1
Изобретение относится к сварочной технике, в частности к устройствам для дуговой свзрки с короткими замыканиями.
Известно устройство для дуговой сварки с короткими замыканиями, содержащее коммутирующий и вспомогательный тиристоры, блок управления тиристорами, пороговый элемент, цепь возбуждения дуги, сварочную головку, конденсатор, индуктивность, дифференцирующую и интегрирующие цепи и сварочный выпрямитель, один из зажимов которого через индуктивность подсоединен к анодам коммутирующего и вспомогательного тиристоров, причем катод коммутирующего тиристора подключен через цепь возбуждения дуги и индуктивность к этому зажиму сварочного выпрямителя, а катод вспомогательного тиристора через конденсатор к другому аажяму сварочного выпрямителя, подсоединенному к одному из входов дифференцирующей
цепи, другой ее вход подключен к сварочной головке, при этом интег(1рующая цепь подключена параллельно дифференцирующей цепи и входам порогового элемента, выход которого соединен с входом блока управления тиристорами, один из его выходов подключен к управляющему электроду и катоду коммутирующего тиристора, а другой - к управляющему электроду и катоду вспомогательного тиристора Гl}.
В данном устройстве информация о состоянии перемычки жидкого металла, поступающая на дифференцирующую и интегрирующую цепи и пороговый элемент, берется с кривой напряжения на перемычке, которая при постоянном сварочном токе отражает изменение сопротивления перемычки, но не отражает изменение геометрических размеров
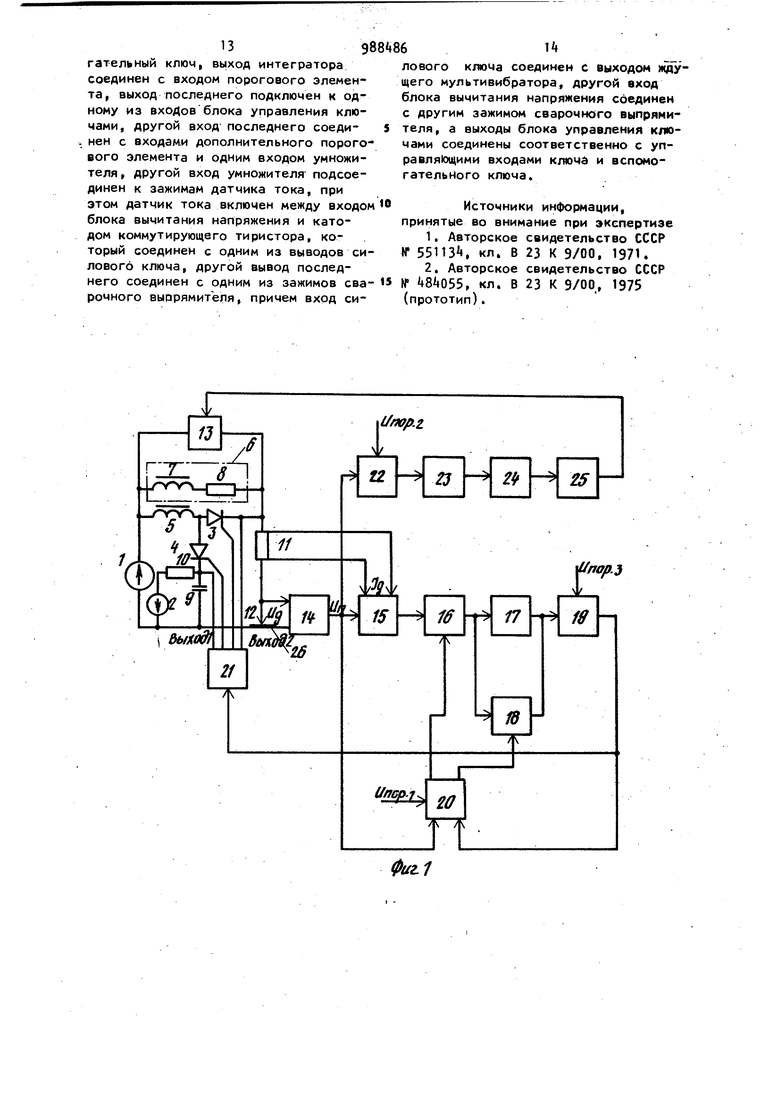
20 .перемычки и накопленной в ней тепловой энергии на последней стадии короткого замыкания. Поскольку и:з-за нестабильности процесса сварки кривая напряжения на перемычке изменяется от цикла к циклу, то некоторые коммутации сваронного тока могут быть преждевременными, при этом перемычка в интервале коммутации не успевает разрушиться и будет разрушаться со взрывом за пределами этого интереала при включении тока, что приводит к значительному разбрызгиванию металла. Таким образом, при сварке получается невысокое качество сварных соединений вследствие значительного разбрызгивания электродного металла. Наиболее близким к изобретению по технической сущности является устройство для дуговой сварки с короткими замыканиями, содержащее коммутирующий и вспомогательный тиристоры, блок управления тиристорами, пороговый элемент, сварочную головку, источник питания с параллельно подключенным конденсатором, сварочный выпря митель, один из зажимов которого через индуктивность подсоединен к ано-.. дам коммутирующего и вспомогательного тиристоров, .причем катод коммутирующего тиристора подключен через сопротивление к этому же зажиму сварочного выпрямителя, а катод вспомогательного тиристора - через конденсатор к другому зажиму сварочного выпрямителя и к одному из входов порогового элемента, другой вход которого подключен к сварочной головке и к катоду коммутирующего тиристора, а выход порогового элемента соединен с входом блока управления тиристора-, ми, ОД.ИН из выходов которого подсоединен к управляющему электроду и катоду коммутирующего тиристора, а другой - к управляющему электроду и катоду вспомогательного тиристора 2J. В известном устройстве информация О состоянии перемычки жидкого металла, поступающая на пороговый элемент, берется с кривой напряжения на перемычке, которая при постоянном сварочном токе отражает изменение сопротивления перемычки, но не отражает изменение геометрических размеров перемыч ки и накопленной в ней тепловой энергии на последней стадии короткого замыкания. Поскольку из-за нестабильности процесса сварки кривая напряжения на перемычке изменяется от цикла к циклу, то некоторые