Изобретение относится к кабельной технике, а именно к способам изготовления кабелей с минеральной изоляцией, предназначенных для использования в линии системы внутриреакторного контроля, и устройствам для изготовления таких кабелей.
Цель изобретения - расширение технологических возможностей путем получения кабеля со скрученными жилами, что повышает точность контроля работы реактора.
Предлагаемый способ осуществляется следующим образом. При достижении уплотнения изоляции заготовки кабеля не менее 2,5 г/см3 ее подвергают в волоке закручиванию вокруг продольной оси со скоростью, равной n =  · M, где h - заданный шаг скрутки; v - скорость волочения; М - коэффициент вытяжки.
· M, где h - заданный шаг скрутки; v - скорость волочения; М - коэффициент вытяжки.
На чертеже представлено устройство, реализующее предлагаемый способ.
Оно содержит заготовку кабеля 1, размещенную по оси волоки 2 и шпинделя 3, на котором установлен барабан 4, направляющие ролики 5, бесступенчато регулируемый привод 6 для вращения шпинделя 3.
Предлагаемый способ и работа устройства осуществляются следующим образом. В металлическую трубу помещают две токопроводящие жилы. Жилы в трубе располагают параллельно в одной плоскости относительно друг друга и заполняют пространство между жилами и оболочкой минеральной изоляцией. Затем полученную заготовку обрабатывают волочением через ряд волок последовательно уменьшающегося диаметра с обжатием за один проход на 20%. После каждого волочения заготовку отжигают для снятия внутренних напряжений.
В процессе волочения минеральная изоляция в заготовке уплотняется и при достижении плотности 2,5 см3 (диаметр заготовки 7 мм и менее) производят скрутку жил в заготовке одновременно с волочением. Плотность обуславливается технологическим процессом.
Скрутка жил в заготовке производится на любом размере до диаметра 0,2 мм одновременно с волочением, при этом длина заготовок варьируется в широком диапазоне до 2500 м и более в зависимости от диаметра кабеля.
Перед скруткой с одновременным волочением заготовку наматывают на барабан 4, затем заготовку с барабана 4 пропускают через направляющие ролики 5 и волоку 2, закрепляют на волочильном барабане и проводят волочение, одновременно вращая приводом 6 шпиндель 3. Вращение шпинделя 3 обеспечивает вращение барабана 4 с заготовкой и параллельное скручивание жил в заготовке вокруг продольной оси.
Выбором числа оборотов гидропривода при соответствующей скорости волочения задается требуемый шаг скрутки заготовки.
Число оборотов привода определяется из соотношения n =  · M, где n - число оборотов привода, мин; v - скорость волочения, мм/мин; h - шаг скрутки, мм; М - коэффициент вытяжки; а коэффициент вытяжки равен
· M, где n - число оборотов привода, мин; v - скорость волочения, мм/мин; h - шаг скрутки, мм; М - коэффициент вытяжки; а коэффициент вытяжки равен
M =  где dо - диаметр скручиваемой заготовки, мм;
где dо - диаметр скручиваемой заготовки, мм;
dк - диаметр готового кабеля, мм.
Скорость скрутки при использовании данного способа составляет до 25 м/мин при шаге 10-50 мм и диаметре заготовок от 1 до 7 мм.
Направляющие ролики смещены относительно друг друга в одной плоскости и используются для создания постоянного крутящего момента.
Длина зоны скрутки (расстояние А между волокой 2 и направляющими роликами 5) постоянна в течение всего процесса, что гарантирует точность заданного шага скрутки на всей длине. Для обеспечения постоянства длины зоны скрутки и шага верхний направляющий ролик устанавливается таким образом, чтобы касательная к рабочей поверхности ролика находилась на одной оси с осью шпинделя зоны скрутки А и волоки.
Использование предлагаемого способа и устройства позволяет получать кабели диаметром до 0,2 мм с жилами, скрученными с постоянным, переменным или изменяющимся шагом от 0,4 мм до бесконечности по любому требующемуся закону, что гарантирует заданные параметры и снижает погрешности, вносимые в результаты изменений, с 5 до 0,1%. Снижение погрешности измерения энерговыделения позволяет увеличить энерговыработку ядерного реактора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОСТОЙКОГО КАБЕЛЯ | 1991 |
|
RU2032950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ | 1994 |
|
RU2077750C1 |
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ, ПРОПИТАННОЙ НЕСТЕКАЮЩИМ СОСТАВОМ | 1994 |
|
RU2087958C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОДОВ | 1994 |
|
RU2087959C1 |
| Способ скручивания плоской пары жил телефонного кабеля | 1960 |
|
SU150143A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПАРНЫХ КАБЕЛЕЙ СВЯЗИ | 1994 |
|
RU2087960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОСТОЙКОГО КАБЕЛЯ С ПОРОШКОВОЙ МИНЕРАЛЬНОЙ ИЗОЛЯЦИЕЙ | 1991 |
|
RU2030000C1 |
| Способ разделки электрического кабеля | 1988 |
|
SU1788548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНЫХ УПЛОТНЕННЫХ ЖИЛ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010368C1 |
Изобретение относится к электротехнике, в частности к кабельной технике. Цель изобретения - расширения технологических возможностей. В металлическую трубу параллельно помещают две тонкопроводящие жилы и заполняют пространство между жилами и оболочкой минеральной изоляцией. Затем заготовку волочат через последовательно расположенные волоки. При достижении плотности изоляции 2,5 г/см3 одновременно с волочением через волоку 2 вращением приводом 6 шпинделя 3 и барабана 4 с заготовкой осуществляют скрутку жил. 2 с.п. ф-лы, 1 ил.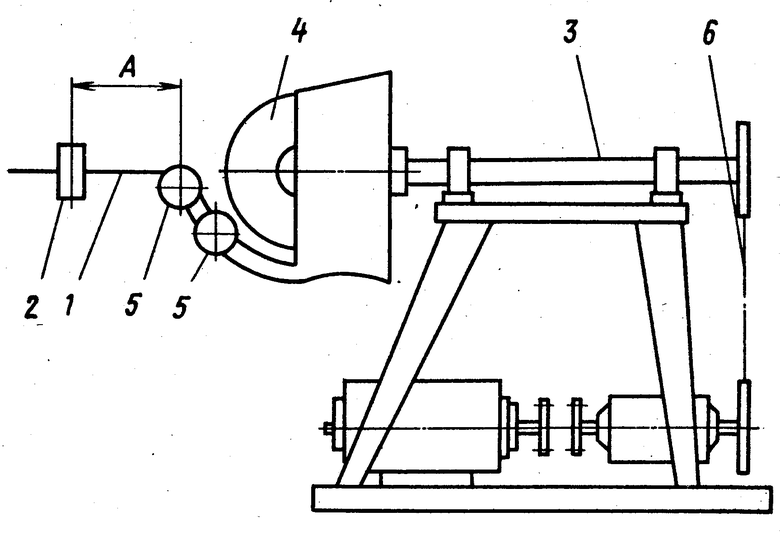
n =  M,
M,
где h - заданный шаг скрутки;
V - скорость волочения;
M - коэффициент вытяжки.
| Производство кабелей и проводов | |||
| Под ред.Н.И.Белоруссова и И.Б.Пешкова, М.: Энергоиздат, 1981, с.370. |

