со
00 00
Изобретение относится к спортивному инвентарю, в частности к производству спортивных мячей, например футбольных, волейбольных или гандбольных.
Цель изобретения - упрощение технологии сборки и улучшение качества мяча.
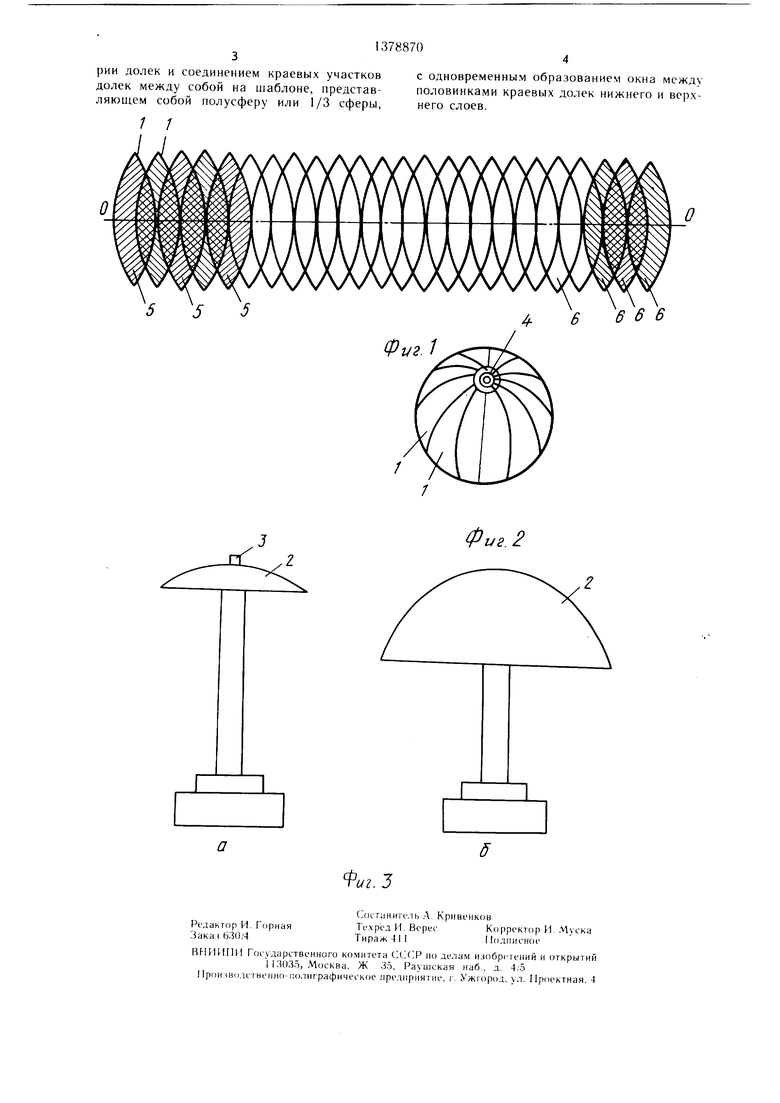
На фиг. 1 изображена схема сборки долек каркаса мяча; на фиг. 2 -- каркас, общий вид; на фиг. 3 - шаблоны для изготовления каркаса, вид сбоку.
Способ изготовления кожаного спортивного мяча включает формирование многослойного тканевого шарообразного каркаса из долек I правильной геометрической формы, полученных при разбивке сферы меридианами на четные числа, преимушествен- но 12 (фиг. 1).
На отштампованные дольки наносят клеяш.ий состав и дают ему подсохнуть. Дольки укладывают на ровной поверхности слоями встык по линии о-о их по10
15
прессование - проглаживапие тканевых слоев каркаса с клеющим термическим составом, при этом образуется плотный эластичный каркас, принимаюший форму идеального шара.
Между разграничительными линиями наклеивают кожаные дольки, и почти готовый мяч помешает в ipecc-форму и проглаживают верхний кожаный слой при 80-100°С и избыточном давлении порядка 3-4 атм. Выдерживают мяч 3-4 мин, а затем готовый мяч вынимают из пресс-формы, и он готов к использованию.
Дольки тканевого каркаса разных слоев штампуют со сдвигом направления основы ткани под углом 45 или 22,5°. Возможен вариант штамповки долек из двух склеенных слоев ткани, уложенных один па другой со сдвигом направления основы ткани под указанными углами. В два слоя склеенная ткань хорошо штампуется и хорошо склеиваются
перечной симметрии. Дольки верхнего слоя 20 фигурки встык между собой, образуя матерсдвигают относительно долек нижнего слоячатый каркас мяча.