коммутации сварочного тока могут быть преждевременными, при этом перемычка в интервале коммутации не успевает разрушиться и разрушается со взрывом за пределами этого интервала при включении тока, что приводит к значительному разбрызгиванию металла. Таким образом, при сварке также получается невысокое качество сварочных соединений вследствие значительного разбрызгивания электродного металла . Целью изобретения является повышение качества сварного соединения за счет снижения разбрызгивания электродного металла. Поставленная цель достигается тем, что устройство для дуговой сварки с короткими замыканиями дугового промежутка, содержащее сварочный выпрямитель, один из зажимов которого через индуктивность подсоединен К анодам коммутирующего и вспомогательного тиристоров, причем катод коммутирующего тиристора подключен Через сопротивление к этому же зажиму сварочного выпрямителя,, а катод вспомогательного тиристора - через конденсатор к другому зажиму сварочного выпрямителя, параллельно конденсатору подключен источник питания, выход порогового элемента соединен с входом блока управления тиристорами, выходы последнего подключены к катодам и к управляющим электродам тиристоров, в него введены силовой ключ, датчик тока, последовательно соединенные дополнительный пороговый элемент, инвертор, дифференцирующая цепь, ждущий мультивибратор и последовательно соединенные блок вычитания напряжений, умножитель, ключ и интегратор, а также блок управления ключами и вспомогательный ключ, при этом параллельно интегратору подключен вспомогательный ключ, при этом выход интегратора соединен с входом порогового элемента, выход последнего подключен к одному из входов блока управления ключами, другой вход последнего соединен с входами дополнительного порогового элемента и умножителя, другой входумножителя подсоединен к зажимам датчика тока, при этом датчик тока включен между входом блока вычитания напряжения и катодом коммутирующего тиристора, который соединен с одним из выводов силового ключа, другой вывод последнего соединен с одним из (Зажимов сварочного выпрямителя, причем вход силового ключа соединен с выходом ждущего мультивибратора, другой вход блока вычитания напряжений соединен с другим зажимом сварочного выпрямителя, а выходы блока управления ключами соединены соответственно с управляющими входами ключа и вспомогательного кл ча. На фиг, 1 приведена электрическая схема устройства для дуговой св ки с короткими замыканиями на фиг, временные диаграммы работы предлага емого устройства, сварочный ток; напряжение на дуговом промежутке i напряжение на перемычке; напряжение на выходе интег ратора 17/ напряжение на выходе ключ ча 16; напряжение на выходе ключа 18; напряжение на выходе порогового элемента 19« напряжение на выходе 1 бло ка 21 управления тиристора ми; напряжение на выходе порог вого элемента 22; напряжение на выходе инвер тора 23; напряжение на выходе диффе ренцирующей цепи 2k напряжение на выходе ждуще го мультивибратора 25; напряжение на выходе силов го ключа 13. Устройство для дуговой сварки с короткими замыканиями дугового промежутка содержит сварочный выпрямитель 1, источник 2 питания, коммути рующий тиристор 3 вспомогательный тиристор It, индуктивность 5, сопротивление 6, состоящее из индуктивности 7 и резистора 8, конденсатор 9, ограничительный резистор 10, дат чик 11 тока, сварочную головку 12, силовой ключ 13, блок 14 вычитания напряжений, блок 15 умножения, ключ 16, инт.