00
00 со
Изобретение относится к производству абразивного инструмента и может быть использовано в деревообрабатывающей, бумажной npoMbiujjieHHocTH, в машиностроении и др.
Целью изобретения является повышение адгезии связки к абразивным зернам и равномерности сушки при сокраш,ении времени сушки и достижении заданного уровня пористости абразивного инструмента.
Для этого в керамическую связку, вклю- чающую фритту, дополнительно вводят гель этилсиликата при следуюшем соотношении компонентов, мас.%:
Гель этилсиликата0,5-15,0
ФриттаОстальное
Введение добавки геля этилсиликата к фритте улучшает однородность смешивания и равномерность распределения пленки вокруг частиц порошка фритты, повышает пластичность и гидрофобность керамической связки, уменьшает затраты на смешивание с абразивом и влажность массы при достаточно высокой ее текучести, увеличивает адгезию абразивного зерна к керамической связке, что вызывает повышение прочности сырца, что особенно важно для больше- мерны.х абразивных инструментов, при сохранении высокого уровня заданной пористости последнего, обеспечивающей высокое качество продукции.
В результате каталитического воздействия шелочно-земельных компонентов фритты на Г1)()цесс отверждения геля этилсиликата появляется возможность контроля за процессом твердения и сушки масс. Регулируя С()отно1пение компонентов связки, устанавливают раз. 1ичные режимы живучести масс, достаточный для заполнения форм боль- шемерных абразивных ,инструментов, целенаправленно сокращают или увеличивают время сушки в форме и на воздухе, предупреждая появление микротрещин и усадочных явлений. Все это дает возможность за счет регулирования вре.мени выдержки в фор- ме и уменыпения (или исключения) времени cytnKH повысить технологичность изготовления большемерных абразивных инструментов, повысить прочностные характеристики и значительно снизить затраты на их производство в связи с резким сокращением энергозатрат на сушку.
Благодаря уменьшению смачиваюшей способности керамической связки предлагаемого состава по сравнению С известными, достигается заданный уровень пористости абразивного инструмента, высокие результаты физико-механических свойств абразивно го инструмента достигаются при этом в результате высокой равномерности распределения фритты и геля этилсиликата вок- pyi абразивных и xopoujero спека- ПИЯ в точечных контактах н результате интенсификации взаимодействия геля этилсиликата с абразивными зернами с образо
s
0
5
0
0
5
0
5
5
0
ванием новых фаз, армируюш,их зону контакта.
Дополнительное введение добавки геля этилсиликата дает возможность повысить пластичность и подвижность абразивных масс, уменьшить влагопотребность масс и ускорить процесс твердения масс в форме, в результате чего уменьшается время выдержки изделий, в том числе и крупногабаритных, в форме и сокращается продолжительность (или исключается в случае мелких изделий) сушки, что значительно повышает технологичность изготовления абразивного инструмента при достижении заданного уровня пористости.
Технологичность изготовления абразивного инструмента достигается в результате уменьгпения при обжиге масс смачивающей способности керамической связки на основе фритты при дополнительном введении геля этилсиликата. В результате повышения адгезии керамической связки к абразивному зерну, в том числе н к кругтому, еще в сырце и, как показа. эксперимент, интенсификация новообразований в процессе спекания в зоне контакта абразивных зерен, окруженных тонким слоем равномерно распределенной керамической связки на основе фритты и геля ти;1си. иката, приводит к по- вып1ению прочностных характеристик как в сырце, так и в обожженных изделиях.
В процессе нагрева ко.мпонеиты фритты взаимодействуют с SiO геля этилсиликата. В результате равномерного распределения керамической связки на основе фритты и геля этилсиликата вокруг абразивных зерен увеличивается адгезия абразивного зерна к связке, однако н результате повышения вязкости расплава и уменьшения смачиваю- П1ей способности его при взаимодействии с кор ндом не происходит перераспределения жидкой фазы в поровом пространстве, она остается только в местах контакта абразивных зерен, что дает возможность получать заданную пористость у обожженных образцов, которая задается еше сырцу путем регулирования соотноц ением абразивного зерна и керамической связки в массе. В результате проникновения SiO2 этилсиликата в микропоры и микротрещины электрокорунда в обжиге в последних образуются новообразования, которые усиливают адгезию связки пред-лагаемого состава к абразивному зерну, 410 улучшает эксплуатационные характеристики абразивного инструмента.
Керамическую связку изготавливают следующим образом.
Гель этилси;1иката добавляют к фритте и тщательно перемешивают. После этого керамическая связка готова к употреблению.
В качестве абразива можно использовать электрокорунд, карборунд и др. абразивы.
Образцы изготавливают на основе нор- мальног о э.лектрокорунда. Предлагаемую ке
рамическую связку смешивают в определенном соотношении с электрокорундом и из массы изготавливают образцы. Температура обжига 1200-1230°С.
