(54) ТУННЕЛЬНАЯ СКОЛЬЗЯЩАЯ ОПАЛУБКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Скользящая опалубка | 1986 |
|
SU1375824A1 |
| ТУННЕЛЬНАЯ СКОЛЬЗЯЩАЯ ОПАЛУБКА | 1970 |
|
SU282390A1 |
| Устройство для возведения монолитного крепления тоннеля | 1983 |
|
SU1102967A1 |
| Скользящая опалубка для устройства обделки тоннеля | 1984 |
|
SU1239349A1 |
| Способ возведения монолитно-прессованной обделки тоннеля кругового очертания и устройство для его осуществления | 1982 |
|
SU1084447A1 |
| Механизированная пресс-опалубка для возведения сводчатой монолитной крепи | 1975 |
|
SU685831A1 |
| Опалубка передвижения | 1977 |
|
SU831985A1 |
| Устройство для прессования монолитной обделки тоннеля | 1979 |
|
SU777224A1 |
| ПОДАТЛИВАЯ СКОЛЬЗЯЩАЯ ОПАЛУБКА К ЩИТУ ДJ ВОЗВЕДЕНИЯ МОНОЛИТНОЙ ОБДЕЛКИ ТОННЕЛЯ ИЗ БЕТОННОЙ СМЕСИ | 1972 |
|
SU334359A1 |
| Щитовой способ сооружения тоннеля с монолитно-прессованной бетонной обделкой | 1986 |
|
SU1411485A1 |

I
Изобретение относится к строительству и может быть использовано при возведении обделки туннеля, трубы водовода и др из монолитно-прессованного бетона для целей ирригации, водоснабжения, гидроэнергетики и другого назначения.
Известна туннельная скользящая опалубка, включающая формующую и поддерживающую части 1.
Наиболее близкой по технической сущности и достигаемому результату является туннельная скользящая опалубка, включающая жесткую формующую часть и упругую поддерживающую с упругими элементами и амортизирующим приспособлением 2.
Однако конструкция таких опалубок предусматривает прессование обделки только в торец, что при ограниченной длине заходки лимитирует скорость возведения обделки.
Цель изобретения - увеличение скорости процесса возведения обделки.
Поставленная цель достигается тем, что опалубка снабжена радиально прессующей секцией, состоящей из жесткого каркаса, на котором смонтированы эластичные надувные элементы и упругие пластины, установленные с возможностью взаимодействия с эластичными надувными элементами, при этом радиально-прессующая секция монтирована между формующей и поддерживающей частями опалубки.
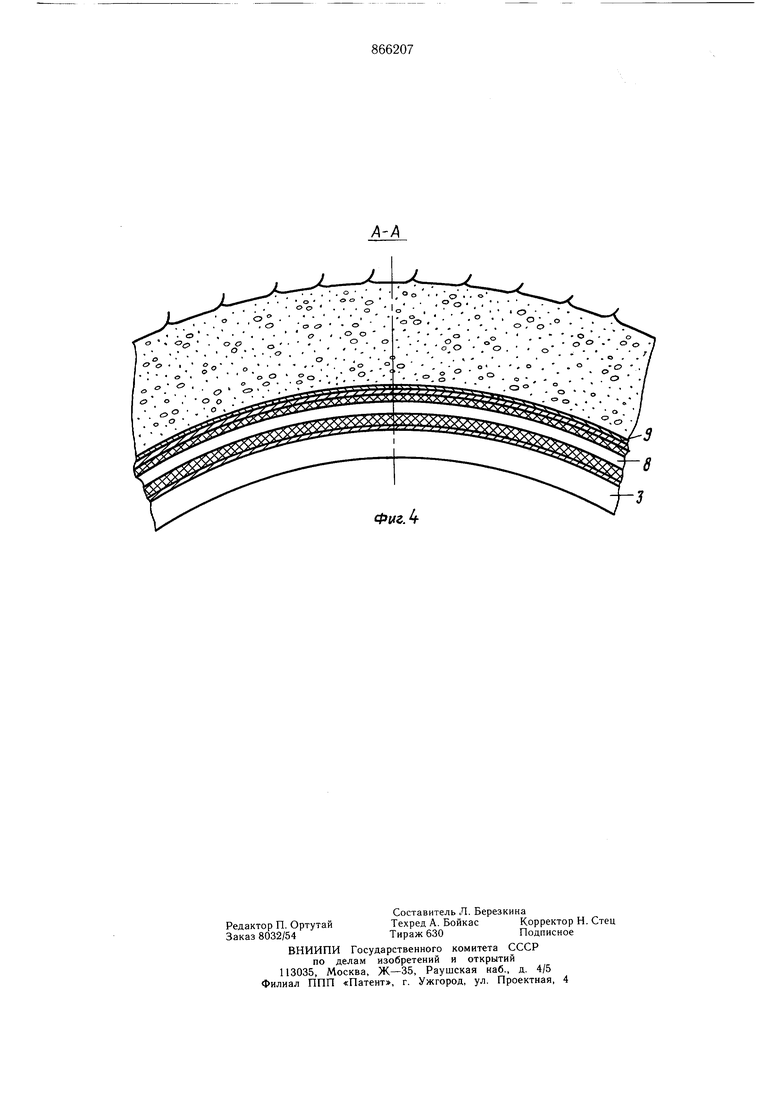
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 и 3 - фрагменты продольного разреза в различных положениях; на фиг. 4 - разрез А-А на фиг. 1.