егратор 17, зашунтированный вспомогательным ключом 18, пороговый элемент 19, блок 20 управления ключ ми, блок 21 управления тиристорами, дополнительный пороговый элемент 22 6« инвертор 23, дифференцирующая цеп 24, ждущий мультивибратор 25. Плюсовой зажим сварочного выпрямителя 1 подключен через индуктивность 5 к анодам коммутирующего тиристора 3 и вспомогательного тирисTOpa 4, Катод коммутирующего тиристора 3 подключен к одному из выводов силового ключа 13 и {эевистора 9| другой вывод которого через индуктивность 7 соединен с плюсовым зажимом сварочного выпрямителя 1 и с другим выводом силового ключа 13. Катод вспомогательного тиристора k подсоединен через конденсатор 9 к минусовому зажиму сварочного выпрямителя 1, одному из входов блока вычитания напряжений и к плюсовому зажиму источника 2 питания. Минусовой зажим этого источника 2 через ограничительный резистор 10 подключен к катоду вспомогательного тиристора 4 Датчик 11 тока подключен между катодом коммутирующего тиристора 3 и сварочной головкой 12, подсоединенной к другому входублока I вычитания напряжений. Блок 14 вычитания напряжений, умножитель 15,. ключ 1б, интегратор 17, пороговый элемент 19 и блок 21 управления тиристорами соединены между собой последовательно. Причем один из выходов блока 21 управления тиристорами подключен к управляющему электроду и катоду коммутирующего тиристора 3, а другой - к управляющему электроду и катоду вспомогательного тиристора 4, Пороговый элемент 22, инвертор 23, дифференцирующая цепь 24 и ждущий мультивибратор 25 соединены между собой последовательно, причем выход ждущего мультивибратора 25 подключен ко входу силового ключа 13, Выход порогового элемента 19 соединен с одним из входов блока 20 уп равления ключами, другой вход которого соединен со входами порогового элемента 22 и умножителя 15, подсоединенного другим входом к зажимам датчика 11 тока, А выходы блока 20 управления ключами подключены к управляющим входам ключа 16 и ключа 18 соответственно. Сварочный выпрямитель 1 используется как источник сварочного тока. Источник 2 питания предназначен для перезаряда конденсатора 9« Коммутирующий тиристор 3 служит для отключения сварочного тока через перемычку металла, когда накопленная в ней тепловая энергия достигнет критической пороговой величины, при превышении которой перемы ка может разрушиться со взрывом. Вспомогательный тиристор k предназначен для переключения сварочног тока, протекающего от сварочного вы прямителя 1 по цепи (индуктивность 5, коммутирующий тиристор 3, датчик П тока, сварочная головка 12, свариваемая конструкция 26) в цепь заряда конденсатора 9 (индуктивность 5, вспомогательный тиристор , конденсатор 9). Индуктивность 5 служит для ограничения скорости нарастания сварочного тока ВОвремя коротких замыканий и для поддержания устойчивого горения сварочной дуги. Сопротивление 6, состоящее из ин дуктивности 7 и резистора 8, предназначено для ограничения тока дежурной дуги, возбуждающейся при саморазрушении перемычки в интервале коммутации сваоочного тока. Конденсатор 9 служит для накопле ния энергии за период коммутации сварочного тока, необходимой для за пирания коммутирующего тиристора 3. Датчик 11 тока предназначен для снятия напряжения, пропорциональног току через перемычку. Силовой ключ 13 является быстродействующим ключом и служит для периодического вкл чения тока через перемычку в интерв ле коммутации до тех пор, пока она не разрушится. Блок 14 вычитания напряжений слу жит для выделения напряжения на перемычке путем вычитания из напряжения на дуговом промежутке напряжени на вылете электрода. Блок 15 умножения предназначен для получения сигнала, пропорционал ного мощности, выделяемой на перемы ке, Ключ 16 служит для подключения в хода блока 15 умножения ко входу ин тегратора 7 только на время интегри рования. Вспомогательный ключ 18 предназна чен для возвращения интегратора 17 исходное состояние. 