительным двигателем в возвратно-поступательное перемещение горелки по вертикали. Тем самым осуществляется плавкое зависимое регулирование длины импульсной сварочной дуги.
Устройство получения нестабилизированных трапецеидальных колебаний содержит блок 1 измерения напряжения на дуге с автотрансформатором 2 и последовательно соединенными выпрямителями 3 и 4, параллельно выходу которых включены ре}зисторы 5 и б. На вход выпрямителя 3 вклгбчен автотрансформатор. Параллельно цепочке последовательно соединенных выпрямителей 3 w. 4 подключен вход устройства получения стабилизированных трапецеидальных колебаний, который выполнен по двухтактной схеме, каждое плечо которой состоит из двух каскадов.
Первые и вторые каскады усиления соединены непосредственной связью. Первые каскады собраны по схеме с общим эмиттером. Вторые каскады собраны по схеме составного транзистора. Нагрузкой вторых каскадов являются делители напряжения 10 и П, включенные через выпрямители 8 и 9.
Цепочка последовательно соединенных делителей напряжения 8 и 9 включена последовательно и в противофазе с цепочкой резисторов 5 и б. Полученная цепь формирования сигнала рассогласования включается на вход усилителя 12 мощности, на выход которого подключается двигатель 13.
Параллельно цепочке делителей напряжения 10 и // и /резистору 5 подключен вольтметр 14.
Напряжение с дугового промежутка и в период паузы и в период имнульса преобразуется выпрямителем 4 (это необходимо при сварке импульсной дугой переменного тока)
и подается на резистор 6. На резистор 5 подается напряжение отсечки, которое получается в схеме с помощью автотрансформатора 2 и выпрямителя 3, и вычитается из напряжения на резисторе 6. Таким образом, на последовательно соединенных резисторах 5 и 6 получаются нестабилизированные трапецеидальные колебания, имеющие в период паузы и в период импульса разные амплитуды,
зависящие от длины дуги.
Схема получения стабилизированных трапецеидальных колебаний состоит из 4-х каскадов, нагрузкой которой является блок делителей напряжения 10 и //, включенный
через выпрямители S и 5. -Первые каскады работают в режиме двустороввего ограничения и создают стабилизированные (не зависящие от длины дуги) импульсы для управления усилителем мощности. С делителей 10
и 11 снимаются стабилизированные трапецеидальные колебания заданной амплитуды.
Сигнал, полученный в результате сравнения стабилизированных колебаний с нестабилизированными, подается на вход усилителя
12 и преобразуется двигателем 13 в перемещение, горелки ло вертикали.
Вольтметр 14 позволяет замерять в процессе настройки и сварки заданную амплитуду напряжения дугового промежутка в период
импульса сварочного тока, что представляет интерес для контроля процесса сварки.
Предмет изобретения
Автоматический стабилизатор длины дугового промежутка, содержащий блок измерения напряжения на дуге, формирователь опорного сигнала и блок сравнения, выход которого через усилитель связан с исполнительным двигателем, отличающийся тем, что, с целью поддержания заданной длины дуги при импульсной сварке как во время импульса, так и во время паузы, блок измерения напряжения на дуге выполнен с двумя входами, один из которых подключен непосредственно к дуговому промежутку, а другой - к источнику постоянного напряжения, и в него В|Ведено сравнивающее устройство, выход которого связан со входом формирователя опорного сигнала, выполненного в виде двухтактного усилителя, каждое плечо которого нагружено на потенциометр, оба потенциометра соединены последовательно, а подвижные
контакты потенциометров, являющиеся выходом формирователя, электрически связаны с выходом сравнивающего устройства блока измерения напряжения на дуге, образуя блок сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| Устройство для контактной сварки | 1975 |
|
SU685458A1 |
| Автоматическая установка скорости подачи проволоки и её контроль в сварочном полуавтомате | 2017 |
|
RU2682360C2 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
| Способ сварки плавящимся электродом с короткими замыканиями и устройство для его осуществления | 1987 |
|
SU1563917A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1986 |
|
SU1333497A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1189620A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДУГОВОГО РАЗРЯДА | 2009 |
|
RU2402891C1 |
| Устройство для электродуговой сварки модулированным током повышенной частоты | 1980 |
|
SU984755A1 |