Туннельная скользащая опалубка вклю10чает формующую часть опалубки 1, поддерживающую часть опалубки 2, между которыми монтирована радиально-прессующая секция скользящей опалубки 3. Опалубка 1, 2 и 3 между собой соединены силовыми ts связями, например болтами. Формующая часть опалубки 1 тягами 4 через опорное кольцо 5 соединена с гидроцилиндрами 6, которые своими щтоками монтированы к уплотнительному кольцу 7. Формующая часть опалубки 1 представляет собой жест20кий каркас, закрытый по периметру жесткой оболочкой. Радиально-прессующая секция опалубки 3 состоит из жесткого каркаса, на котором монтированы по периметру раздувающиеся эластичные (меняющие размеры и форму) элементы 8, которые могут быть выполнены из шлангообразных элементов, опоясывающих каркас опадубки. Раздувающиеся элементы 8 по периметру закрыты внахлест упругими пластинами 9. Поддерживающая часть опалубки состоит из жесткого каркаса, покрытого упругими шлангообразными надувными элементами, образующими амортизирующий слой, на который опирается общивка из прямоугольных пластин, изогнутых по контуру формующей опалубки.
Туннельная скользящая опалубка работает следующим образом.
Заопалубочное пространство 10, образованное формующей частью опалубки 1, поверхностью выработки, торцом возведенной ранее обделки 11 и уплотнительным кольцом 7, заполняют бетонной смесью с помощью бетоноподающего устройства через отверстие в уплотнительном кольце 7 (не показано). Уложенная бетонная смесь формуется уплотнительным кольцом 7 в осевом направлении с помощью гидроцилиндров 6. Процесс формования предусматривает перераспределение бетонной смеси в заопалубочном пространстве, чтобы в нем не осталось пустот, что не требует значительных мощностей гидроцилиндров. Работа гидроцилиндров 6 производится относительно опорного кольца 5, удерживаемого неподвижно с помощью тяг 4 и опалубки 1, радиально-прессующей секцией опалубки 3, распертой по контуру радиальным давлением.
Радиально-прессующее давление образуется путем подачи сжагото газа или воздуха в элементы 8, которые раздуваются и давят на упругие пластины 9. Пластины 9, уложенные внахлест, раздвигаются от этого давления друг относительно друга по периметру и передают его на опрессованную бетонную смесь. После заверщения цикла формования давление в раздувающихся элементах 8 радиально-прессующей секции опалубки 3 уменьшается до величины, обеспечивающей устойчивость возведенной обделки. Опалубки 1, 2 и 3 посредством тяг 4, опорного кольца 5 и гидроцилиндров 6, упирающихся через уплотнительное кольцо 7 на торец отформованной обделки, передвигаются на длину формующей опалубки 1 (фиг. 2). При этом радиально-прессующая секция опалубки 3 вдвигается в отформованный участок обделки, соответствующий размерам формующей опалубки 1, и элементы 8 сжимаются. После этого производится цикл радиального прессования отформованного участка обделки (фиг. 3). При фиксированном положении уплотнительного кольца 7 давление в раздувающихся
элементах 8 поднимается до величины, достаточной для получения в наиболее удаленных сечениях обделки (т. е. на поверхности обделки, примыкающей к поверхности выработки) давления в 5 кгс/см. Упругие пластины 9, уложенные внахлест, от этого давления раздвигаются друг относительно друга по периметру и передают его на опрессованную бетонную смесь (фиг. 4). Из бетонной смеси при ее радиальной опрессовки отжимается излищняя вода затворения, бетонная смесь деформируется и внутренние размеры обделки увеличиваются до расчетной проектной величины. Затем с помощью гидроцилиндров уплотнительное кольцо 7 отодвигается в исходное положение
(фиг. 1). Секции поддерживающей опалубки 2 служат для поддержания радиально опрессованных участков обделки до набора или распалубочной прочности. Наружная поверхность этой опалубки 2 соответствует размерам опрессованной обделки. При движении опалубки возможные неровности бетона, оставщиеся после прессования бетонной смеси, оказывают на эластичный слой поддерживающей опалубки местные давления и пропускаются через опалубку.
Применение скользящей опалубки, обеспечивающей радиальное прессование ранее отформованного бетона, позволяет снизить до минимума давление прессующих устройств и назначать захватку любой необходимой длины с возможностью увеличения
производительности возведения обделки в широких пределах.
Формула изобретения
Туннельная скользящая опалубка, включающая жесткую формующую часть и упругую поддерживающую с упругими элементами и амортизирующим приспособлением, отличающаяся тем, что, с целью увеличения скорости процесса возведения обделки, опалубка снабжена радиально прессующей секцией, состоящей из жесткого каркаса, на котором смонтированы эластичные надувные элементы и упругие пластины, установленные с возможностью взаимодействия с эластичными надувными элементами, при этом радиально-прессующая секция монтирована между формующей и поддерживающей частями опалубки.
Источники информации,
принятые во внимание при экспертизе . 1. Авторское свидетельство СССР № 187824, кл. Е 21 D 11/10, 1965.
/1 S 3 3i
6
У
4- 10 // лЬ 8 3 Z
