--I
Изобретение относится к сварочным источникам питания и может быть применено в других областях электротехники, где требуется плавное регули- рование тока нагрузки без разрывов его формы кривой.
Цель изобретения - уменьшение трудоемкости изготовления, повьппение КПД и расгаирение диапазона регулиро- вания.
На фиг.) представлена конструктивная схема предлагаемого трансформатора; на фиг.2 - приниципиальная электрическая схема трансформатора; на
фиг.З - граничные естественные внешние характеристики предлагаемого
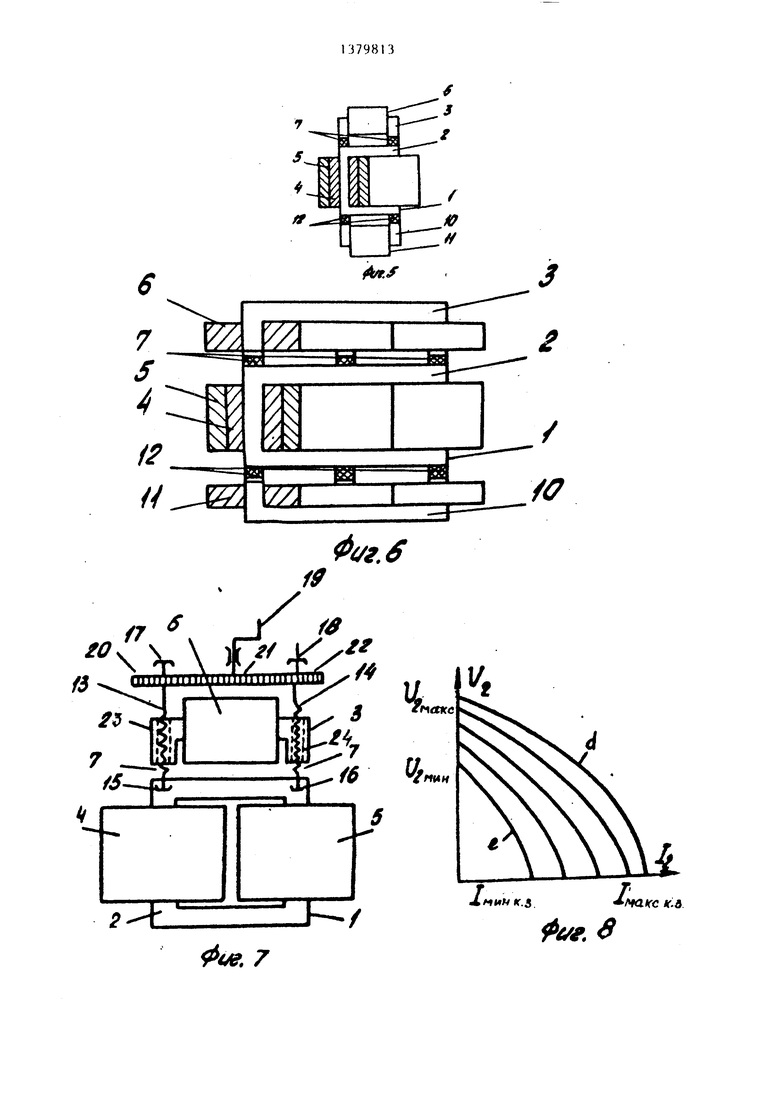
трансформатора с одним немагнитным зазором в стержнях, выполненньм в виде двух последовательных зазоров; на фиг. 4-6 - принципиальная электрическая и конструктивные схемы соответственно однофазного и трехфазного трансформаторов с двумя немагнитными зазорами в стержнях магнитопро- вода; на фиг.7 один из вараинтов конструктивной схемы предлагаемого трансформатора с подвижной частью магнитопровода; на фиг„8 и 9 - семейства внешних характеристик в крайних положениях подвижной части магнитопровода трансформатора по фиг.7„
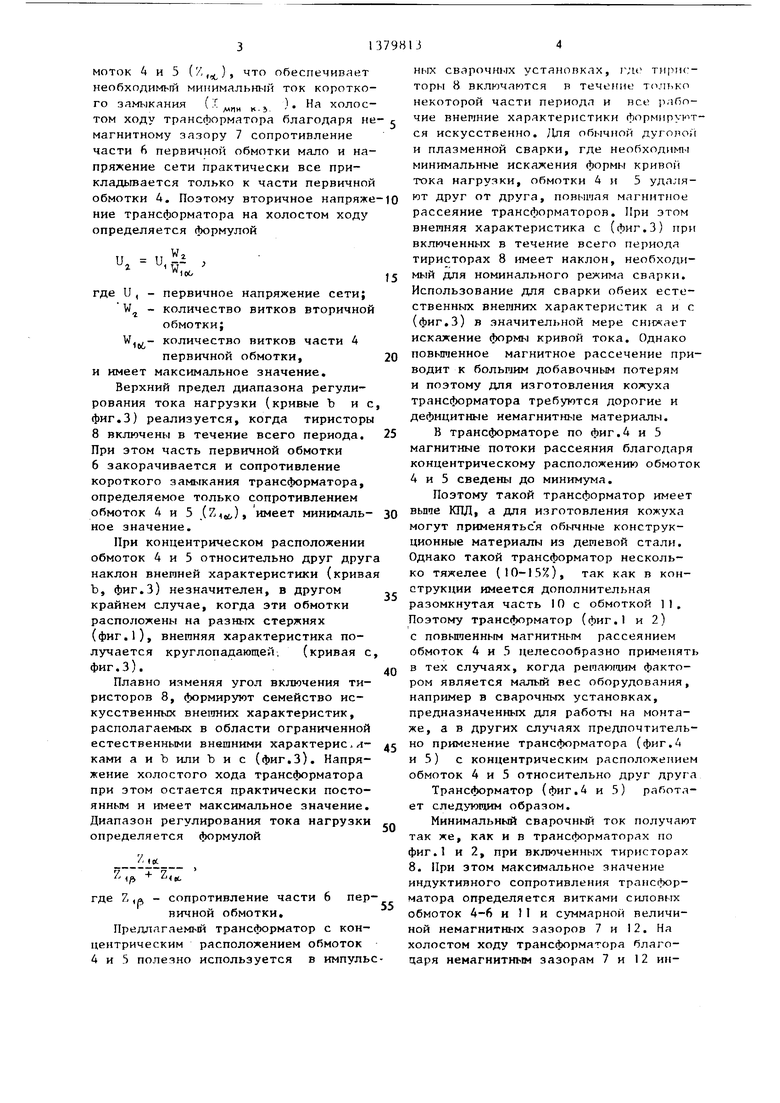
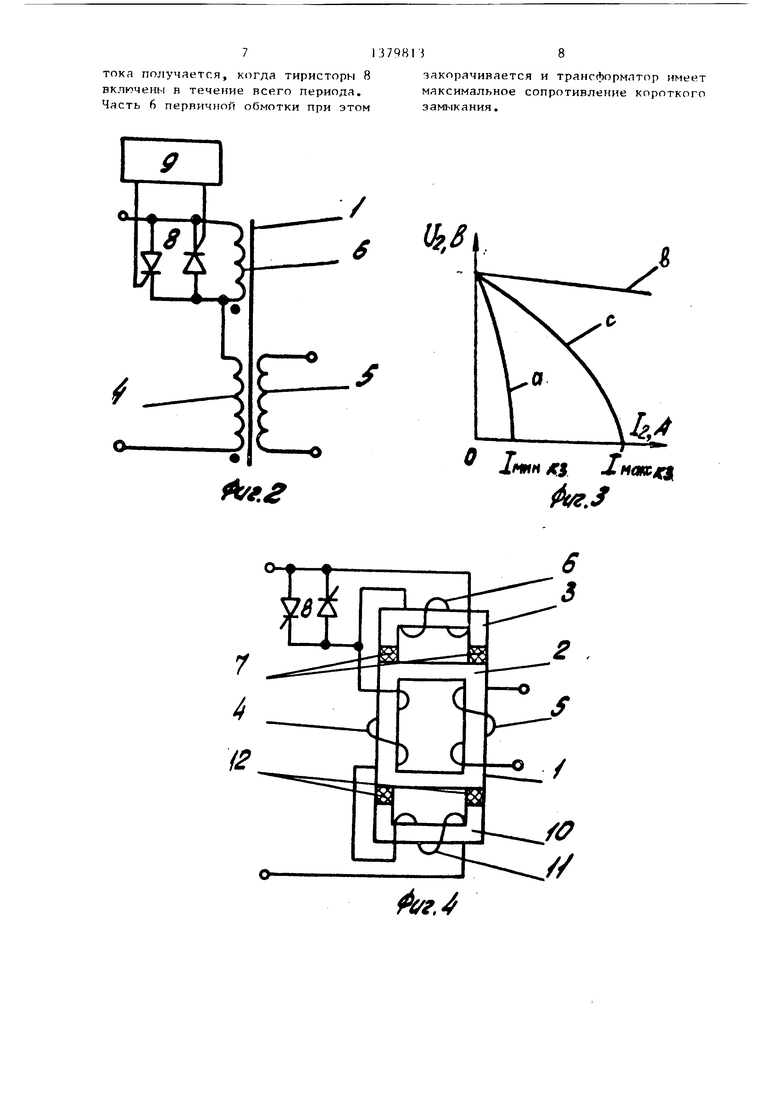
Трансформатор (фиг.1) имеет магни топровод 1, состоящий из замкнутой части 2, имеющей стержни и два ярма, и разомкнутой части 3, имеющей стержни и одно ярмо. На замкнутой части магнитопровода размещены часть первичной обмотки Д и вторичная обмотка 5. На разомкнутой части магнитопро- вода расположена вторая часть