т
| название | год | авторы | номер документа |
|---|---|---|---|
| Проходческий щит | 1984 |
|
SU1244325A1 |
| Способ сооружения монолитно-прессованной бетонной обделки тоннеля | 1988 |
|
SU1539321A1 |
| Щитовой способ сооружения тоннеля с монолитно-прессованной бетонной обделкой | 1986 |
|
SU1411485A1 |
| Щит для сооружения тоннелей с монолитно-прессованной бетонной обделкой | 1987 |
|
SU1557325A1 |
| Щитовой способ сооружения тоннелей монолитно-прессованной бетонной обделкой | 1987 |
|
SU1518525A1 |
| СПОСОБ СООРУЖЕНИЯ МОНОЛИТНОЙ БЕТОННОЙ ОБДЕЛКИ ТОННЕЛЯ | 1991 |
|
RU2030584C1 |
| УСТРОЙСТВО ДЛЯ ВОЗВЕДЕНИЯ ПОДЗЕМНОГО СООРУЖЕНИЯ ИЗ МОНОЛИТНО-ПРЕССОВАННОГО БЕТОНА | 2001 |
|
RU2184238C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ОБДЕЛКИ ПОДЗЕМНОГО СООРУЖЕНИЯ ИЗ МОНОЛИТНОГО БЕТОНА И ЩИТ ДЛЯ ВОЗВЕДЕНИЯ ОБДЕЛКИ ПОДЗЕМНОГО СООРУЖЕНИЯ ИЗ МОНОЛИТНОГО БЕТОНА | 1997 |
|
RU2088761C1 |
| УСТРОЙСТВО ДЛЯ ВОЗВЕДЕНИЯ ОБДЕЛКИ ПОДЗЕМНОГО СООРУЖЕНИЯ ИЗ МОНОЛИТНО-ПРЕССОВАННОГО БЕТОНА | 1998 |
|
RU2144617C1 |
| Щит для сооружения тоннелей с монолитно-прессованной бетонной обделкой | 1979 |
|
SU1040161A2 |
Изобретение относится к тоннеле- и метростроению и м.б. использовано при сооружении тоннелей с монолитно- прессованной бетонной обделкой. Цель- повышение прочности и водонепроницаемости обделки. Способ сооружения монолитно-прессованной обделки с по27 №iirt1 i/гГ //f iY/i -r;Viff-r, fWry/-/Z мощью проходческого щита заключается в следующем. В пространство между хвостовой оболочкой 1 щита 2 и опалубкой 3 укладьшают бетонную смесь 6 и прессуют ее с помощью щитовых гидродомкратов 7 и прессующего кольца 4. После достижения усилия прессования величины, необходимой для преодоления сопротивлений, которые испытывает щит 2 при передвижении, щит с оболочкой 1 начинает перемещаться в сторону забоя. По мере передвижения хвостовой оболочки 1 щита и обнажения выработки раздвигают участки опалубки 3. Выработку обнажают на величину 1, определяемую из соотношения 1.J - : K-R S/P, где 1 ширина участка опалубки; S - толщина тоннельной обделки; Р - давление прессования бетонной смеси; R - предел прочности бетона на срез, определяемьп в возрасте, соответствующем интервалу времени прессования бетонной смеси; К - коэффициент пропорциональности, равный 2, 4. 7 ил. :г « 5 с (Л со ND О nU CD
К/уууу
//
Kii
j; / /Vx / r w ;
Изобретение относится к тоннеле- и метростроению и может быть использовано при сооружении тоннелей с монолитно-прессованной бетонной об- делкой.
Цель изобретения - повышение прочности и водонепроницаемости обделки.