68 Пороговый элемент 19 служит для сравнения сигнала, пропорционального тепловой энергии, накопленной в перемычке, с пороговым сигналом, соотаетствующим критическому значению тепловой энергии в перемычке. Пороговый элемент 22 предназначен для сравнения сигнала, пропорционального напряжению на перемычке с пороговым сигналом, соответствующим критическому значению напряжения на перемычке, Перед началом сварочных работ свариваемая конструкция 26 должна быть подсоединена к минусовому зажиму сварочного выпрямителя 1. Устройство работает следующим образом, . При включении предлагаемого устройства коммутирующий тиристор 3 открыт сигналом с одного выхода блока 21 управления тиристорами, а вспомогательный тиристор закрыт. Ключи 13 и 16 разомкнуты, а ключ 18 замкнут в исходном состоянии. Конденсатор 9 заряжен от источника 2 так, что на его обкладке, соединенной с катодом вспомогательного тиристора , имеется отрицательный потенциал (порядка 55 В), При включении подачи сварочной проволоки зажигается дуга. Процесс дуговой сварки с короткими замыканиями сопровождается периодическими замыканиями дугового промежутка каплей электродного металла, расплавленного во время горения дуги, В момент времени t капля металла касается свариваемой конструкции 26, при этом образуется перемычка жидкого металла. Напряжение на дуговом промежутке Цд резко падает почти до нуля, а сварочный ток (р начинает нарастать с, постоянной времени, определяемой электрическими параметрами сварочной цепи, т,е, ее индуктивным и активным сопротивлением. На последней стадии короткого замыкания перемычка сжимается под действием электромагнитных сил, растет ее сопротивление, соответственно увеличивается напряжение на перемычке Ы, и накапливаемая в ней тепловая энергия, Причем ток короткого замыкания через перемычку протекает по основной цепи, т,е, от сварочного выпрямителя 1 через индуктивность 5, коммутирующий тиристор 3, датчик 11 тока, сварбчную головку 2, свариваемую конструкцию 26 и по вспомогательной цепи, т.е. от сварочного выпрямителя 1 через сопротивление 6, датчик П тока и сварочную голов-. ку 12. Напряжение на дуговом промежутке Уд поступает на вход блока вычитания напряжении, которое выделяет напряжение на перемычке U путем вычитания из напряжения на дуговом промежутке Уд напряжения на вылете электрода Pg. Полученное напряжение на перемычке Up поступает на один из вхо дов блока 15 умножения, а на другой его вход поступает напряжение с зажимов датчика 11 -тока, пропорциональное току перемычки 1, На выходе блока 15 умножения появляется сигнал, пропорциональный мощности, выделяемой в перемычке, I Одновременно напряжение на перемычке Ufj поступает на один из входов блока.20 управления ключами, который содержит пороговый элемент (не показан) . На последней стадии короткого замыкания напряжение на перемычке Uj начинает возрастать и при достижении порогового значения в момент времени t. блок 20 управления Ключами пoдaef сигналы управления на входы ключей 16 и 18 соответственно. При этом ключ 16 открывается, а ключ 18 закрывается. Сигнал, пропорциональный мощности выделяемой в перемычке, с выхода бло ка 15 умножения через открытый ключ 16 поступает на вход интегратора 1 7. На выходе интегратора 17 появляется линейно нарастающий сигнал U., пропорциональный выделяемой в перемычке тепловой энергии, и поступает на вхо порогового элемента 19. В момент вре мени t2 накопленная в перемычке тепловая энергия достигает критической величины, а сигнал Ц на входе порог вого элемента 19 достигает величины порогового напряжения этом на выходе порогового элемента 19 появляется импульс (Ifi), поступающий на вход блока 21 управления тиристорами Импульс одного выхода блока 21 подается на управляющий электрод и