первичной обмотки Ь„ Между разомкнутой и замкнутой частями магнитопровода . имеется немагнитный зазор, выполненный в виде двух последовательных за- зоров 7. Части Д и 6 первичной обмотки соединены последовательно-согласн (фиг.2). К виткам h первичной обмот 1U- подключены параллельна-биполярно соединенные тиристоры 8, снабженные схемой 9 фазового управления,
В трансформаторе (фиг,4 и 5) маг- нитопровод 1 может иметь дополнительную вторую разомкнутую часть 10 маг нитсифовода, на которой размещена до полнительная третья часть 1 первичной обмотки, а между частями 2 и I1 г)агкитопровода имеется дополнительны немагн лтный заяор 12,
5
0 5 0
Q с
5
0
Кроме того, части первичной 4 и вторичной 5 обмоток в этом трансформаторе расположены концентрично относительно друг друга.
Трансформатор (фиг.6) может иметь в три раза большее количество обмоток и групп биполярно соединенных тиристоров.
Для использования трансформатора для различных видов сварки, а также для выполнения сварки с минимальным разбрызгиванием электродного металла важно иметь возможность регулировать наклон внешних характеристик трансформатора.
С этой целью по крайней мере одну разомкнутую часть магнитопровода выполняют подвижной. Любое движение разомкнутой части 3 относительно замкнутой части 2 магнитопровода позволяет изменить наклон внеиних xapaктepиt- стик. Поэтому устройства для обеспечения движения разомкнутой части могут быть разнообразными. Наиболее перспективным регулированием является перемещение разомкнутой части 3 магнитопровода вдоль вертикальной плоскости трансформатора (фиг.7) или поворачивание ее вокруг вертикальной оси трансформатора.
