1
Изобретение относится к изготовлению абразивного инструмента, а именно к составам керамичерких абразивных масс для получения высокопрочного скоростного абразивного инструмента из электрокорунда.
Известна абразивная масса, содержащая электрокорунд белый, керамическую связку и увлажнитель 1 .
Однако такая масса имеет низкие механическую прочность сырца, прочность абразивного инструмента и износостойкость абразивного инструмента.
Цель изобретения - повышение механической прочности сь|рца и абразивного инструмента.
Поставленная цель достигается тем, что масса, содержащая электрокорунд белый, керамическую связку и жидкое стекло, дополнительно содержит литопон или отходы литопонного
производства при следующем соотношении компонентов, вес.%:
Электрокорунд белый 83,73-90,(jl Керамическая связка,52-9.05 Жидкое стекло k,S2-k,60 Литопон (отход) 0,55-2,7
: В качестве абразивного зерна используется электрокорунд белый. Со10став керамической -. связки может быть представлен следующими окислами:
61,60-66,00
и,00-17,00
1,5
15
1,0
А,О
5,0-6,0
1,0
20
R20 - окислы щелочных металлов; потери при прокаливании составляют 5,0; огнеупорность 1160-1200°С.
Литопон представляет собой эквимолекулярную смесь сульфида цинка (ZnS) и сернокислого бария (BaSO) с примесью небольших количеств окиси цинка (ZnO), Литопон не ядовит, устойчив к действию, щелочи. Литопон действует на абразивную массу таким образом, что масса становится сыпучей (улучшается технологичность), при формовании схватывается и в течение сушки набирает прочность,
Можно предположить, что улучшение технологичности массы происходи за счет, присутствия сульфида цинка, который по своей химической природе обладает хорошей адгезией к зерну крунда. Смесь окиси цинка и сульфида цинка способствует схватыванию масс после приложения давления, а анион S04, входящий в сернокислый барий, процессе обжига взаимодействует .с оксидами, входящими в состав керамической связки, тем самым повышает прочность обожженного абразивного инструмента.
Вместо литопона можно применять и отходы литопонного производства, так как они содержат все компоненты литопона, а примесями являются бариевые составляющие (сульфид бария, углекисль|й барий) , которые в небольших количествах никак не влияют на свойства абразивной массы. Литопон и отход литопонного производства вводится в жидкое стекло перед формованием в виде порошка той же крупности, что и остальные компоненты массы (кроме абразивного зерна). Рамер абразивного зерна определяется заданными характеристиками абразивного инструмента (шлифующей способностью, твердостью).
Минимальное количество добавки 0,55 вес.,так как если добавить меньше литопона (отхода),масса медленно набирает прочность после сушки. Максимальное количестЕо(2 ,7 вес.), выбрано исходя из того, что излишек добавки приводит к слишком быстрому схватыванию, что не технологично.
Технология изготовления абразивной массы следующая.
Смешение компонентов абразивной массы производилось по известной технологии в мешалках любой конструкutHM в следующей последовательности.
Абразивное зерно увлажняется жидким стеклом, в которое предварительно добавлено необходимое количество литопона (отхода), и смешивается в
течение 2 мин. К увлажненному зерну добавляется керамическая связка и перемешивается в течение 2-3 мин. Го
товую массу протирают через сито в зависимости от номера зернистости абразивного материала. Из приготовленной таким образом массы в прессформе формуется абразивный инструмент при удельном давлении 30-80 кг/см (3-8 НПа).Сырец сушат при бО-ЮО С
в течение 1-1,5 ч. Обжиг высушенного сырца проводят в туннельных печах при.1250°С.
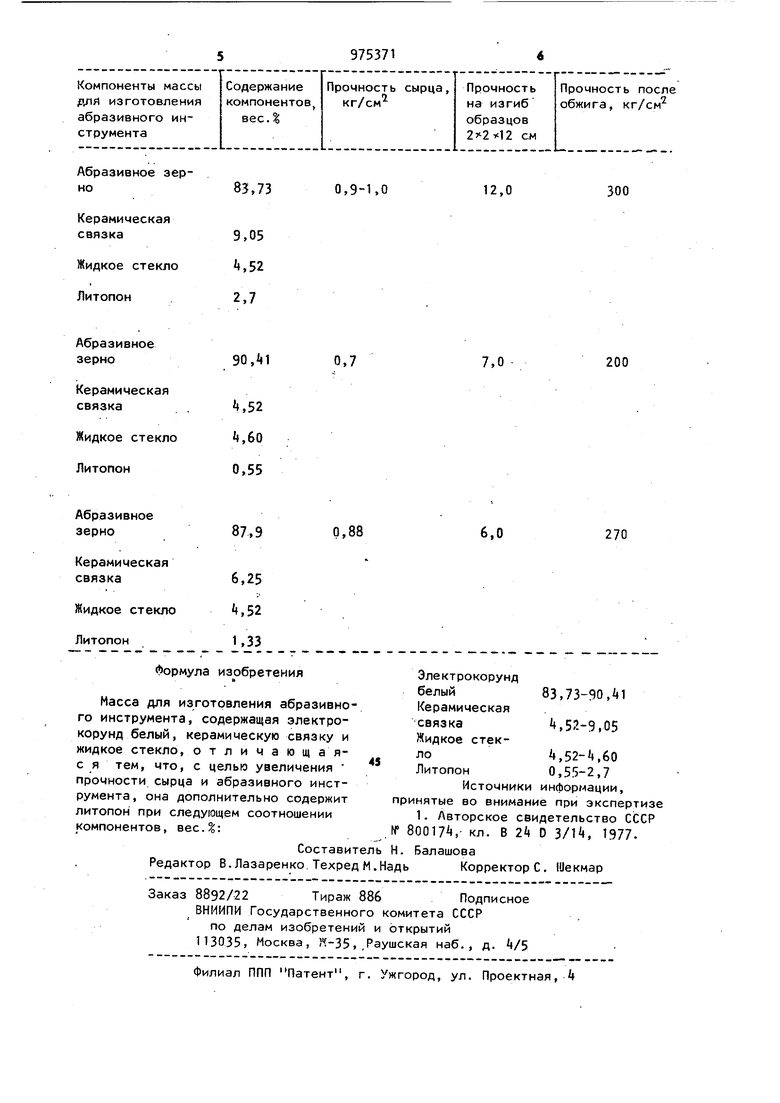
Составы и свойства Предлагаемой нассы представлены в таблице.
Из таблицы видно, что предлагаемая масса имеет ряд преимуществ по сравнению с имеющимися решениями. Необходимо отметить, что прочность сырца повысилась в три раза. Это дало возможность повысить прочность высушенного сырца в десять раз. В результате удалось сократить брак на 100. Введение литопона или отхода литопонного производства позволило формовать абразивный инструмент без декстрина, который применяется во всех керамических абразивных массах как временная клеющая добавка при формовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления высокопористого абразивного инструмента и способ изготовления высокопористого абразивного инструмента | 2018 |
|
RU2685825C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2494853C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА С ВЫСОКИМИ НОМЕРАМИ СТРУКТУРЫ | 2016 |
|
RU2630403C2 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО ИНСТРУМЕНТА | 2012 |
|
RU2493956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2146192C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2523863C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2527052C2 |
| Керамическая связка | 1983 |
|
SU1138396A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1994 |
|
RU2076038C1 |