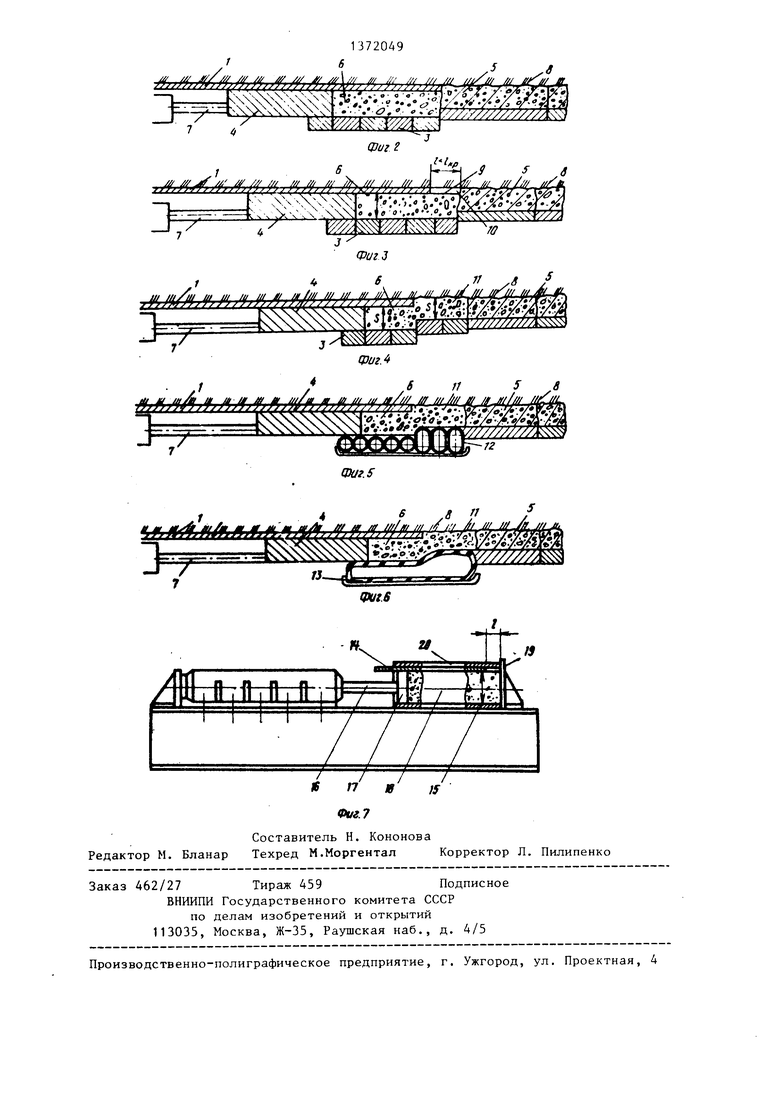
На фиг. 1 изображена схема процесса прессования монолитно-прессован- ной бетонной обделки, исходное положение (смесь сжата прессующим кольцом, но передвижка гдита и выдвижение хвостовой оболочки еще не начались); на фиг. 2 - часть схемы, положение до начала прессования; на фиг. 3 - то же, оболочка щита выдвинута на некоторую величину, обнажены участок выработки и часть поверхности прессуемой смеси; на фиг. 4-6 - то же, когда оболочка щита выдвинута еще на некоторую величину и часть бетонной смеси прижата к обнажившейся выработке; на фиг. 7 - стенд для моделирования процесса сооружения монолитно-прессованной обделки.
Способ сооружения Монолитно-прессованной бетонной обделки осуществляют следующим образом.
В пространство, ограниченное обо- ломкой 1 (фиг. 1 и 2) щита 2, опалубкой 3, прессукяцим кольцом 4 и ранее уложенным кольцом обделки 5 укладывают известным способом бетонную смесь 6. С помощью гидродомкрата 7 и пре- сующего кольца 4 прессуют бетонную смесь 6.
После того, как на начальном этапе прессования усилие прессования достигает величины, достаточной для преодоления сопротивлений, которые испытывает щит 2 при передвижении, щит 2 вместе с оболочкой 1 начинает перемещаться в сторону забоя (фиг. 3 и оболочка 1 обнажает участок выра- ботки 8 и часть поверхности прессуемой смеси 9. При этом, пока длина обнажившегося участка Е меньше критической длины t up, прессуемая смесь сохраняет, не разрушаясь, свою пер- воначальную форму.
Под критической длиной обнаженной поверхности бетонной обделки понимается предельная длина, при которой сохраняется форма бетонного тела при появлении кольцевого зазора со стороны наружной поверхности прессуемой обделки. При увеличении длины обнаженной поверхности сверх критической
5
0
5
0 5 Q
5
длины, форма бетонного тела под воздействием усилия прессования нарушается и происходит переформовка бетонной смеси, которая приводит к нарушению ее структуры.
Наилучшая структура бетона обделки, обеспечивающая для заданных параметров максимальную прочность и водонепроницаемость, получается, если толщина слоя готовой обделки 11 (фиг. 4) после прессования примерно равна толщине слоя бетонной смеси 6, находящейся под хвостовой оболочкой 1 щита 2 до прессования. Поэтому на дальнейшем этапе прессования монолитно-прессованной обделки (фиг. 4) бетонную CMecf) прижимают к поверхности обнажившейся выработки 8, увеличивая внутренний диаметр бетонного слоя, и уравнивают толщину слоя готовой обделки с толщиной слоя бетонной смеси, находившейся под хвостовой оболочкой щита до прессования.
Бетонную смесь прижимают к выработке, например, одним из следующих способов: при помощи увеличивающихся в диаметре участков раздвижной металлической или тому подобной опалубки 3, находящейся под воздействием усилия разжатия, создающего давление, превышающее давление прессуемой бетонной смеси 6 (фиг. 4); при помощи отдельных надувных эластичных элементов 12 опалубки, внутри которых поддерживают давление, превышающее давление прессуемой бетонной смеси 6 (фиг. 5); при помощи сплошного эластичного надувного торового устройства 13, внутри которого поддерживают давление, превьшающее давление прессуемой бетонной смеси 6 (фиг. 6).