Механизм перемещения разомкнутой части 3 магнитопровода трансформатора (фиг.7) вьтолнен в виде двух синхронно вращающихся винтов 13 и 14, одни КОНЦ1.1 которых расположены в подгаипни- ках 15 и 16, укрепленных на замкнутой части 2 магнитопровода, а другие кон1ц 1 этих винтов - в подшипниках 17 и 18, укрепленных на кожухе трансформатора. Синхронное вращение винтов 13 и 14 обеспечивается рукояткой 19 и шестернями 20 - 22. Подшипник рукоятки 19 укреплен на кожухе трансформатора. Винты 13 и 14 сообщаются с подвижной частью магнитопровода через соответствующие резьбовые от- верстия 23 и 24.
Трансформатор (фиг.1 и 2) работает следующим образом.
Регулирование в трансформаторе осуществляется изменением угла вклю- чения тиристоров 8. Нижний диапазон регулирования тока нагрузки (кривая а, фнг.З) имеет место при включенных тиристорах 8. В этом сопротивление короткого замыкания трансформатора определяется суммой сопротивлений обмотки 6 (7j,e) и обмоток 4 и 5 ( / ,), что обеспечивает необходимый минимальный ток короткого замь кяния ( из ). На холостом ходу трансформатора благодаря не- магнитному зазору 7 сопротивление части 6 первичной обмотки мало и напряжение сети практически все при- кладьгоается только к части первичной обмотки Д. Поэтому вторичное напряжение трансформатора на холостом ходу определяется формулой
.