на половину ширины дольки. Дольки укла-Двуслойную ткань также штампуют под
дывают в слоях с обращением их клеящих
поверхностей одной к другой. Затем фиксиу| лами 45 и 22,5° (первый слой по отношению к второму слою).
руют слои долек между собой проведением
25
40
горячего ролика по линии . Нолу- ченную полосу долек помещают на шаблон 2 (фиг. 3 а), представляющий собой часть сферы (полусферу) с выступом 3. На последний надевают матерчатый кружок 4, на который собирают и фиксируют между собой Q горячим инструментом краевые участки долек, сначала у одной вершины, затем у другой. Несклеенными остаются половины крайних долек нижнего 5 и верхнего 6 слоев для образования окна, с помощью которого каркас снимают с П1аблона 2. На пос;1ед- - нем (фиг. 3 б), представляющем собой 1/3 (фиг. 3 б) шара, склеивают слои долек в отдельных точках на участках от вершин до средней линии О - О, поворачивая каркас но поверхности щаблона.
В каркасе через окно помещают резиновую надувную камеру, располагая ее K. ia- пан в отверстии кружка 4, надувают ее до определенного размера, заклеивают окно, склеивая встык половинные части краевых долек слоев 5 и 6.
Новерх roTOBoi O каркаса наклеивают ленты из сырой резины, помещают каркас в пресс-форму с обогревом, внутренняя поверхность которой представляет собой идеальный шар с гравированными канавками, соответствующими разграничительным линиям расположения кожаных долек верхнего износоустойчивого слоя.
Вулканизация в пресс-форме происходит при 140-150°С и избыточном давлении по рядка 5 --6 атм, которое создается накачиванием надувной камеры, в течение 10- 12 мин.
Одновременно с процессом вулканизации резиновой ленты происходил термическое
Предлагаемый способ изготовления мяча исключает брак на сферичность по сравнению с технологией изготовления каркаса нитевой намотки и корда и повышает производительность труда, исключая при этом процесс изготовления пустотелых шаров из хрупкого материала.
Формула изобретения
Способ изготовления кожаного снортив- ного мяча, например футбольного, волейбольного или гандбольного, включающий формирование многослойного тканевого шарообразного каркаса, долек правильной геометрической формы на шаблоне с одновременным склеиванием их между собой, выполнение окна в каркасе, удаление через него шаблона, размешение через окно в полости каркаса резиновой надувной камеры и надувание ее, заклеивание окна краевой долькой верхнего слоя, прокладывание на каркасе лент из сырой резины, формование каркаса в пресс-форме под давлением при повышенной температуре для образования канавок для долек кожаного верхнего слоя и последующую наклейку кожаных долек на каркас, отличающийся тем, что, с целью
Q упрощения технологии сборки и улучшения качества мяча, формирование многослойного гканевого каркаса осушествляют укладкой долек с предварительно нанесенным и высушенным клеящим составом встык вдоль поперечной линии симметрии долек в каж55 дом слое и со смещением долек верхнего слоя на половину ширины дольки нижнего с.;1оя с последуюц 1ей фиксацией слоев долек между собой по поперечной линии симмет45
прессование - проглаживапие тканевых слоев каркаса с клеющим термическим составом, при этом образуется плотный эластичный каркас, принимаюший форму идеального шара.
Между разграничительными линиями наклеивают кожаные дольки, и почти готовый мяч помешает в ipecc-форму и проглаживают верхний кожаный слой при 80-100°С и избыточном давлении порядка 3-4 атм. Выдерживают мяч 3-4 мин, а затем готовый мяч вынимают из пресс-формы, и он готов к использованию.
Дольки тканевого каркаса разных слоев штампуют со сдвигом направления основы ткани под углом 45 или 22,5°. Возможен вариант штамповки долек из двух склеенных слоев ткани, уложенных один па другой со сдвигом направления основы ткани под указанными углами. В два слоя склеенная ткань хорошо штампуется и хорошо склеиваются
Двуслойную ткань также штампуют под
у| лами 45 и 22,5° (первый слой по отношению к второму слою).
Предлагаемый способ изготовления мяча исключает брак на сферичность по сравнению с технологией изготовления каркаса нитевой намотки и корда и повышает производительность труда, исключая при этом процесс изготовления пустотелых шаров из хрупкого материала.