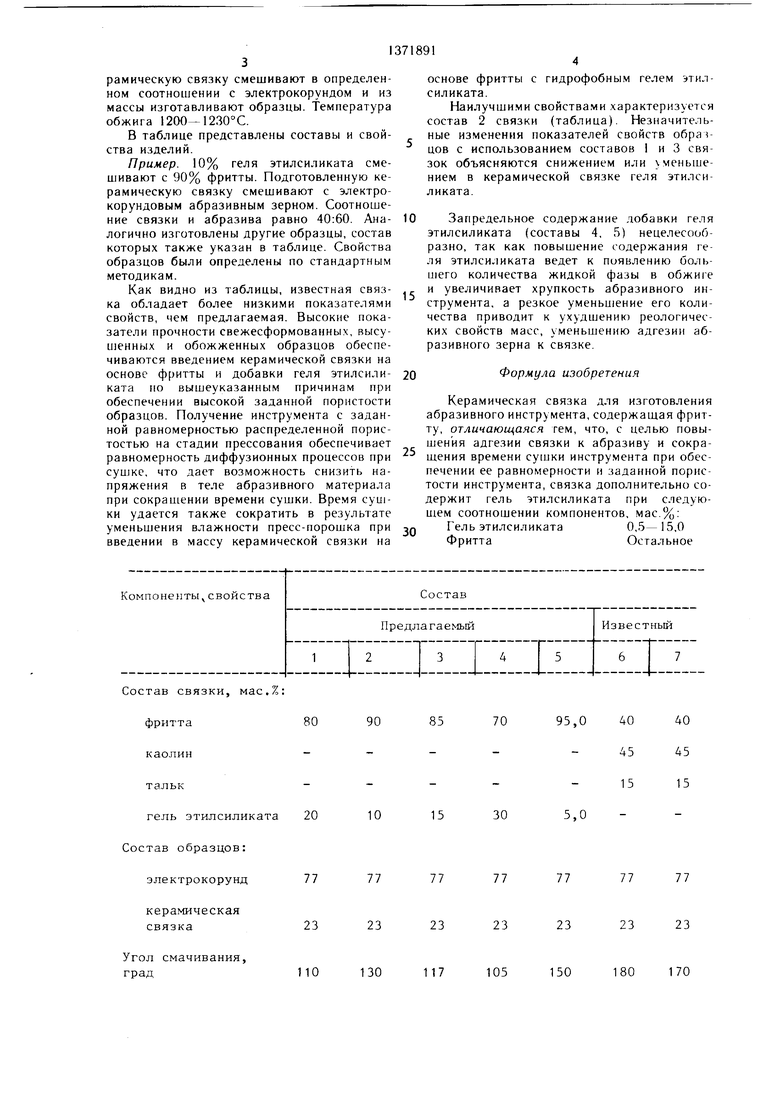
В таблице представлены составы и свойства изделий.
Пример. 10% геля этилсиликата смешивают с 90% фритты. Подготовленную керамическую связку смешивают с электрокорундовым абразивным зерном. Соотношение связки и абразива равно 40:60. Ана- логично изготовлены другие образцы, состав которых также указан в таблице. Свойства образцов были определены по стандартным методикам.
Как видно из таблицы, известная связка обладает более низкими показателями свойств, чем предлагаемая. Высокие показатели прочности свежесформованных, высу- и1енных и обожженных образцов обеспечиваются введением керамической связки на основе фритты и добавки геля этилсили- ката но вышеуказанным причинам при обеспечении высокой заданной пористости образцов. Получение инструмента с заданной равномерностью распределенной пористостью на стадии прессования обеспечивает равномерность диффузионных процессов при сушке, что дает возможность снизить напряжения в теле абразивного материала при сокращении времени сушки. Время сушки удается также сократить в результате уменьшения влажности пресс-порошка при введении в массу керамической связки на
5
0
0 л
5
основе фритты с гидрофобным гелем этил- силиката.
Наилучшими свойствами характеризуется состав 2 связки (таблица). Незначительные изменения показателей свойств образцов с использованием составов I и 3 связок объясняются снижением или хменьше- нием в керамической связке геля этилсиликата.
Запредельное содержание добавки геля этилсиликата (составы 4, 5) нецелесообразно, так как повышение содержания геля этилсиликата ведет к появлению большего количества жидкой фазы в обжиге и увеличивает хрупкость абразивного инструмента, а резкое уменьшение его количества приводит к ухудшению реологических свойств масс, уменьшению адгезии абразивного зерна к связке.