(00
где и , - первичное напряжение сети; W - количество витков вторичной
обмотки; W,- количество витков части А
первичной обмотки, и имеет максимальное значение.
Верхний предел диапазона регулирования тока нагрузки (кривые b и с фиг.З) реализуется, когда тиристоры 8 включены в течение всего периода, При этом часть первичной обмотки 6 закорачивается и сопротивление короткого замыкания трансформатора, определяемое только сопротивлением обмоток 4 и 5 .(Z,), имеет минималь- ное значение.
При концентрическом расположении обмоток 4 и 5 относительно друг друг наклон внешней характеристики (крива Ъ, фиг.З) незначителен, в другом крайнем случае, когда эти обмотки расположены на разных стержнях (фиг.1), внешняя характеристика получается круглопадающей, (кривая с фиг.3).
Плавно изменяя угол включения тиристоров 8, формируют семейство искусственных характеристик, располагаемых в области ограниченной естественными внешними характерис.и- ками а и Ъ или b и с (фиг.З). Напряжение холостого хода трансформатора при этом остается практически постоянным и имеет максимальное значение. Диапазон регулирования тока нагрузки определяется формулой
7мос
z, + z7;
где Z,ft - сопротивление части 6 первичной обмотки.
Предлагаемьс трансформатор с концентрическим расположением обмоток 4 и 3 полезно используется в импульс
с
5
5
0
5 0
0
5
0
ных сварочных установках, тиристоры 8 включаются в течение To.rii,Ko некоторой части периода и все рабочие внешние характеристики формирун- т- ся искусственно. Для обычной дуголо; и плазменной сварки, где необходим- минимальные искажения формы кривой тока нагрузки, обмотки 4 н 5 удаляют друг от друга, повышая магнитное рассеяние трансформаторов. При этом внешняя характеристика с (фнг.З) при включенных в течение всего периода тиристорах 8 имеет наклон, необходимый для номинального режима сварки. Использование для сварки обеих естественных внешних характеристик а и с (фиг.З) в значительной мере снижает искажение формы кривой тока. Однако повышенное магнитное рассечение приводит к большим добавочным потерям и поэтому для изготовления кожуха трансформатора требуются дорогие и дефицитные немагнитные материалы.
В трансформаторе по фиг.4 и 5 магнитные потоки рассеяния благодаря концентрическому расположению обмоток 4 и 5 сведены до минимума.
Поэтому такой трансформатор имеет вьше КПД, а для изготовления кожуха могут применятьс я обычные конструкционные материалы из дешевой стали. Однако такой трансформатор несколько тяжелее (10-15%), так как в конструкции имеется дополнительная разомкнутая часть IО с обмоткой 1, Поэтому трансформатор (фиг.1 и 2) с повыгаенньгм магнитным рассеянием обмоток 4 и 5 целесообразно применять в тех случаях, когда решающим фактором является малый вес оборудования, например в сварочных установках, предназначенных для работы на монтаже, а в других случаях предпочтительно применение трансформатора (фиг,4 и 5) с концентрическим расположением обмоток 4 и 5 относительно друг друга Трансформатор (фиг,4 и 5) работает следующим образом.
Минимальный сварочный ток получают так же, как и в трансформаторах по фиг,1 и 2, при включенных тиристорах 8, При этом максимальное значение индуктивного сопротивления трансформатора определяется витками силовых обмоток 4-6 и }I и суммарной величн- ной немагнитных зазоров 7 и 12, На холостом ходу трансформатора благо- царя немагнитным зазорам 7 и 12 индуктивное сопротивление обмоток 6 и I1 мало по сравнению с сопротивлением обмотки 4 и вторичное напряжение трансформатора имеет максимальное значение.
Максимальный сварочный ток получают, когда тиристоры 8 включены в течение всего периода. И этом случае витки части 6 первичной обмотки пун- тируются этими тиристорами и индук-г тивное сопротивление определяется витками части Д и 11 первичной обмотки, вторичной обмотки 5 и величиной только одного немагнитного зазо- ра 12. При этом трансформатор имеет минимальное индукционное сопротивление и внешняя характеристика совпадает с внешней характеристикой с (фиг.З).