Формула изобретения
Способ изготовления кожаного снортив- ного мяча, например футбольного, волейбольного или гандбольного, включающий формирование многослойного тканевого шарообразного каркаса, долек правильной геометрической формы на шаблоне с одновременным склеиванием их между собой, выполнение окна в каркасе, удаление через него шаблона, размешение через окно в полости каркаса резиновой надувной камеры и надувание ее, заклеивание окна краевой долькой верхнего слоя, прокладывание на каркасе лент из сырой резины, формование каркаса в пресс-форме под давлением при повышенной температуре для образования канавок для долек кожаного верхнего слоя и последующую наклейку кожаных долек на каркас, отличающийся тем, что, с целью
упрощения технологии сборки и улучшения качества мяча, формирование многослойного гканевого каркаса осушествляют укладкой долек с предварительно нанесенным и высушенным клеящим составом встык вдоль поперечной линии симметрии долек в каждом слое и со смещением долек верхнего слоя на половину ширины дольки нижнего с.;1оя с последуюц 1ей фиксацией слоев долек между собой по поперечной линии симмет
рии долек и соединением краевых участков долек между собой на шаблоне, представляющем собой полусферу или 1/3 сферы.
с одновременным образованием окна между половинками краевых долек нижнего и верхнего слоев.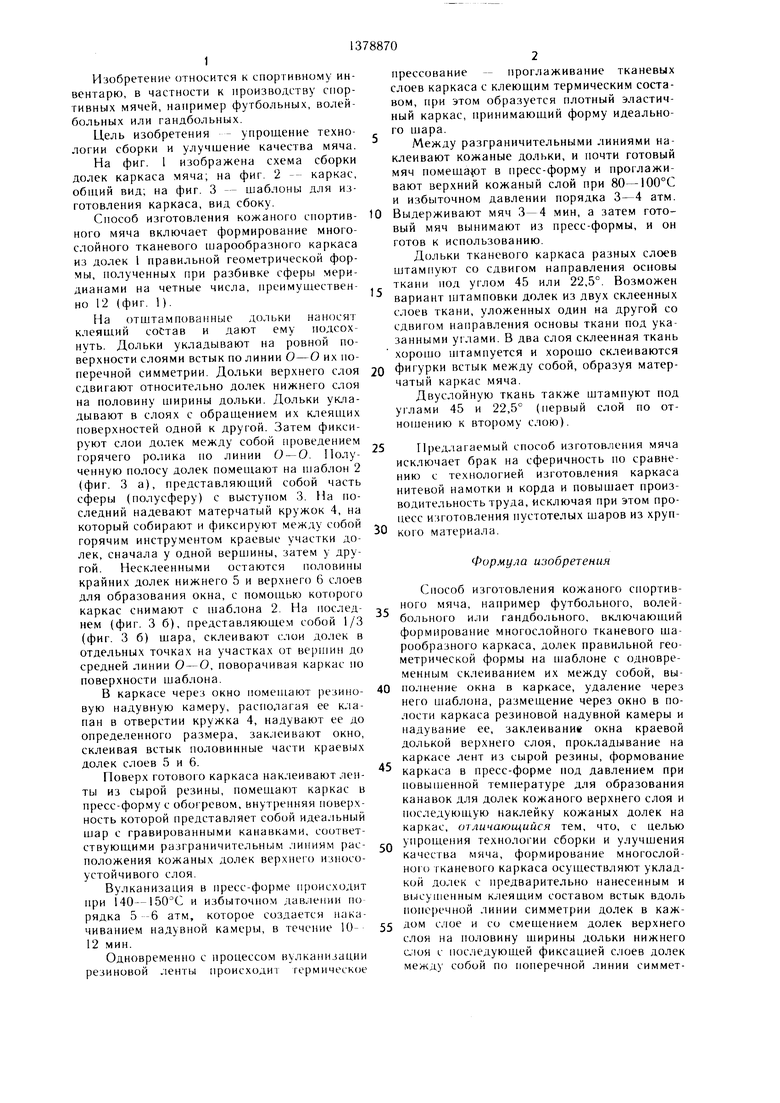
Изобретение позволяет упростить, технологию сборки мяча и повысить его качество. Формируют тканевый каркас из долек. Дольки укладывают встык вдоль поперечной линии симметрии слоями. Верхний слой смещают относительно нижнего на половину ширины дольки. Предварительно на дольки наносят клеящий состав и дают ему просохнуть. Уложенные встык слои долек скрепляют между собой по поперечной линии симметрии горячим инструментом. Полученную полосу помещают на шаблон в виде части сферы (полусферы, 1/3 сферы). Краевые участки долек собирают встык на шаблоне и скрепляют между собой горячим инструментом с образованием одновременно окна из несклеенных между собой половинок краевых долек слоев. Получают каркас мяча. Снимают каркас через окно с шаблона. Вставляют в него надувную резиновую камеру. Надувают камеру. Наклеивают на каркас разграничительные ленты из сырой резины. Вулканизуют в пресс-форме. Затем наклеивают кожаные дольки верхнего износоустойчивого слоя. 3 ил. сл
Фиг. 2
г
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