катод вспомогательного тиристора и открывает его, а коммутирующий тирис тор 3 закрывается, С момента закрывания тиристора 3 ток коммутируется в цепь (последовательно соединенные сварочный выпрямитель 1, индуктивность 5| вспомогательный тиристор , конденсатор 9) и перезаряжает конденсатор 9 таким образом, что на его обкладке , соединенной с катодом вспомогательного тиристора Ц, появляется положительный потенциал 70-90 В. Одновременно через перемычку протекает ток величиной 15-20 А по вспомогательной цепи (сварочный выпрямитель 1, сопротивление 6, датчик It тока, сварочная головка 12, свариваемая конструкция 26), В этот же момент времени t- импульс Ufg с выхода порогового элемента 13 поступает на другой вход блока 20 управления ключами, который подает сигналы управления на ключи 1б и 18. При этом ключ 1б закрывается, ключ 18 открывается и возвращает интегратор 17 в. исходное состояние. Одновременно напряжение на перемычке Up с выхода блока 1, поступает на вход порогового элемента 22. При превышении напряжением Uj порогового напряжения U на выходе порого- . вого элемента 22 появляется импульсный сигнал , подаваемый на вход инвертора 23. С выхода инвертора 23 инвертированный импульс Ц аДифференцируется цепью 24, поступает на вход ждущего мультивибратора 25 и 8 момент времени 12. импульсом отрицательной полярности запускает его. Импульс Цг. с выхода ждущего мультивибратора 25 подается на вход силового ключа 13 и замыкает его. При этом через перемычку включается ток величиной 70-100 А (по цепи сварочный выпрямитель 1, ключ 13 датчик 11 тока, сварочная головка 12) ускоряющий ее разрушение. В момент времени t« напряжение на перемычке Uj,, поступающее на вход порогового элемента 22, достигает величины порогового напряжения При этом на выходе порогового элемента, 22 появляется импульсный сигнал и , который инвертируется, дифференцируется, поступает на вход ждущего мультивибратора 25 и срывает его генерацию, т.е. напряжение На его выходе U g-становится равным нудю. Этот сигнал Iki nocTynaeT на вход силового ключа 13. который размыкается. Быстродействие ключа 13 позволяет осуществить переход из замкнуn9того состояния в разомкнутое и наоборот за время 1-2 мкс, поэтому стимулирует разрушение перемычки без накопления в ней энергии. Если перемычка не идет в сторону разрушения, а возвращается в исходное состояние, то напряжение на перемычке Uj, стает меньше порогового напряжения в интервале времени . Пороговый элемерт 22 подает сигнал U nepea инвертор 23 и дифференцирующую цепь 2Л на ждущий мультивибратор 25, который подает управляющий импульс ключ 13 и замыкает его. По цепи (сварочный выпрямитель 1, ключ 13 датчик 11 , сварочная головка 12) протекает ток величиной 70100 А через перемычку и стимулирует ее разрушение. Напряжение на перемыч ке Ufj вновь наминает возрастать и при достижении порогового напряжения и др силовой ключ 13 вновь разиы кается в момент времени ti и так до тех пор, пока перемычка не начнет ра разрушаться в момент време 1и .t. При этом напряжение на перемычке Uf, возрастает и становится больше порогового напряжения U р , Ключ размыкается. Перемычка разрушается без взрыва, В момент времени t возбуждается вспомогательная дуга, ток протекает по вспомогательной цепи (сварочный выпрямитель 1, сопротивле ние 6, датчик 11 тока, сварочная головка 12). По окончании интервала коммутации тока в момент времени t, открывается коммутирующий тиристор 3 сигналом с выхода блока 21 управления тиристорами. Ток из цепи (сварочный выпрямитель 1, индуктивность 5, вспомогательный тиристор k, конденсатор 9) коммутируется в основную цепь (сварочный выпрямитель 1, индуктивность 5, коммутирующий тирис тор 5, датчик 11 тока, сварочная головка 12). Одновременно вспомогатель ный тиристор k закрывается. Зажигается основная дуга в момент времени t вновь образуется капля распла рен ного металла и цикл сварки повторяется, как описано. Экспериментально установлено, что при использовании устройства - прототипа, выбранного в качестве базового объекта, только перемычек разрушаются без взрыва, при этом уровня разбрызгивания 2,5-2 можно достичь толькопри стабильном процессе, например вибродуговом. 