Плавное изменение сварочного ток достигается фазовым управлением тиристоров 8. Таким образом, во всех рассмотренных предлагаемых трансформаторах по сравнению с известными при регулировании тока нагрузки для поддержания вторичного напряжения холостого хода неизменными нет необходимости применять в схеме 9 фазового управления тиристоров 8 цепи обратно связи по току и напряжению, вследствие чего удается в значительной степени упростить схему управления тран сформатора, повысить ее надежность и выполнить ее .более компактной, а также уменьшить разбрызгивание электродного металла и повысить качество сварных швов.
Для обеспечения возможности введения дуговой и плазменной сварки с различным наклоном внешних характеристик служит предлагаемый трансформатор по фиг.7.
Рассмотрим работу этого трансформ тора в крайних положениях подвижной части магнитопровода. Если при вращении рукоятки 19 разомкнутую часть 3 магнитопровода nepeMeriaioT к замкнутой части 2 магнитопровода и фиксируют на расстоянии не более, чем 0,5 мм друг от друга (максимальное значение этого расстояния обусловлено технологией сборки), то при включенных тиристорах 8 напряжение
сети I , прикладывается к обеим час тям А (W,|j) и 6 (ft) первичной обмотки. Напряжения в обмотках трансформатора определяются по формулам
2 - ,D
л 1
гг и {1 1 ) л о
Wa
W,o6 + KfbG . . Р
где Q - коэффициент шун ы. р тирования, зави ся1 Ц1Й от соотношения комплексных сопротивлений обмотки W(7. ф) и обмоток W( , . W,(Z,).
Вне1иняя характеристика при этом (фиг.9) обозначена буквой е.
Верхний предел диапазона регулирования вторичного напряжения (внешняя характеристика d, фиг.8) получается, когда тиристоры 8 включены в течение всего периода. В этом случае обмотка закорочена накоротко и ее сопротивление равно 0. При этом коэффициент равен 1 и вторичное напряжение трансформатора определяется
формулой и Г-,- и имеет максиw i)(, мальное значение.
Плавно изменяя угол включения тиристоров 8, устанавливают промежуточные значения вторичного напряжения. Искусственные внешние характери стики, получаемые при этом, располагаются между естественными внешними характеристиками d и е (фиг.8).
При вращении рукоятки 19 в обратном направлении разомкнутая часть 3 магнитопровода перемещается также в противоположном направлении, увеличивая немагнитный зазор 7 в стержнях В этом случае при выключенных тиристорах 8 сопротивление ( части 6 первичной обмотки благодаря большим зазорам 7 мало и напряжение сети прикладывается только к части 4 витков первичной обьютки и вторичное напряжение холостого хода трансформатора максимально.
- ,
55
При подключении нагрузки внешняя характеристика трансформатора круто- падающая (е, фиг.9), так как трансформатор имеет большое сопротивление короткого замыкания. Верхний предел диапазона регулирования (внешняя характеристика d, фиг.9) сварочного
713798ГЗ
тока получается, когда тиристоры 8 включены в течение всего периода. Часть 6 первичной обмотки при этом
м
8
зякорачивается и трансформлтор имеет мяксимальное сопротивление короткого заммкания.

| название | год | авторы | номер документа |
|---|---|---|---|
| Регулируемый трансформатор | 1981 |
|
SU1148507A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ АППАРАТ | 2016 |
|
RU2644711C2 |
| Регулируемый трансформатор для сварки | 1986 |
|
SU1667165A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАПРЯЖЕНИЯ | 1993 |
|
RU2050679C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2207942C1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2069610C1 |
| Трехфазный преобразователь переменного тока в постоянный | 1988 |
|
SU1528629A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1991 |
|
RU2032506C1 |


A/f.
JiiHH xri Хмежсдз
./
Av.
7 S
4 12
X
H.WL
.6
2 Ли-/
. 7
/ Л7
Т
минк.з ftratccif.u
f/г. В
(
макс
. . ./
Г. ---- 7 .
.l,, К.З
i/f.ff
| Удлиненная межвагонная сцепка для соединения вагонеток | 1957 |
|
SU112027A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патон Б.Е., Лебедев В.К | |||
| Электрооборудование для дуговой и шлаковой сварки.- М.: Машиностроение, 1966, С.15Я. | |||