Критическая длина ,, определяется экспериментальным путем. Эксперимент проводят на стенде, моделирующем сооружение монолитно-прессованной обделки с помощью проходческого щита. Стенд (фиг. 7) включает фрагмент щитовой оболочки 14, участок опалубки 15, щитовой гидроцилиндр 16 и элемент прессующего кольца 17, а также вертикальные 18 и заднюю 19 стенки. Поверхность выработки 20 имитирует металлический лист. Бетонная смесь закладывается в пространство между фрагментом щитовой оболочки 14, участком опалубки 15, вертикальными стенками 18 и прессуется с помои1;ью
313720
щитового гидроцилиндра 16 и элемента прессующего кольца 17.
Одновременно с прессованием бетонной смеси производится выдвижение фрагмента щитовой оболочки 14 на длину t и, как следствие, обнажение поверхности бетонной смеси и металлического листа с регистрацией давления Р в гидроцилиндре 16.
При достижении длины критической величины {,;р наблюдается явление переформовки бетонной смеси в образовавшийся зазор, которое сопровождается скачкообразным изменением дав- 5 ления в гидроцилиндре 16.
В процессе эксперимента установ-
лево, что величина зависит от предела прочности бетона на срез после завершения начальной стадии прессования R, толщины слоя бетона S и давления прессования бетонной смеси Р, Для выявления влияния указанных параметров на в стенд закладывают бетонные смеси с различными пределами прочности от ,2 до R 0,4 МПа, поддерживают различные давления прессования от ,0 до Р 2,S МПа и испытывают различные по толщине слои бетона от ,2 до ,35 м.
Например, установлено, что при пределе прочности бетона ,2 МПа, давлении прессования ,0 МПа и толщине слоя бетона ,35 м критическая длина ,17 м.
,26 м при ,3 МПа, ,0 МПа, 2j,,12 м при ,2 МПа, ,5 МПа, ,23 м при ,3 МПа, ,0 МПа,
,35 м; ,35 м; ,3 м.
Эксперименты показывают, что критическая длина I ,р находится в прямо зависимости от толщины слоя обделки S и предела прочности бетона R и в обратной зависимости от давления прессования бетонной смеси Р. В результате получена эмпирическая формула для критической длины
l«p
К
К- S
е R - предел прочности бетона обделки на срез, определяемый в возрасте, соответствующем интервалу времени прессования бетонной смеси;
8 - толщина тоннельной обделки;
Р - давление прессования бетонной смеси;
К - коэффициент пропорциональности, paBHbni ,4 (определен экспериментальным путем).
ормула изобретения
0
5
0
5
0
Способ сооружения монолитно-прессованной бетонной обделки тоннеля с помощью проходческого щита, заключающийся в том, что бетонную смесь укладывают в пространство между хвостовой оболочкой щита и опалубкой и прессуют с помощью щитовых гидродомкратов и прессующего кольца, взаимодействующих с бетонной смесью при передвижении щита, отличающийся тем, что, с целью повышения прочности и водонепроницаемости обделки, по мере передвижения хвостовой оболочки щита и обнажения выработки раздвигают участок опалубки, прижимают бетонную смесь к поверхности выработки и уравнивают толщину слоя готовой обделки с толщиной слоя бетонной смеси, находившейся под хвостовой оболочкой щита до прессования, причем выработку обнажают на длину I, определяемую из следующего соотношения: Р
е,, f К
где t - ширина участка опалубки;
3 - толщина тоннельной обделки;
Р - давление прессования бетонной смеси;
R - предел прочности бетона на срез, определяемый в возрасте, соответствующем ин- тервалу времени прессования бетонной смеси;
К - коэффициент пропорциональности, равный 2,4.
/ //, /// м ///////// //f /// /// /// /А м /////// а/
d - /л w
/л
-ь
Xoi-lnA
ЛЛ ;; ;.,
wA
« tf
/ff /// л // /Jff ш /у/ ff/ /А . /Ф/-/У
хыд
1
щж
...
тх
щ
.,
// / / ж /Ауй а т и м л ш/ш я 1й м ta а//// /ff а/м ja / ///// ///://л
.
-
1В П в
Фиг.7
Составитель Н. Кононова Редактор М. Бланар Техред М.Моргентал
фиг
Р / /// /// /А м /////// а/
d - /л w
/л
Xoi-lnA K ggra
ЛЛ ;; ;., , %fk y
го
. /Ф/-/У
.//
1
.,
«.:
////////уУ/КУчУС
8 ff/
iH/m ш / If/ 1 а/ /а а. /ft
-А.
19
/5
Корректор Л. Пилипенко
| Туннельная скользящая опалубка | 1980 |
|
SU866207A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Ходош В.А | |||
| и др | |||
| Новая технология возведения монолитнопрессованньгх обделок тоннелей | |||
| - Транспортное строительство, 1980, № 6, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