6 Устройство для. дуговой сварки с крроткими замыканиями позволяет в каждом цикле сварки производить разрушение всех перемычек без взрыва в интервале коммутации и добиться снижения разбрызгивания электродного металла до 1, при полуавтоматической и автоматической сварке без вибрации электродов по сравнению с базовым объектом-прототипом. Таким образом, предлагаемое устройство является более универсальным, так как может применяться при полуавтоматической и автоматической сварке с вибрацией электродов и без вибрации электродов, Снижение разбрызгивания электродного металла приводит к улучшению качества сварных соединений и уменьшению трудоемкости по зачистке сварных сйединений от брызг электродного металла, а также позволяет экономить сварочную проволоку и электроэнергию. Формула изобретения Устройство для дуговой сварки с короткими замыканиями дугового, промежутка, .содержащее сварочный выпрямитель , один из зажимов которого через индуктивность подсоединен к анодам коммутирующего и вспомогательного тиристоров, причем катод коммутирующего тиристора подключен через сопротивление к этому же зажиму сварочного выпрямителя, а катод вспомогательного тиристора - через конденсатор к другому зажиму сварочного выпрямителя, параллельно конденсатору подключен источник питания, выход порогового элемента соединен с входом блока управления тиристорами, выходы последнего соединены с катодами и управляющими электродами тиотличающеесяристоров тем, что, с целью повышения качества сварного соединения за счет снижения разбрызгивания электродного металла, в него введены силовой ключ, датчик тока, последовательно соединенные дополнительный пороговый элемент, инвертор, дифференцирующая цепь, ждущий мультивибратор и последовательно соединенные блок вычитания напряжений, умножитель, ключ, интегратор, а также лок управления ключами и вспомогательный ключ, при этом параллельно интегратору подключен вспомогательный ключ, выход интегратора соединен с входом порогового элемента, выход последнего подключен к одному из входов блока управления ключами, другой вход последнего соединей с входами дополнительного порого вого элемента и одним входом умножителя, другой вход умножителя подсоединен к зажимам датчика тока, при этом датчик тока включен между входо блока вычитания напряжения и катодом коммутирующего тиристора, который соединен с одним из выводов си лового ключа, другой вывод последнего соединен с одним из зажимов сва рочного выпрямителя, причем вход сиS6 ключа соединен с выходом ийуловогощего мультивибратора, другой вход блока вычитания напряжения соединен с другим зажимом сварочного выпрямителя, а выходы блока управления ключами соединены соответственно с управляющими входами ключа и вспомогательного ключа. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР W 55113, кл. В 23 К 9/00, 1971. 2.Авторское свидетельство СССР № , кл. В 23 К 9/00, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1061951A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1980 |
|
SU919819A2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU791487A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1489940A2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |

7 о I
фиг.1 ifnOfl.Z Ф
t7
фиг.г