Формула изобретения
Керамическая связка для изготовления абразивного инструмента, содержащая фритту, отличающаяся тем, что, с целью повышения адгезии связки к абразиву и сокра- шения времени сушки инструмента при обеспечении ее равномерности и заданной пористости инструмента,связка дополнительно содержит гель этилсиликата при следующем соотношении компонентов, мас.%: Гель этилсиликата0,5-15,0
ФриттаОстальное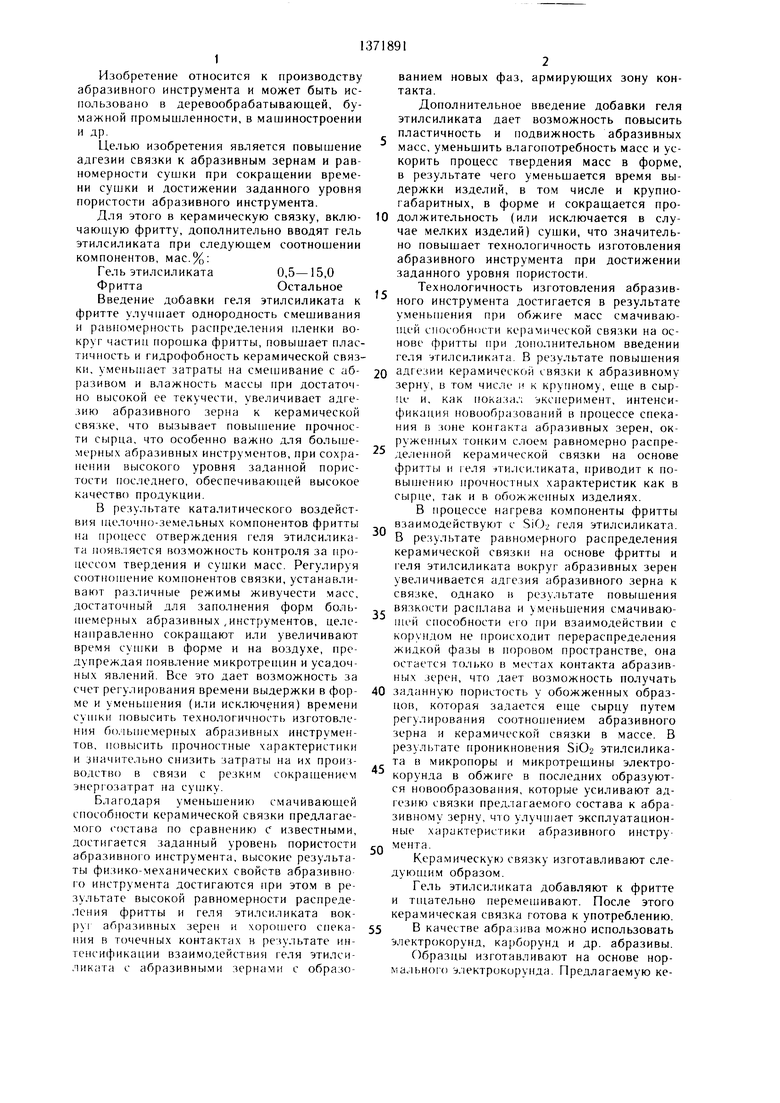
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления керамических элементов | 1989 |
|
SU1720848A1 |
| Масса для изготовления высокопористого абразивного инструмента и способ изготовления высокопористого абразивного инструмента | 2018 |
|
RU2685825C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО ИНСТРУМЕНТА | 2012 |
|
RU2493956C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2494853C1 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU975371A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ ДЛЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2011 |
|
RU2523859C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2527052C2 |
| Масса для изготовления пористого абразивного инструмента | 1987 |
|
SU1512761A1 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
Изобретение относится к производству абразивного инструмента и может быть использовано в деревообрабатываюа1ей, бумажной про.мышлениости, R машиностроении. Целью изобретения является повышение адгезии связки к абразиву и равноме)- ногти сушки при сокращении времени сушки и обеспечении заданной пористости инструмента. Для этого в связку, содержащую фритту, дополнительно введен гель этилсиликата при следующем соотнснпенни компонентов; .мас.%: гель этилсиликат; 0,5- 15,0; фритта - остальное. Введение добавки геля этилсиликата к фрнтте П1ает однородность смеп1ивания и равномерность распределения пленки SiOj вокр i noponiKa фритты, повышает п.частичность и гидрофобность керамической связи, увеличивает адгезию абразива к связке, что вызы вает повышение прочности сырца. I таб. К ф
Состав связки, мас.%:
фритта8090857095,040
каолин 45
тальк-----15
гель этилсиликата201015305,0- Состав образцов:
электрокорунд777777777777 77
40 45 15
керамическая связка
Угол смачивания,
град
40 45 15
23
23
23
23 23
130
117 105 150 180 170
Влажность массы, %
6,5 12
Температура обжига, с
1230 1230 1230 1230 1230 1400 1230
Прочность свежесформованных , МПа
6,0 5,5 5,
Прочность после сушки, МПа
10,0 9,1
Прочность после обжига, МПа
45,0 53,0 50,0 65,0 18,9 14,5 13,9
Пористость образцов , %
30
30
Заданная пористость, %
30
30
Продолжение таблицы
10
14
2,3 15 15
6,5 3,0 0,3 0,3
9,7 11,2 3,2 2,1 2,0
30
30
25
12
30
30
30
3030
| Керамическая связка для абразивного инструмента | 1977 |
|
SU634923A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
